H型钢X_H轧制法三维弹塑性仿真分析
- 格式:pdf
- 大小:441.54 KB
- 文档页数:4
H型钢X2H轧制法三维弹塑性仿真分析孙会朝 马光亭 刘洪银 郑 艳(技术研发中心)
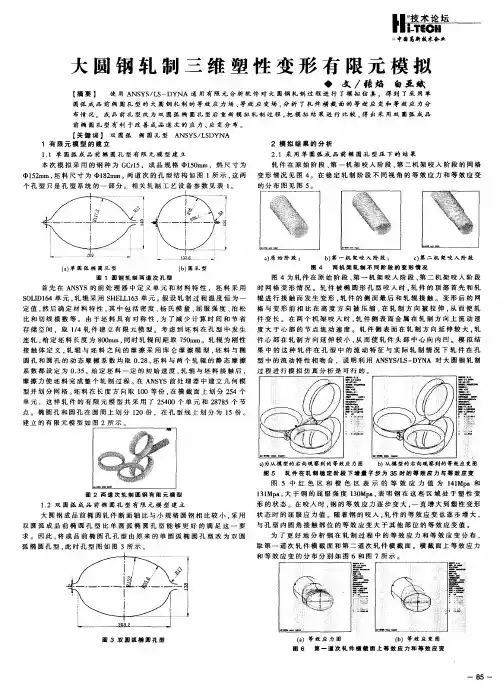
摘 要:在莱钢大型H型钢生产线的基础上,利用三维有限元方法,计算模拟了H型钢X-H轧制的全过程,得出了轧件各道次的变形情况,为将来的H型钢控制轧制、组织与性能的演变与预测、新产品开发与工艺设计等提供仿真基础。关键词:H型钢 有限元 仿真分析3DElastic2plasticFiniteElementAnalysisforX2HRollinginH2beamSunHuizhao MaGuangting LiuHongyin ZhengYan(TheTechnicalR&DCenter)Abstract:Thisarticle,onthefoundationofLaiganglarge2scaleH2beamproductionline,withthe3Dfiniteelementsimulation,hascomputedtheentireX2HrollingprocessforH2beam,obtainedthedistortionofrolledpiecesforeachprocess,andtheresultscouldbeusedasasimulationfoundationfortheThermo2mechanicalControlProcess,thepredictionofMicrostructure,andnewproductdevelopmentandtechnologicaldesign1Keywords:H2beam;FEM;simulationanalysis
1 前言近几年随着我国H型钢需求量的增加,国内H型钢产量也在不断增加,特别是莱钢大H型钢生产线的投产,使国内H型钢的品种规格进一步完善。同时,对H型钢轧制的理论研究也在不断深化。采用有限元方法对H型钢的轧制过程开展的研究较多。其中,刘相华[1]用刚塑性有限元求解了万能孔型中带张力轧制H型钢;木内学[2]利用刚塑性有限元与工程法相结合的复合单元模拟了H型钢轧制过程;刘才[3]等用弹塑性有限元法对H型钢轧制过程金属流动规律和变形规律进行了模拟;奚铁[4],曹杰[5]等借助有限元分析软件Super2Form对H型钢开坯轧制及万能轧制过程进行了模拟;徐旭东[6,7]等利用有限元分析方法对H型钢轧制及轧后冷却过程,进行二维温度场的模拟,同时采用显式动力学有限元分析的方法,模拟了不同变形参数下H型钢的万能轧制过程。H型钢的断面比较复杂,轧制过程中,轧件内的力场对产品的作者简介:孙会朝(1979-),男,2005年毕业于东北大学机电一体化专业。现为莱钢技术研发中心工艺研究所工程师,主要从事模拟仿真工作。性能起决定性作用,力场直接决定成型过程,同时力的作用下产生的变形功又会迅速引起温度的变化。本文在莱钢大型H型钢生产线的基础上,利用三维有限元方法,计算模拟了H型钢X2H轧制的全过程,得出了轧件各道次的变形情况,为将来的H型钢控制轧制、组织与性能的演变与预测、新产品开发与工艺设计等提供仿真基础。
2 X2H轧制工艺流程机组机架布置为:UR-E-UF,UR为万能粗轧机、E为轧边机、UF为万能终轧机,三机架呈连轧布置,每个串列轧机由左右两片牌坊组成,分别为DS和OS侧牌坊,左右两片牌坊由4个紧杆拉紧。轧件在万能连轧机组往返轧制5~9道次。
3 精轧数值分析流程对精轧过程进行数值模拟过程如图1所示。在进行完一道次模拟后,通过对几何模型的更新,体现了轧制的连续性;通过修改材料模型,体现材料性能的对应力应变的影响;通过修改载荷和边界条件,更真实地反映了精轧过程。
24
莱钢科技 第6期(总第132期)图1 精轧过程模拟流程图4 仿真模型、边界条件与加载此生产工艺由两部分设备轧制完成,其中包括BD轧机完成开坯轧制和采用X2H轧制法的TM可逆连轧机组生产出不同规格的产品,其中BD为双辊孔型开坯,TM机组由UR2E2UF三架轧机组成,
UR为万能粗轧,E为双辊轧边,UF为万能终轧。本文只研究X2H轧制。411 来料、孔型及轧制规程HN900×300产品采用近终形连铸异型坯,采用孔型往复多道次开坯后,通过X2H轧制法,可逆连轧完成H型钢的轧制。由于本文只研究X2H
轧制,所用坯料为BD开坯后的网格。来料的断面尺寸形状如图2所示,钢种为Q235B。X2H轧制阶段的孔型见图3。
图2 异型坯断面尺寸图3 TM机组孔型TM(精轧)轧制阶段部分轧制道次的轧制规
程见表1(因轧制道次较多,轧制程序表较大,在此仅列出1、4、5、7道次)。表1 BD轧机轧制规程表道次1457孔型号ureufufeurureufureuf辊缝(mm)4011511137152316341621172011311118171517261715转速(RPM)401287216843182441157913949174461428315251119521193185518轧制时间(s)717131516101919间隙时间(s)515515515412 仿真模型的简化及边界条件根据H型钢轧制的特点进行简化:对轧辊、轧件进行1/4模型对称简化,轧辊采用刚性辊。本文针对Q235B钢进行研究,采用三维有限元仿真分析,考虑到计算成本,采用缩减积分法进行计算,针对轧件而言采用双线性材料模型相关的材料模型及参数,轧件初始长度取3000mm,采用8节点6面体单元进行离散。根据轧制规程表建立仿真模型如图4所示,由于采用的是1/4模型对称简化,所以在轧件对称部位增加对称约束,轧件以略低于轧辊线速度的初速度咬入轧辊,在摩擦力的作用下被轧辊轧出,在此采用库仑摩擦,摩擦系数为0135。整个轧制模型单元数为:67040,节点数为:104362。图4 计算模型简图5 全轧程过程分段处理针对多道次往复轧制,通过一次性仿真分析实现较难,并且轧制时间较长,若一次性完成整个轧制过程,求解时间亦无法忍受。在此,作者根据轧制规程表,将整个轧制过程分成多个计算模块。计算模块见表2。在整个计算过程中,每一个计算模块的求解结果作为下一个求解模块的初始条件。在仿真过程中未考虑各道次变形后的残余应力。表2 TM轧制过程计算模块连轧次数UC1UC2UC3UC4UC5UC6UC7 (注:表5中的UC表示UR-E-UF连轧过程,数字表示连轧道次数)在各计算模块的求解时间的设定方法为:各道
34
莱钢科技 2007年12月次轧制过程仿真分析设定的物理时间需满足从轧件咬入至完全抛出。6 TM仿真计算结果提取TM轧机来料和终轧端面形状叠加后如图5所示。可以看出:TM机组轧制过程中,翼缘的减薄量较腹板大。这主要是因为:在X2H轧制法中,BD开坯过程采用的是孔型轧制,主要负责腹板的压下和起到扩腰的作用,翼缘在厚度上只有增厚的趋势,在进入TM机组轧制时,有时厚度较异形坯大。图5 截面形状对比图6是提取连轧第3道次轧后稳定阶段截面的金属断面位移矢量图。可以看出:在万能轧制的过程中,H型钢翼缘部位金属在宽展被轧边机控制的同时,出现由外恻向内恻流动的“内翻”现象。笔者在计算多道次的过程中,均发现同类现象的存在,证明:H型钢轧制过程中,翼缘部位金属所存在的“内翻”现象是万能轧制的普遍规律。图6 断面金属流动矢量各道次轧件变形形状计算结果如图7所示(由于轧件较长,所以仅截取具有代表性的头部)。通过图7可以看出:由于BD开坯过程中,腹板部位舌头现象的出现,导致在TM轧制过程中,腹板部位“舌头”现象更加明显,随着道次数的增加,“舌头”变长,并且逐渐由“钝”变“锐”,最终长度可达700mm左右。图7 轧件端部舌头由于计算模块较多,在此分别提取TM轧制阶段UC1、UC5两个计算模块轧后有效应变的的映射仿真结果以云图显示,见图8。可以看出,X2H法中TM机组轧制过程中,腹板的减薄量比翼缘的减薄量要小,翼缘的减薄主要集中在UR-E-UF阶段;
同时,腰腿连接部位的金属变形最为剧烈,特别是R
角表面最大。
图8 有效塑性应变仿真结果由于计算结果较多,作者提取连轧第一道次轧制力曲线,如图9所示。可以看出,在万能轧机UR、UF两个机架轧制的过程中,水平辊轧制力和立辊轧制力曲线形态有所不同,其中:水平辊的轧制力曲线出现咬入、抛出的冲击载荷。
图9 轧制力曲线7 结论(1)在该规格H型钢轧制过程中,翼缘的减薄
主要集中在UR2E2UF阶段,同时腹板部位出现“舌头”现象。(2)在万能可逆连轧阶段,翼缘部位金属,出现
由外恻向内恻流动的“内翻”现象。(下转第48页)
44
孙会朝,等:H型钢X2H轧制法三维弹塑性仿真分析 第6期(总第132期)量避免微生物适宜生存条件,例如藻类的生存和繁殖,要有阳光才能进行光合作用,如果避免阳光照射,就可以控制藻类的滋生。因此,冷却塔应尽量避光就可以控制藻类的滋生。随时监测循环水中的含磷情况(含磷量超标时,排污减少循环水含磷量)避免使用富磷化的原水作为循环水的补充水,就可以切断营养源控制水域黑菌、藻类的滋生。表3 微生物生长需要的条件必要条件和种类菌类藻类光不需要需要pH值弱碱性弱酸性温度℃25~4015~30营养成分C、H、NCO2微量元素需要需要(磷等)O2O2或无机物,如SO4、NO3O2H2O水或水蒸汽水或水蒸汽 (2)减少微生物的来源,采用防尘、防污染、除垢,以及过滤系统除掉循环水中藻类等悬浮物质,有效控制微生物的滋生,减少循环水生成生物粘泥的几率。(3)采用曝气处理,除去游离CO2,提高pH值,添加石灰等碱性物质,以中和二氧化碳,除去铁细菌赖以生存的铁,控制铁细菌的滋生和繁殖。(4)投放高效低毒的杀菌剂液氯或次氯酸钠,使微生物丧失附着在管壁上的能力,此外间断的使用非氧化型杀菌剂氯酚或穿透性强的季胺盐类杀菌剂,以防止微生物对常用杀菌剂产生抵抗力,增强系统的杀菌效果。(5)加强循环水系统设备的科学管理,保持
设备表面与环境的洁净状态,也是控制微生物滋生的重要措施。
7 生物粘泥的一般清除方法711 化学方法采用马来酸聚合物、丙烯酸系共聚物、过氧化氢、次氯酸钠等的溶液为清洗、剥离剂,清除微生物粘泥。712 物理方法采用高压水射流喷洗。型钢热电、老区热电凝汽器产生生物粘泥堵塞后,采用高压水射流喷洗,
效果非常良好。713 表面活性剂清洗法使用阳离子表面活性剂于循环清洗系统中,进行灭菌处理;使用表面活性剂溶液循环,有利于增加微生物粘泥的湿润性,改善粘泥的清洗剥离效果。
8 结语总之,循环水中微生物的控制要综合考虑,多措并举,运行过程中做好各方面的及时监督工作,
根据实际情况采取相应措施,降低循环水的富营养化,及时做好排污工作,为避免细菌和藻类产生抗药性而不定期的更换杀菌剂,彻底杜绝循环水设备生物粘泥的产生。特邀编辑:范书昌