项目3.2夹具定位误差
- 格式:ppt
- 大小:737.50 KB
- 文档页数:24
机床夹具设计中工件定位误差的分析及其数值计算工件在夹具中的定位, 对保证本道工序尺寸的加工精度起着至关重要的作用, 正确的工件定位是保证得到我们所需要的加工表面的前提, 这也是工件在定位过程中要解决的第一个问题———位规律问题。
但是再精密的加工方法和手段都不可避免地使被加工对象产生加工误差。
对于夹具中的被定位工件和定位元件同样如此, 它们也存在着或大或小的加工误差, 加上元件在夹具中的定位基准的选取不同, 这些因素的客观存在都会使同一基本尺寸的各个工件在夹具中的几何位置有所变化, 从而造成本道工序的加工误差,这就是工件在定位时要解决的第二个问题———定位误差问题。
由此可以看出, 工件在夹具中的定位问题。
是夹具设计过程中要解决的首要问题, 下面就定位误差的产生及定位误差的计算方法, 需要强调的是: 分析定位误差的前提是用夹具安装法安装工件, 保证被加工表面之间的位置精度, 用调整法保证被加工面的尺寸精度。
1相关文献对定位误差的阐述111定位误差的定义相关文献对定位误差定义有下面几种叙述: 其一: 一批工件由于在夹具中定位而使得工序基准在沿工序尺寸方向上产生的最大位移。
其二: 用夹具装夹加工一批工件时, 由于定位不准确引起该批工件某加工参数的误差。
其三: 因定位引起的工序尺寸误差。
其四: 工件加工尺寸方向上设计基准的最大变动量。
其五: 由于定位不准而造成某一工序在工序尺寸或定位要求方面的加工误差。
其六: 工件在夹具中定位不准确引起的加工误差为定位误差等等。
各文献所述定义的一致点是定位误差的方向都是在工序方向上, 区别是产生最大位移量的主体是工序基准还是定位基准。
112定位误差的计算由于对定位误差的定义各文献的叙述有所区别,导致在对定位误差进行计算时其结果也不相同。
在工图1心轴水平放置件采用内孔定位, 定位元件采用心轴, 工件和定位元件的配合关系采用间隙配合时所产生的定位误差区别最大。
对于其中的基准不重合误差观点一致, 不同之处是基准位移误差。
螺旋定心夹紧夹具的设计作者:邱洪涛来源:《价值工程》2013年第12期摘要:本文介绍了螺旋定心夹紧夹具的设计方法和操作方法,此夹具能够准确、迅速的装夹摇臂零件,完成摇臂的28.5mm±0.1mm槽加工,同时提高了生产效率,缩短了加工时间,降低劳动强度,花费的成本少。
Abstract: This paper introduces the design method and operation method of helical centering clamping fixture, the fixture can be accurately, clamping arm parts quickly, 28.5 mm groove processing to complete the rocker arm, at the same time, improve production efficiency, reduce the processing time, reduce labor intensity, cost less to spend.关键词:摇臂;夹具;槽加工;支承Key words: rocker;fixture;machining;support中图分类号:TB472 文献标识码:A 文章编号:1006-4311(2013)12-0048-031 零件的分析1.1 零件的作用该零件是摇臂,如图1,主要用在传动机构中,比如汽车内的内燃机发动机摇臂,气门的开启和关闭是由挺杆和摇臂动作完成的,摇臂就是通过摇臂轴安装在摇臂座上,一端是从凸轮轴经挺杆驱动,另一端顶在气门杆上和弹簧一起作用控制气门的开合。
零件外形尺寸材料为QT40-17,年产5000件,属大批量生产,形状比较复杂,其他各表面已经加工过,本工序待加工28.5±0.1mm的槽。
Ф38f9圆柱面4、端面及摇臂的中间平面1,定位套6上作为定位基准。
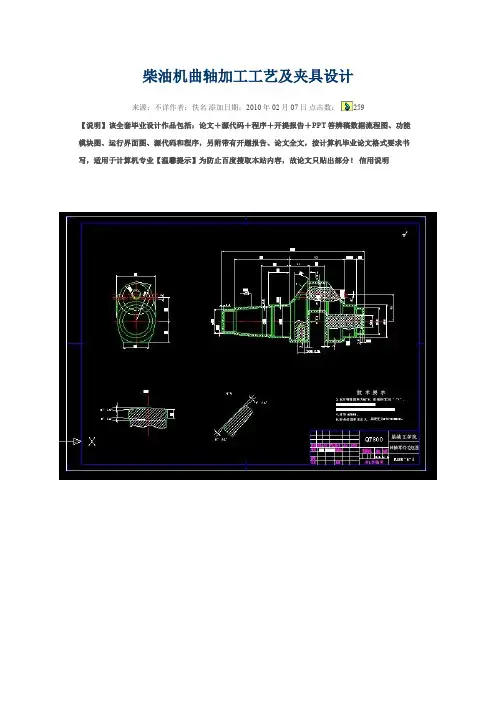
柴油机曲轴加工工艺及夹具设计来源:不详作者:佚名添加日期:2010年02月07日点击数:259【说明】该全套毕业设计作品包括:论文+源代码+程序+开提报告+PPT答辨稿数据流程图、功能模块图、运行界面图、源代码和程序,另附带有开题报告、论文全文,按计算机毕业论文格式要求书写,适用于计算机专业【温馨提示】为防止百度搜取本站内容,故论文只贴出部分!信用说明目录摘要 1Abstract 20 引言 11 R180柴油机曲轴工艺设计 31.1 分析零件图 31.2 确定生产类型 31.3 确定毛坯 31.4 机械加工工艺过程设计 31.5 选择加工设备与工艺装备 61.6 确定工序尺寸 71.7 确定切削用量及时间定额 91.8 填写工艺规程卡 152 R180柴油机曲轴第一套夹具设计 162.1 明确设计任务、收集分析原始资料 162.2 确定夹具的结构方案 172.3 绘制夹具结构草图 193 R180柴油机曲轴第二套夹具设计 213.1 明确设计任务、收集分析原始资料 213.2 确定夹具的结构方案 223.3 夹具定位误差分析 223.4 拟订夹具总装图的尺寸、公差与配合及技术要求 223.5 绘制夹具总装图 234 结论 24致谢 25参考文献 26附件清单 27摘要本文主要介绍了R180柴油机曲轴工艺设计及其中两道工序的夹具设计。
本文作者是在保证产品质量、提高生产率、降低成本、充分利用现有生产条件、保证工人具有良好而安全劳动条件的前提下进行设计的。
在工艺设计中,作者结合实际进行理论设计,对曲轴传统生产工艺进行了改进,优化了工艺过程和工艺装备,使曲轴的生产加工更经济、合理。
在夹具设计部分,作者在收集加工所用机床、刀具及辅助工具等有关资料后,对工件材料、结构特点、技术要求及工艺分析的基础上,按照夹具设计步骤设计出符合曲轴生产工艺及夹具制造要求的夹具。
关键词:柴油机曲轴工艺夹具AbstractThis text introduce R180 diesel engine crankshaft technological design and two of them jig of process design mainly. The author of this text is guaranteeing product quality, boost productivity, lower costs, utilize existing working condition, guaranteeing worker to have good work prerequisite of terms to design . In technological design, the author combine carrying on theory design, improve the traditional production technology of the crankshaft actually, optimize craft course and craft equip, enable economy rational even more of production and processing of the crankshaft. Designing in the jig , the author collect the relevant materials, such as lathe, cutter and handling tool,etc. At the foundation of the analyse of work piece material, specification requirement and craft, and make jig of request according to jig measure design and cankshaft production technology and jig.Keywords : Diesel engine Crankshaft Technology Jig0 引言本次毕业设计是关于R180柴油机曲轴的工艺设计及其中两道工序的夹具设计。

机床夹具设计中的定位误差计算探讨机床夹具设计中的定位误差计算是很重要的一部分,它直接关系到机床夹具的定位精度,而定位精度是机床加工精度的重要保证。
本文主要探讨机床夹具设计中的定位误差计算方法以及需要注意的问题。
一、定位误差的概念机床夹具设计中的定位误差是指工件在夹具上的位置与加工中心的目标位置之间的偏差。
定位误差可通过设定夹具与工件之间的定位元件来控制,如销、支撑、膜和方块等。
定位元件的瑕疵或者设计不当均可能导致定位误差,而粗糙的表面质量和工件偏心也可能影响定位误差。
二、定位误差的影响因素1.夹具本身精度2.定位元件精度、数量、布局及间距3.工件的材质、形状、大小、质量、表面质量及偏心4.加工工艺及机床本身精度5.温度、湿度、振动等环境因素以上因素均可能影响到定位精度的准确性。
三、定位误差的计算方法定位误差计算的具体方法多种多样,如点法、线法、平面法、三维法等。
在夹具设计中,通常采用平面法和三维法。
1.平面法平面法一般适用于平面工件的定位。
将被加工工件放置于夹具滑台上,用形位公差的约束条件来描述工件尺寸和形状,然后再进行夹具的设计。
平面法通过平移运动来实现定位,因此可用简单的平移矢量描述定位误差。
2.三维法三维法适用于复杂形状的工件定位。
在三维法中,工件与夹具的定位用拓扑和几何关系来描述,包括互相咬合、嵌合和支撑等。
这种方法可以准确地描述定位误差的大小和方向以及工件在夹具上的位置和姿态。
四、注意事项1.定位误差的计算需要考虑夹具和工件的尺寸和形状等具体参数,因此在进行计算前需要对夹具和工件进行精确的测量。
2.对于复杂工件的定位误差计算,应考虑工件在夹具上的不同姿态,而不仅局限于单一的平面。
3.定位误差计算结果要进行可靠性分析,以确保夹具定位误差在一定范围内。
如果定位误差过大,则需要重新设计夹具。
4.实际加工中定位误差还受到环境因素的影响,因此在实际操作时应注意环境的温度、湿度和振动等因素。
总之,在机床夹具设计中,定位误差的计算和控制是重要一环,它直接影响到机床加工精度和产品质量。
机床夹具设计中的定位误差计算探讨
在机床夹具设计中,定位误差是一个重要的考虑因素。
定位误差是指在夹具夹持工件时,工件在夹具上的位置与要求的位置之间的差异。
定位误差会直接影响工件的加工精度和质量。
定位误差的计算可以分为静态定位误差和动态定位误差两部分。
静态定位误差是指夹具上工件的位置与要求位置之间的差异,在没有外力或运动的情况下测量得到。
静态定位误差可以通过夹具夹持工件后,在不施加任何力的情况下,使用测量仪器测量工件在夹具上的位置与要求位置之间的差异。
动态定位误差是指夹具在夹持工件时,由于夹持力、材料弹性或切削力的作用而产生的工件位置变化。
动态定位误差通常无法直接测量,需要通过相关的数学模型、有限元分析等手段进行估算。
定位误差的计算需要考虑多个因素,包括夹具结构、夹持力、工件材料和切削力等。
通常,夹具结构越刚性,定位误差越小,夹持力越大,定位误差越小,工件材料越刚性,定位误差越小,切削力越小,定位误差越小。
定位误差的计算可以通过手动计算或使用计算机辅助工程软件进行。
手动计算需要根据夹具的具体结构和工件的具体要求,使用力学和材料力学的原理进行计算。
计算机辅助工程软件可以通过输入夹具和工件的几何参数和材料参数,自动计算定位误差。
定位误差的计算结果应该与工件的要求进行比较,以判断是否满足工件的加工精度和质量要求。
如果定位误差过大,可以通过改进夹具结构、增加夹持力、选择更合适的工件材料等方式来减小定位误差。
在机床夹具设计中,定位误差的计算是一项关键的任务。
通过仔细考虑各种因素,并使用适当的计算方法,可以有效地减小定位误差,提高工件的加工精度和质量。
科技与创新┃Science and Technology&Innovation ·26·2019年第20期文章编号:2095-6835(2019)20-0026-03五轴联动数控机床NAS试件的孔位置精度超差研究赵小亮,凌宏(上海工商职业技术学院;上海航天壹亘智能科技有限公司,上海201806)摘要:五轴联动机床试件切削是检验机床精度的重要依据之一,通过对试件全方面要素的加工能够全面地反映机床的加工精度能力。
以试件中镗孔位置度超差为例,理论分析各种因素,并针对每种可能的问题提出有效的解决措施,最终进行了实际验证,优化和缩短了机床调试周期,减少材料浪费,高效检测机床出厂精度。
关键词:数控机床;零件加工;加工工艺;零件精度中图分类号:TH161文献标识码:A DOI:10.15913/ki.kjycx.2019.20.010机床的精度主要包括机床的几何精度、定位精度和切削精度3个方面。
其中,更能综合、真实反映数控机床实际应用时工作精度的指标是数控机床加工典型试件的切削精度。
在零件加工中,影响精度的因素很多。
其中位置尺寸精度难度较高,一般通过机床本身的几何精度加以保证,这样就对机床的几何精度提出高的要求,作为最新研制的五轴联动机床,由于没有之前的数据作为分析依据,在试切零件验证精度的环节中,问题的理论分析尤其重要。
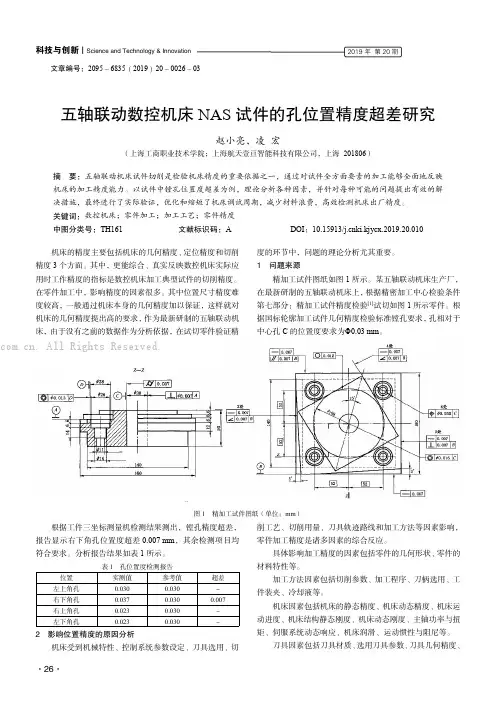
1问题来源精加工试件图纸如图1所示。
某五轴联动机床生产厂,在最新研制的五轴联动机床上,根据精密加工中心检验条件第七部分:精加工试件精度检验[1]试切如图1所示零件。
根据国标轮廓加工试件几何精度检验标准镗孔要求,孔相对于中心孔C的位置度要求为Φ0.03mm。
图1精加工试件图纸(单位:mm)根据工件三坐标测量机检测结果测出,镗孔精度超差,报告显示右下角孔位置度超差0.007mm,其余检测项目均符合要求。
分析报告结果如表1所示。
表1孔位置度检测报告位置实测值参考值超差左上角孔0.0300.030-右下角孔0.0370.0300.007右上角孔0.0230.030-左下角孔0.0230.030-2影响位置精度的原因分析机床受到机械特性、控制系统参数设定、刀具选用、切削工艺、切削用量、刀具轨迹路线和加工方法等因素影响,零件加工精度是诸多因素的综合反应。

机床夹具设计中的定位误差计算探讨机床夹具设计中的定位误差计算是评价夹具定位精度的重要方法之一,对于提高夹具定位精度和确保加工质量具有重要意义。
本文对机床夹具设计中的定位误差计算进行探讨。
机床夹具的定位误差主要包括绝对定位误差和相对定位误差两个方面。
绝对定位误差是指夹具工作部位与参考点之间的误差,而相对定位误差是指夹具工作部位之间的相对位置误差。
绝对定位误差的计算一般可以通过以下两种方法进行:1. 利用精确测量方法:在夹具工作部位与参考点之间进行精确测量,得到实际的定位误差。
这种方法一般适用于小型夹具或者相对简单的夹具,但对于复杂的大型夹具,由于夹具体积较大,无法直接进行测量,因此需要借助其他的计算方法。
2. 利用数值仿真方法:通过计算机建立夹具的数值模型,并进行仿真计算,得到夹具的定位误差。
这种方法可以较为准确地计算夹具的定位误差,但需要提前对夹具进行较为精确的建模和仿真计算。
1. 几何定位分析法:根据夹具的设计图纸和工艺要求,进行几何定位分析,通过几何关系计算夹具工作部位之间的相对定位误差。
2. 动力学分析法:根据夹具设计中涉及的运动学和动力学原理,进行动力学分析,并计算夹具工作部位之间的相对定位误差。
这种方法适用于涉及复杂运动的夹具定位误差计算。
在机床夹具设计中,除了定位误差的计算,还需要对夹具进行优化设计,进一步提高夹具的定位精度。
一般来说,可以从以下几个方面进行夹具设计的优化:1. 结构优化:通过优化夹具的结构,减少夹具的变形和刚度缺陷,提高夹具的定位精度。
2. 定位系统优化:通过优化夹具的定位系统,如采用更加精确的定位元件和定位装置,提高夹具的定位精度。
4. 装夹力优化:通过优化夹具的装夹力,减少在加工过程中由于装夹力引起的夹具定位误差。
夹具定位误差的分析与计算作者:罗建元等来源:《中小企业管理与科技·下旬刊》2014年第02期摘要:随着我国经济和科技实力的不断增长,机电技术在推动煤矿走向现代化企业进程中起到了无可替代的重要作用,同时对机电设备的维护加工技术也提出了更高的要求。
关键词:基准不重合误差基准位移误差钳工加工中夹具定位误差可分为“基准不重合误差”和“基准位移误差”两个典型类型,下面结合实例分别进行分析这两种误差的产生和计算方法:1 基准不重合误差和基准位移误差的产生以图a为例,工件上小孔以工件下母线B作为设计基准,加工中小孔位置尺寸要保证的尺寸为A。
图a1为以平面定位钻孔,此时以下母线定位对刀,须按设计要求对钻头中心线进行调整,在此情况下定位基准基本达到设计要求。
此时须根据尺寸A作调整。
同一批工件不会出现位置方面的误差,因为其尺寸A基本不变。
图a2为工件放在心轴上定位,假定在理想状态下孔和轴中心线重合,工件根据孔与轴中心线确定定位基准,定位基准不与设计基准重合,须根据尺寸A,对刀具进行调整,工件同样按尺寸A,进行加工制作,而设计要求的尺寸A是间接获得的,工件直径的误差对尺寸的大小影响较大,这个误差是由设计基准与加工定位基准不重合造成的,称为基准不重合误差,本文用符号△jb表示。
图a3为工件放在心轴上定位时的实际状态,定位孔与定位心轴在制作过程中都存在误差,为了使工件容易套在心轴上,加工时二者之间须预留一定的间隙,间隙的存在使得工件孔中心线无法和心轴轴心线完全重合,参考心轴轴心线调整的刀具位置,便产生一个由于工件定位基准相对于夹具定位基准发生位移所造成的误差,称为基准位移误差,本文用符号△jw表示。
综上所述,工件在夹具中定位时定位误差可用下式表示:△dw=△jb+△jw式中△dw——定位误差;△jb——基准不重合误差;△jw——基准位移误差。
2 常用定位方式定位误差的分析与计算下面以常见的工件外圆在V型块上定位方式为例,分析定位误差的计算方法:V型块是一种对中心定位元件,它使工件的中心始终位于V型块的对称中心线上,它的定位基准是理论中心,而非它与工件的两个接触面,由于待加工的小孔设计基准不同,可分为三种情况:2.1 以外圆中心为设计基准。
机床夹具设计中的定位误差计算探讨
机床夹具设计中的定位误差计算是一个非常重要的问题,其正确的计算方法可以保证机床夹具的定位精度,并且可以提高生产效率和产品质量。
本文将探讨机床夹具设计中的定位误差计算方法。
首先,需要明确的是,机床夹具的定位误差是指实际定位点和理论定位点之间的距离差。
它是由多个因素造成的,如夹具本身的精度、工件形状的偏差、夹紧力的大小等。
在机床夹具设计中,定位误差可以通过以下四个步骤进行计算:
第一步是夹具的设计。
在机床夹具设计中,夹具的定位面应该与工件的轮廓一致,并且要考虑工件的形状、大小和重量等因素。
同时,还要注意夹具的材料选择,以使其具有足够的强度和刚性。
第二步是夹具的加工制造。
机床夹具的加工制造过程需要严格控制夹具的精度和表面质量,以降低定位误差的大小。
加工过程中还需要使用高精度的测量工具对夹具的尺寸进行检测,以确保其符合设计要求。
第三步是工件的夹紧。
在机床夹具夹紧工件之前,需要对工件的表面进行清洁,并且要使用合适的夹紧力。
夹紧力过大或者过小都会导致定位误差的增加。
第四步是测量和调整。
在夹具夹紧工件之后,需要进行精确的测量和调整,以确保工件的定位精度满足要求。
如果存在定位误差,可以通过重新调整夹具、重新夹紧工件或者调整加工程序等方式进行纠正。
总之,机床夹具设计中的定位误差计算是一个较为复杂的过程,需要综合考虑多个因素。
通过严格的设计、制造、夹紧和调整操作,可以控制定位误差的大小,并提高机床夹具的定位精度和生产效率。
3.2.3 定位误差的分析与计算在成批大量生产中,广泛使用专用夹具对工件进行装夹加工。
加工工艺规程设计的工序图则是设计专用夹具的主要依据。
由于在夹具设计、制造、使用中都不可能做到完美精确,故当使用夹具装夹加工一批工件时,不可避免地会使工序的加工精度参数产生误差,定位误差就是这项误差中的一部分。
判断夹具的定位方案是否合理可行,夹具设计质量是否满足工序的加工要求,是计算定位误差的目的所在。
1.用夹具装夹加工时的工艺基准用夹具装夹加工时涉及的基准可分为设计基准和工艺基准两大类。
设计基准是指在设计图上确定几何要素的位置所依据的基准;工艺基准是指在工艺过程中所采用的基准。
与夹具定位误差计算有关的工艺基准有以下三种:(1)工序基准 在工序图上用来确定加工表面的位置所依据的基准。
工序基准可简单地理解为工序图上的设计基准。
分析计算定位误差时所提到的设计基准,是指零件图上的设计基准或工序图上的工序基准。
(2)定位基准 在加工过程中使工件占据正确加工位置所依据的基准,即为工件与夹具定位元件定位工作面接触或配合的表面。
为提高工件的加工精度,应尽量选设计基准作定位基准。
(3)对刀基准(即调刀基准) 由夹具定位元件的定位工作面体现的,用于调整加工刀具位置所依据的基准。
必须指出,对刀基准与上述两工艺基准的本质是不同,它不是工件上的要素,它是夹具定位元件的定位工作面体现出来的要素(平面、轴线、对称平面等)。
如果夹具定位元件是支承板,对刀基准就是该支承板的支承工作面。
在图3.3中,刀具的高度尺寸由对导块2的工作面来调整,而对刀块2工作面的位置尺寸7.85±0.02是相对夹具体4的上工作面(相当支承板支承工作面)来确定的。
夹具体4的上工作面是对刀基准,它确定了刀具在高度方向的位置,使刀具加工出来的槽底位置符合设计的要求。
图3.3中,槽子两侧面对称度的设计基准是工件上大孔的轴线,对刀基准则为夹具上定位圆柱销的轴线。
再如图 3.21所示,轴套件以内孔定位,在其上加工一直径为φd 的孔,要求保证φd 轴线到左端面的尺寸L 1及孔中心线对内孔轴线的对称度要求。
机床夹具设计中的定位误差计算探讨机床夹具是机床加工的重要设备,而夹具定位是保证工件加工精度的关键。
夹具设计中的定位误差计算是为了预测夹具设计的定位精度,从而指导夹具设计的改进和优化。
夹具定位误差是指夹具在使用过程中因各种因素而产生的偏移误差。
夹具定位误差的来源主要有三个方面:工件尺寸误差、夹具结构误差和夹具刚度误差。
工件尺寸误差是由于工件尺寸与设计尺寸之间存在差异而导致的。
工件的尺寸误差主要是由工艺过程中的加工误差和测量误差引起的。
夹具的设计应该考虑到工件尺寸误差对定位误差的影响,并合理选择夹具工作台面的支撑方式和定位方式。
夹具结构误差是由于夹具结构的不精确性而导致的。
夹具结构误差主要包括材料误差、加工误差和装配误差。
材料误差是指夹具材料的弹性变形和热胀冷缩引起的。
加工误差是指夹具加工过程中的机械变形和表面粗糙度引起的。
装配误差是指夹具的各个部件之间的松动和不对称引起的。
夹具的设计应该尽量减小结构误差,选择合适的工艺和装配方式,加强质量控制。
夹具刚度误差是由于夹具结构的刚度不足而导致的。
夹具刚度误差主要是由于夹具结构在使用过程中的变形引起的。
夹具的刚度越大,夹持力越大,定位精度就越高。
夹具的设计应该合理选择夹具结构和夹具材料,增加夹具的刚度。
夹具定位误差的计算方法主要有两种:仿真计算和实验测试。
仿真计算是通过计算机仿真软件对夹具结构进行建模,并进行力学分析和位移分析,从而预测夹具的定位误差。
仿真计算在夹具设计中的应用越来越广泛,可以帮助夹具设计人员快速准确地评估夹具设计的优劣。
实验测试是通过实际制作夹具,并进行定位精度测试,从而得到夹具的定位误差。
实验测试可以直接反映夹具的定位精度,但需要消耗大量的时间和资源。
夹具定位误差的计算不仅可以评估夹具设计的优劣,还可以为夹具的改进和优化提供指导。
夹具设计人员可以根据定位误差的计算结果,优化夹具的结构和材料,提高夹具的刚度和精度。
夹具使用人员可以根据定位误差的计算结果,选择合理的夹具使用方式和夹持力大小,提高工件的加工精度。
机床夹具定位误差计算分析摘要:本文分析了计算定位误差过程中,容易出现错误的几个问题,并提出其解决的计算方法。
通过分析机床夹具定位基准的移动方向与工序基准同定位基准间的距离尺寸无关或有关的两种情况,探讨确定机床夹具中的定位误差计算式中加、减符号的方法,得出简化工件在机床夹具中的定位误差的计算方法。
关键词:机床夹具;定位误差;基准不重合误差;定位基准位移误差一、引言在设计机床夹具时,需要确定工件在夹具中的定位误差。
定位误差是指一批工件的工序基准在加工工序尺寸方向上的最大变动范围。
其大小是判断夹具定位方案合理与否的重要依据。
众所周知,造成定位误差的原因有两个方面:一是定位基准与工序基准不重合引起的基准不重合误差;二是定位基准与限位基准不重合引起的基准位移误差。
所以,工件在夹具中的定位误差的计算公式为:式中:为工序基准的变动方向与工序尺寸方向的夹角;为定位基准移动方向与工序尺寸方向的夹角。
由上式计算定位误差,其实就是正确算出和,最后得出两者在加工尺寸方向上的矢量和。
但在计算过程中,容易犯以下错误。
二、计算时容易出现的错误计算是把影响基准不重合误差的所有尺寸在工序尺寸方向上合成。
其计算公式为:公式中为定位基准与工序基准间的尺寸链组成环的公差(mm);为的方向与加工尺寸方向间的夹角()计算中,容易把影响的尺寸忽略掉,却把对没有影响的尺寸错误认为会影响尺寸。
例如定位方案在阶梯轴上铣槽,V形块的V型角,计算加工尺寸 mm的定位误差。
判断分析:加工尺寸 mm的工序基准是大圆柱的下母线,定位基准是小圆柱的轴线,工序基准和定位基准不重合,所以,得:;计算中,有许多尺寸公差,影响的尺寸只有:同轴度公差0.02和大圆直。
判断中,很容易将同轴度公差0.02忽略掉,却错将加工尺寸 mm的公差和小圆柱直径列为影响的尺寸。
出现这种错误是由于对的概念不清。
使用夹具时,造成工件加工误差的因素包括4个方面:与工件在夹具中定位有关的误差,以表示;与夹具在机床上安装有关的误差,以表示;与导向或对刀(调整)有关的误差,以表示:与加工方法有关的误差,以表示。