连接器模具设计讲义
- 格式:docx
- 大小:435.74 KB
- 文档页数:13
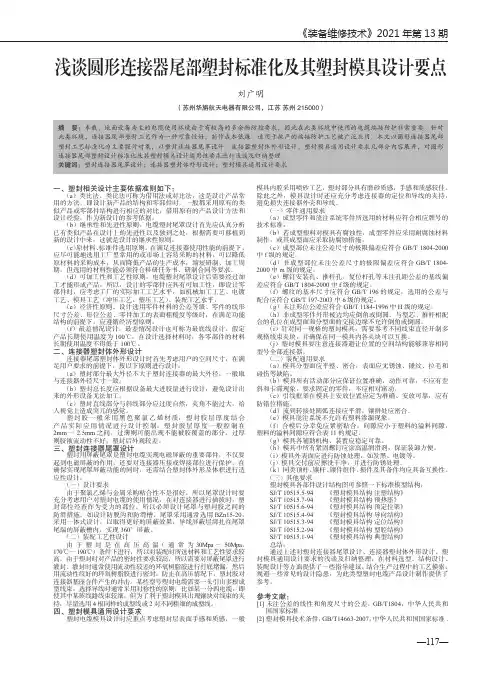
《装备维修技术》2021年第13期浅谈圆形连接器尾部塑封标准化及其塑封模具设计要点刘广明(苏州华旃航天电器有限公司,江苏 苏州215000)摘 要:车载、地面设备为主的电缆使用环境由于有较高的多余物防控要求,因此在此类环境中使用的电缆端接防护非常重要。
针对此类环境,连接器尾部塑封工艺作为一种可靠性好、制作成本低廉、适用于批产的端接防护工艺被广泛应用。
本文以圆形连接器尾部塑封工艺标准化为主要探讨对象,以塑封连接器尾罩设计、连接器塑封体外形设计、塑封模具通用设计要求几部分内容展开,对圆形连接器尾部塑封设计标准化及其塑封模具设计通用性要求进行浅谈及归纳整理。
关键词:塑封连接器尾罩设计;连接器塑封体外形设计;塑封模具通用设计要求一、塑封相关设计主要依据准则如下:(a)类比法。
类比法可称为借用法或对比法,这是设计产品常用的方法,即设计新产品的结构和零部件时,一般都采用原有的类似产品或零部件结构进行相应的对比,借用原有的产品设计方法和设计经验,作为新设计的参考依据。
(b)继承性和先进性原则。
电缆塑封尾罩设计首先应认真分析已有类似产品在设计上的先进性以及独到之处,根据需要可移植到新的设计中来,这就是设计的继承性原则。
(c)原材料、标准件选用原则。
在满足连接器使用性能的前提下,应尽可能地选用工厂里常用的或市场上容易采购的材料,可以降低原材料的采购成本,从而降低产品的生产成本,缩短研制、加工周期,但选用的材料性能必须符合科研任务书、研制合同等要求。
(d)可加工性和工艺性原则。
电缆塑封尾罩设计后需要经过加工才能形成产品,所以,设计的零部件应具有可加工性,即设计零部件时,应考虑工厂的实际加工工艺水平,如机械加工工艺、电镀工艺、模具工艺(冲压工艺、塑压工艺)、装配工艺水平。
(e)经济性原则。
设计选用零件材料的公差等级、零件的线形尺寸公差、形位公差、零件加工的表面粗糙度等级时,在满足功能结构的前提下,应遵循经济型原则。
(f)最差情况设计。
连接器molding工艺流程及原理下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!连接器molding工艺是一种将塑料等材料通过注塑成型的方式制成连接器的过程。

连接座模具注塑课程设计一、课程目标知识目标:1. 学生能理解连接座模具的基本结构及其在工业生产中的应用。
2. 学生能掌握注塑成型原理及其在连接座模具制作中的作用。
3. 学生能了解并描述连接座模具的设计要点和注塑参数。
技能目标:1. 学生能够运用CAD软件进行连接座模具的初步设计。
2. 学生能够通过模拟软件操作,进行注塑成型的基本过程设置。
3. 学生能够分析并解决简单的注塑过程中出现的问题。
情感态度价值观目标:1. 培养学生对工程技术的兴趣和探索精神,增强对现代化生产方式的认识。
2. 培养学生的团队协作能力,提高沟通与交流技巧。
3. 强化学生的安全生产意识,培养其对社会负责的态度。
本课程针对高中年级学生的认知特点,结合工程技术学科的要求,以实用性为原则,旨在通过连接座模具注塑课程的学习,使学生在掌握相关知识的基础上,能够运用所学技能解决实际问题,并在此过程中形成积极的情感态度和价值观。
课程目标具体明确,可衡量性强,为教学设计和评估提供明确的方向。
二、教学内容本节教学内容围绕连接座模具的注塑工艺,依据课程目标进行以下组织:1. 引言部分:介绍连接座模具在现代制造业中的重要性,引出注塑成型技术在模具制作中的应用。
- 教材章节:第二章 工程材料与成型技术2. 理论知识:- 连接座模具的结构与设计原则- 注塑成型原理及工艺参数- 常见注塑缺陷及其解决方法- 教材章节:第三章 模具设计与制造3. 实践操作:- 使用CAD软件进行连接座模具设计- 注塑成型模拟软件操作- 分析实际注塑过程中可能出现的问题并给出解决方案- 教材章节:第四章 计算机辅助设计与制造4. 案例分析:分析实际生产中的连接座模具注塑案例,强化理论与实践相结合。
- 教材章节:第五章 生产案例分析教学内容按照教学大纲进行系统安排,确保学生在学习过程中逐步掌握模具设计、注塑工艺和相关技能。
在教学过程中,教师需关注学生对理论知识的理解、实践操作的熟练度以及案例分析的综合运用能力,使学生在完成课程学习后能够具备一定的工程技术素养。
冲压模具课程设计连接件一、教学目标本节课的教学目标是让学生掌握冲压模具课程设计连接件的相关知识,能够理解并运用连接件的基本原理和设计方法。
在技能目标方面,学生应能够独立完成连接件的设计和分析,并具备一定的实践操作能力。
在情感态度价值观目标方面,学生应培养对冲压模具行业的兴趣和热情,增强创新意识和团队协作精神。
二、教学内容本节课的教学内容主要包括连接件的基本概念、类型和设计方法。
首先,介绍连接件的定义、作用和分类,让学生了解连接件在冲压模具中的重要性。
其次,讲解连接件的设计原则和方法,引导学生掌握连接件的设计思路和技巧。
最后,通过实例分析,让学生动手实践,巩固所学知识。
三、教学方法为了提高教学效果,本节课采用多种教学方法相结合的方式。
首先,运用讲授法,系统地传授连接件的相关理论知识。
其次,采用讨论法,引导学生分组讨论,培养学生的团队协作能力和解决问题的能力。
此外,通过案例分析法,让学生分析实际案例,提高学生的实践操作能力。
最后,结合实验法,让学生动手操作,增强学生的实践能力。
四、教学资源为了支持教学内容和教学方法的实施,本节课准备了一系列教学资源。
教材方面,选用我国知名出版社出版的《冲压模具设计》教材,确保知识的科学性和系统性。
参考书方面,推荐学生阅读《模具设计手册》等权威著作,丰富学生的知识储备。
多媒体资料方面,制作了连接件设计原理和案例分析的PPT,以便于学生更好地理解和掌握知识。
实验设备方面,安排了连接件设计实验,让学生在实践中学习,提高学生的实际操作能力。
五、教学评估本节课的教学评估将采用多元化的评估方式,以全面、客观地评价学生的学习成果。
评估主要包括以下几个方面:1.平时表现:通过观察学生在课堂上的参与程度、提问回答、小组讨论等表现,评估学生的学习态度和课堂表现。
2.作业:布置与本节课内容相关的作业,要求学生在规定时间内完成,通过作业的完成质量评估学生对知识的掌握程度。
3.考试:安排一次期末考试,试题涵盖本节课的所有知识点,以考试的成绩评估学生对知识的全面理解和运用能力。
模具设计连接件课程设计一、课程目标知识目标:1. 让学生理解模具设计的基本概念,掌握连接件的作用、分类及设计原则。
2. 使学生掌握模具连接件的相关参数计算,能够运用相关知识进行简单连接件的设计。
3. 让学生了解模具连接件在模具整体结构中的重要性,认识到不同连接件对模具性能的影响。
技能目标:1. 培养学生运用CAD软件进行模具连接件设计的实际操作能力。
2. 培养学生运用相关知识对模具连接件进行正确选型、计算及分析的能力。
3. 培养学生通过小组合作、讨论等形式,解决实际模具连接件设计问题的能力。
情感态度价值观目标:1. 培养学生热爱模具设计专业,树立从事模具行业的信心和决心。
2. 培养学生严谨、细致、勇于创新的学习态度,养成精益求精的工作作风。
3. 增强学生的团队协作意识,培养学生善于沟通、乐于分享的精神。
课程性质:本课程为模具设计与制造专业的核心课程,旨在培养学生的模具连接件设计能力,提高学生的专业技能。
学生特点:学生具备一定的模具基础知识,具备初步的CAD软件操作能力,但对模具连接件设计的相关知识掌握不足。
教学要求:结合学生特点和课程性质,通过理论教学与实际操作相结合,使学生在掌握模具连接件设计知识的基础上,提高实际操作能力,培养良好的情感态度价值观。
将课程目标分解为具体的学习成果,为后续教学设计和评估提供依据。
二、教学内容1. 模具连接件基础知识:介绍模具连接件的定义、作用、分类及设计原则,使学生建立对模具连接件的全面认识。
教材章节:第一章 模具连接件概述2. 模具连接件参数计算:讲解模具连接件的相关参数计算方法,使学生能够根据实际需求进行连接件的设计。
教材章节:第二章 模具连接件参数计算3. 模具连接件选型与设计:分析不同类型的模具连接件特点,教授选型与设计方法,提高学生的实际应用能力。
教材章节:第三章 模具连接件选型与设计4. 模具连接件CAD设计:结合CAD软件,教授模具连接件的绘制和设计方法,培养学生的实际操作技能。
前言毕业设计的目的,是我们学生用所学各科理论和知识和技能进行的一次综合性的应用。
是对我们学生进行的一次全面、系统的基本能力的训练和考核。
它能培养和扩展我们独立地分析和解决问题的工作能力。
为我们走向社会铺一个平坦的台阶。
本人毕业设计的题目是成型聚酰胺(尼龙)软管接头的注射模具的设计,在参考原有的模具结构基础上,弄清楚模具动作原理,根据自己的认识进行一定的改进,并对模具及零件进行三维造型。
在设计过程中,对于经验缺乏的我,模具的结构设计是重点,主要包括成型位置的及分型面的选择,模具型腔数的确定及型腔的排列和流道布局和浇口位置的选择,模具工作零件的结构设计,侧面分型及抽芯机构的设计,推出机构的设计,拉料杆的形式选择,排气方式设计等。
本次设计的模具比较特殊,开模前要求零件两端同时脱螺纹,模内设置了齿轮传动机构,结构较复杂,不适合选用标准模架,而是选用了多板拼合式。
另外,脱螺纹的动力要求较大,而且转速不能太快,所以选择液压马达。
此外,还设置一个行程开关,保证螺纹型心动作的准确性。
通过这次设计,不但对课本和课堂上的知识有了一个更新和更深的理解,对普通模具的结构有了一个较清楚的认识,而且还掌握一些比较特殊的模具(两头同时脱螺纹等)的基本结构,对今后工作中解决实际问题的能力建立了良好基础。
本次毕业设计也得到了广大老师和同学的帮助,在此一一表示感谢!由于实践经验的缺乏,且水平有限,时间仓促。
设计过程中难免有错误和欠妥之处,恳请各位老师和同学批评指正。
XXX2007.6.10目录前言———————————————————1绪论———————————————————3 第一章设计任务书—————————————6第二章塑性材料的成型特征与工艺参数————7 第三章模架的选用—————————————10 第四章模具结构的设计一.型腔数量及排列方式—————————10二.分型面的选择————————————11三.浇注系统与排溢系统的设计——————13四.成型零件的设计———————————15 第五章合模导向结构的设计—————————21 第六章推出结构的设计———————————23 第七章温度调节系统的设计—————————24 第八章其它辅助零件的选择—————————25 第九章注射机相关参数的校核————————26 小结———————————————————28 参考文献—————————————————29 工艺卡的制订—————————————附表英语翻译———————————————附资料摘要: 分析了软管接头的结构特点及其成型材料的成型特征,介绍了如何设计该塑件的注射模具结构,着重介绍了机动脱螺纹及斜滑块侧向抽芯机构的设计计算。
塑料模具设计讲义
设计流程 一、审图
1. 尺寸是否完备
A. 详细审视图面各个细部尺寸是否标注。
B. 依产品设计图档 , 直接于档案上测量漏标处尺寸 ,但仍需产品设计人员补正确认并签名以减少日后之争议
2. 开模方式
A. Cavity 数目、模座大小、适用成型机台( Tie bar 间距、最大射出能力)
B. 塑料原料类型、可成型性及其所需之外围设备。 干燥桶、除湿机、模温机 (Nylon series)
C. 模具型式 : 二板或三板模 ; Slider or not。
D. 分模线、公母模侧 (成品图之 Top view or bottom view 为公模 ) 。
E. 顶出方式:拨块加顶针。
F. 模仁可加工性及机械强度 :
a目前的加工能力和精度是否可达模仁设计之要求。
b.成品尺寸设计若太细微,容易造成模仁强度不足或有尖角而易损伤。
G. 公差合理性:是否具备大量制造的能力
3. Design Review Meeting
叮叮小文库
2
将上述有疑虑及困难的部分或须与其它零件段配合之事项于
二、Shrinkage
1. 塑料缩水率(a ) 一般计算成型收缩率的方式是由常温的模具尺寸 D与成型品的实际尺寸M:
D M
D
在决定模具设计的实际尺寸时,依图面所用的塑料而先查得成型缩水率,再计算出模具的尺寸
2. Desktop Memory Socket Co nn ector常用之塑料
A. “Sumitomo LCP E6006 ” (ref. x:0.1%;y:0.16%;z:0.16%)
B. “Polly LCP L140 ”
C. “ Toray LCP ”
D. “ Wuno LCP
E. 南亚、耐特、晋纶PA66'
F. “Arlen PA6T ”
Design Review会议上提出并提供改善之建议
叮叮小文库
3
G. “ DSM PA46(F8 HF5040)”
3. 可过IR制程之塑料为“Sumitomo LCP
E6006”,而且其收缩率很小,尺寸安定性极佳,故通常以此种原料 为设计基准,其它塑料则以实际射出之尺寸为
该料号之图面尺寸 (目前于DIMM 168与DDR皆采用大范围之
公差将不同原料之成品总长涵盖,如 140.95 0.05 ; RIMM则因为是高频co nn ector且In tel对生产制程尺寸
0.25
之cpk值要求非常严格,故采用E6006原料)。
4. 总长取上限(采用Sumitomo LCP E6006时
)
140.95 ±.05 — 141.00
5. Pitch x 0.1% shrinkage,其余两边对称
6. 管制尺寸,附公差之尺寸—依经验判断其收缩趋势,决定适当值
7. 脱模角度及尺寸
三、模穴LAY OUT
1. Top & Bottom view
长(141.00)宽(脱模角 7.44/7.50)外框
Blanking type于组装时采10 Pcs一起并列组装,故宽度的设计须与自动
化之组立设计人员事前沟通hous ing并列堆栈之公差。
叮叮小文库
4
2.绘出 Latch咅B分之 Top view宀从其 cross section设计
斜面对插,厚度方向随之应变;绘出该处公、母模之 Top viewf side view即可绘出宀(A21C)
3.重绘 pin hole 之 cross section with shrinkage
决定core pin处之Top view及公、母模core pin对插之方式f (A21C)
叮叮小文库
5
公模r丄
4. 复制 core pin处之 Top view 至适当 pin数,补上 key位之 Top view
5. 将重绘之Top & Bottom view做上下之Mirror
6. 绘上边件
A. core pin每十pin设计一定位件,尽量采多件定位,尤其在靠gate端。
B. 母模靠gate端第一个pin孔模仁最好与pin no.件设计成镶件,以防高射压将其撑开。
C. 公模靠gate端含第一支顶针之模仁最好设计成定位件,以防高射压将其撑开。
叮叮小文库
6
D. 定位件槽距离边件两侧不得小于1 pitch。
E. 母模边件需含脱模斜度;公模边件需闪开拨块位置 (拨块位置与公模仁边缘需留 0.10mm,以防止拨块顶出
时刮伤公模仁,见p.1O)。
F. 边件厚度不得低于2.00mm;公、母模两者总长及宽度需相等。
G. 定位件及顶针位置之设计对不同料号之 LAY OUT要能同时满足,即定位件及顶针位置不可在 pin数变化
区(168pin与184pin),需在pin数不变区;特别是公模部分要同时满足定位件及顶针位置。
H. 边件靠肩可设计不同高度来防呆,同时可增加有挖靠肩槽边件根部的
四、Block区
■I
亘
ii
=・L - - - liR亘:“ 制强度。 及 A13M~ 7.编件号标尺寸T完成 A03F~ 乔“二:»
■
■
三
lllllllllllllllllllllllllll
II i tl iIIIIt1I It Ii* I It i
i i - i ■ i | I | ^ ■ | | | | ■ s | ^| | ■ ! IT I IT T I ! !
叮叮小文库
7
1. 先设计公模。
因为要预留拨块位置已决定整个 block之最小宽度。
2. 模穴间之区隔件宽度为10.00mm
因为M5螺丝头部?径为8.5mm,区隔件铣螺丝之沉头孔的?径最小设 计需为9.0mm以上,两侧留50条的
空间,所以模穴与模穴间之区隔件 宽度固定设计为10.00mm。
3. 绘出拨块外形
将公模穴insert两次,分别置于区隔件两侧,即可绘出两模穴间拨块之外形
叮叮小文库
8
4. Block外侧边件
将拨块外形copy至两模穴的外侧,可决定block两外侧边件之Top view。此时公模block外框已设定,母模
block即比照公模外框之大小。
5. Block头尾挟持件
Gate件应设计于靠cavity no.端,gate件与溢料井设计成镶入头尾挟持件,以减小 block之长度
叮叮小文库
9
6. 编件号标尺寸-完成 A02F及A12M
7•将Block边件各自Top view copy出,补上其它两视图,设计出循环式排气槽位置宀 insert图框,标示尺寸宀
完成边件之设计。
8.利用整个block layout绘出公、母模垫板 母模垫板:F03A~ ;板厚15.00mm 公模垫板:M05A~ ;板厚8.00mm
五、模板
1.中央流道
该区域设定为25.00mm,以支撑模板强度
叮叮小文库
10
2. 模穴大小
将block insert到适当位置,外侧各留15.00mm濮块厚度)宀完成模穴之设计
3. 绘出模板外框尺寸
一般而言,模穴内侧到模板外缘之距离需 50.0mm。
4. 决定导柱、导套及水路位置
二
H
王
王
7
4
—
亠
£=
叮叮小文库
11
5. 绘制流道及相关机构位置
标注尺寸-完成模板Layout图A01F与A11M
6.利用公模板layout绘出各模板及定位板
下顶出板: E01A ; 板厚
25.00 mm
上顶出板: E02A ; 板厚
20.00 mm
上固定板: F01A ; 板厚
25.00 mm
母模板: F02A ; 板厚
50.00 mm
下固定板: M01A ; 板厚
25.00 mm
垫脚: M02A ; 板厚
85.00 mm
辅助板: M03A ; 板厚
50.00 mm
公模板: M04A ; 板厚
50.00 mm
定位板: M06A~; 板厚
7.00 mm
其中定位板需多设计四个螺丝孔位以固定在辅助板 (M03A)上。
Ps按人体工学的角度而言,35mm高度之模仁,对模修者而言较易拿取及组立
六、模仁
1.绘出模仁三视图
利用 side view, pin hole cross section及至 PL 距离 35.00mm,配合 模穴Layout图中之Top view绘出模仁三视
图。
叮叮小文库
12
图面尽量填满图框三分之二以上,仅留下足够标示尺寸之空间即可
RNB-
&
T
Bu SM
50 .
n
W
3-n-
呷
I
—
2. i nsert图框,标示尺
寸
叮叮小文库
13
3.图面尽量放大以方便加工及模修等人员识图
-H差公疊堆片0 一J