热轧虚拟带钢仿真技术研究
- 格式:pdf
- 大小:269.37 KB
- 文档页数:4
r o u g h m i l l . T h e s i m u l a t i o n s y s t e m w a s t e s t e d b y t h e a c t u a l p r o d u c t i o n a n d c o o l i n g s y s t e m o n B a o s t e e l 2 0 5 0
3 系统仿真的实现
本仿真系统在M A T L A B / S I MU L I N K环境下建立, 模型逐块完成测试后通过 R T l a b 编译成 C代码, 并下载到Q N X平台上运行。 R T L A B是加拿大O P A L - R T 公司的仿真平台软件, 是一种基于 Ma t l a b 软硬 件技术的大型实时仿真系统软件。该软件提供基于 M A T L A B软件的大型实时分布仿真的软硬件集成解
y s t e m w e r e e s t a b l i s h e d b a s e d o n t h e a n a l y s i s o f t h e s r t i p ' s d e f o m a t i o n Ab s t r a c t : T h e s i mu l a t i o n mo d e l a n ds
L=
( 6 )
J R ・ ( 人 , 一 h 2 )
式中:b 1 、b : 分 别 为轧制前后的 轧件宽 度, m m ; h 1 、h : 分 别为 轧制前 后的 轧件厚 度, m m ; R , R 。 分 别为 水平辊和 立 辊 半径, m m ; d 。 为 立 辊压下 量, m m ; r 为 厚 度 相 对 压下 率; b 。 为 立辊轧 后的 钢板宽度,
( A u t o m a t i o n I n s t i t u t e , B a o s t e e l C o . L t d . T e c h n o l o g y C e n t e r , S h a n g h a i 2 0 1 9 0 0 , C h i n a )
i b 一 , ( e x v ( 1 . 4 8 x l n ( } L ) x e x p F 1 . 7 6 6 ) < ( A / h , ) 0 6 4 3 ( h l / R ) 0 . 3 7 、 一 ‘ 0 4 ) 一 1 ) ]
A-
( 5)
A b i = b d e ( h 1 l h 2 ) 0 a = e x p [ 一 1 . 7 4 1 x m 0 . 2 7 6 x ( b e / L ) 0 . 0 1 6 - M x ( h 0 / R ) m - 0 . 0 1 5 ]
「 . 1.. 二. J 气 eses,粗.J
。 d , 二 于 旦 迫 三 上 鱼 业 . ` 。 一 . , ( 一 , ) . 胡十 f a ( , 8 ) - 怎 2 L
竺2竺2
十
( 3)
M z i L = n a , ( i + 1 ) 2 + a l ( i ) . ( ( n
度和轧制压力。
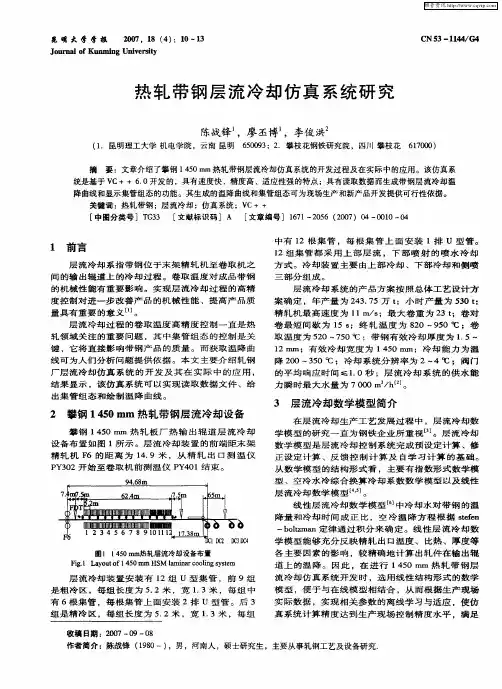
图 1 粗轧过程控制纵向仿真系统层次概念图
S i m u l a t i o n s y s t e m s k e t c h o f r o u g h F i g1
r o u mg p r o c e s s
( 1 ) 轧制力的计算模型
如果已 知接触区中 主 应 力 分布0 0 ) , 则轧制力计 算公式为[ [ 2 1
d a t a , a n d p e r f e c t a c c u r a c y w sp a r o v e d . i mu l a t i o n K e y w o r d s : h o t r o l l i n g ; v i r t u a l s t r i p ;s
发展以及军用和民用领域对仿真技术的迫切需求, 仿真技术也得到了飞速的发展。 开发热轧仿真系统, 可以大大降低热轧过程控制研究的实验成本, 将热轧现场实验风险降到最低
同时可构造热连轧过程控制的专有技术。
粗轧是热轧生产过程中一道重要的生产工序, 对其进行系统仿真在国内外尚处于空白。 提出了热轧 虚拟带钢的仿真框架, 通过对粗轧带钢形变及温度场的分析研究, 建立了相应的仿真模型, 并利用实际
第 巧届中国 过程控制会议专辑
热 轧 虚 拟 带 钢 仿 真 技 术 研 究
吴建峰, 张健民
( 宝山钢铁股份有限公司技术中心 自动化所,上海 2 0 1 9 0 0 ) / 一
摘 要: 针对宝 钢2 0 5 0热轧粗轧带 钢的 形变 和冷却特点, 开发了 虚拟带 钢仿真用模型, 并建
立了相应的仿真系统。采用实际现场生产数据对仿真系统进行验证, 结果证明仿真系统具有较
数据进行了仿真研究, 结果证明仿真系统具有较高的精度。
1 粗轧过程控制仿真系统组成 粗轧过程控制仿真系统的框架如图 1 所示。 系统主体结构采用分布交互仿真结构, 通过计算机联网 技术将分散在不同位置的仿真系统及其他设备连成一体, 形成一个在时间及空间上互相联系藕合的虚拟
作者简介: 吴建峰 ( 1 9 6 9 - ) 男, 高 级工程师, 硕士. E - m i a l : j f w u @ b a o s t e e l . c o m
F W ・ ” ・ f a ( / 6 ) . r b - d Q
( 1 )
实际计算采用有限微分单元法, 即对应有限微分单元各点主应力是已知的, 通过对前后滑区主应力 求和可以得到总轧制压力:
斥= 饥, + f w 2 ) ・ B - d : 十 功十 T f 0
( 2)
式中: F W为总轧制力, N ; f . 1 为 前滑区 主 应力 之和, M p a ; f w 2 为 后滑区主 应力之和, M p a ; T j l 为出口 弹 性区 轧 制力 之和, N ; 肠为 入口 弹 性区 轧 制力 之和, N ; B 为 带钢宽 度, m m ; d x 为 微 分单元 宽 度, m m ;
r b 为轧辊的压扁半径, m m o ( 2 ) 轧制力矩计算模型 轧制力矩是垂直方向上轧制力与力臂的乘积。 由于前滑区 摩擦力和后滑区摩擦力方向相反, 因此由
摩擦力产生的力矩可以忽略 不计。 则轧制力矩由 下面两 个部分组成: 由 正应力4 ) 产生的 轧制力矩和由
带钢张力产生的张力矩 。 采用有限微分单元法时, 用求和形式近似代替积分形式的公式为:
A H= 7 6 0 . 7 3 x h ' 2 . 2 1 1 x ho A . a 7 1 1 x A T ' . 5 8 4 ( 4 ) 式中:O H为头部翘曲高度, m m; h 为板厚, m m; O h 为厚度压下量, m m; A T 为上下温差, ℃。
0 引 言
仿真 ( s i m u l a t i o n ) 是以相似原理、 控制理论、 计算机技术、 信息技术及与其应用领域相关的 专业技 术为基础, 以计算机和各种物理设备为工具, 利用数学模型对实际或假想系统进行试验研究的一种综合
技术川 。
典型的系统仿真过程包括系统模型建立、 仿真模型建立、 仿真 仿真本质上是一种知识处理的过程 程序设计、 仿真试验和数据分析处理等 它涉及多学科多领域的知识与经验。随着现代信息技术的高速
b = e x p [ - 2 . 6 6 7 x ( d e / b 1 ) 0 . 0 6 3 x ( h 1 / R e ) 0 . 4 4 1 x ( R e l b 1 ) 0 . 9 8 9 ( b 1 / b e ) 7 . 5 9 1 ]
b e l h
决方案。 其系 统 采 用H o s t 和T a r g e t 两 级 结构, 并可支持多 达6 4 个P C 机 并行运行。 H o s t 基于M a t l a b 中
S i m u l i n k 进行仿真系统设计, 并进行仿真系统分解、 仿真步长管理、 C 代码生成编译和代码的下载, T a r g e t 采用Q N X实时操作系 统, T a r g e t 间采用F i r e W a r e 1 3 9 4 连接, 其通讯系 统自 动完成。 采用该方案的优 点 是仿真系统可以达到实时分布仿真,同时又可以利用 M A T L A B仿真软件的 强大功能。
热轧 线。 仿真系 统的 核心 子系 统 包括: 仿
真管理系统、 过程机设定系统、 B A控制 系统、 轧机设备系统及虚拟带钢系统。 其 他系统包括模型、 算法库、 数据中 心及其 他辅助系统。 仿真系统中虚拟带钢系统是 其中基础环节,也是本文研究的重点。
2 虚拟带系统相关模型 2 . 1 形变系统数学模型
2 . 2 宽展模型
自 然 宽展 模型由 埃尔 一 凯利和 斯帕 林[ 3 1 的 公式变 换得到( 式5 ) , 狗 骨宽 展采 用芝 原隆的 公式[ 3 1 ( 式6 ) }
考虑了影响宽展的各种主要因素,利用实测数据,使用 S A S软件对现场数据进行曲线拟合,重新确定 了各参数值,建立了2 0 5 0 粗轧区自由宽展计算模型和狗骨宽展的计算模型。
m m; L为接触弧长度,m m o 2 . 3 温度模型
目 前应 用于 生 产 线上的 温 度模型以 解析 法为主, 这 种 方法 在 计 算中 对 实际 情况做了 很 大简 化[ [ 4 , 5 ] , 预
报的温度误差很大。本文采用二维差分方法, 根据现场轧制条件考虑空冷、 水冷、轧辊接触换热、 轧制
高的精度。
关键词:热轧;虚拟带钢;仿真
中图分类号:T H 1 3 7 文献标识码: A
S i mu l a t i o n r e s e a r c h o f t h e v i r t u a l s t r i p o n h o t mi l l
WU J i a n f e n g Z H A N G J i a n m i n g
3 系统仿真的实现
本仿真系统在M A T L A B / S I MU L I N K环境下建立, 模型逐块完成测试后通过 R T l a b 编译成 C代码, 并下载到Q N X平台上运行。 R T L A B是加拿大O P A L - R T 公司的仿真平台软件, 是一种基于 Ma t l a b 软硬 件技术的大型实时仿真系统软件。该软件提供基于 M A T L A B软件的大型实时分布仿真的软硬件集成解
y s t e m w e r e e s t a b l i s h e d b a s e d o n t h e a n a l y s i s o f t h e s r t i p ' s d e f o m a t i o n Ab s t r a c t : T h e s i mu l a t i o n mo d e l a n ds
L=
( 6 )
J R ・ ( 人 , 一 h 2 )
式中:b 1 、b : 分 别 为轧制前后的 轧件宽 度, m m ; h 1 、h : 分 别为 轧制前 后的 轧件厚 度, m m ; R , R 。 分 别为 水平辊和 立 辊 半径, m m ; d 。 为 立 辊压下 量, m m ; r 为 厚 度 相 对 压下 率; b 。 为 立辊轧 后的 钢板宽度,
( A u t o m a t i o n I n s t i t u t e , B a o s t e e l C o . L t d . T e c h n o l o g y C e n t e r , S h a n g h a i 2 0 1 9 0 0 , C h i n a )
i b 一 , ( e x v ( 1 . 4 8 x l n ( } L ) x e x p F 1 . 7 6 6 ) < ( A / h , ) 0 6 4 3 ( h l / R ) 0 . 3 7 、 一 ‘ 0 4 ) 一 1 ) ]
A-
( 5)
A b i = b d e ( h 1 l h 2 ) 0 a = e x p [ 一 1 . 7 4 1 x m 0 . 2 7 6 x ( b e / L ) 0 . 0 1 6 - M x ( h 0 / R ) m - 0 . 0 1 5 ]
「 . 1.. 二. J 气 eses,粗.J
。 d , 二 于 旦 迫 三 上 鱼 业 . ` 。 一 . , ( 一 , ) . 胡十 f a ( , 8 ) - 怎 2 L
竺2竺2
十
( 3)
M z i L = n a , ( i + 1 ) 2 + a l ( i ) . ( ( n
度和轧制压力。
图 1 粗轧过程控制纵向仿真系统层次概念图
S i m u l a t i o n s y s t e m s k e t c h o f r o u g h F i g1
r o u mg p r o c e s s
( 1 ) 轧制力的计算模型
如果已 知接触区中 主 应 力 分布0 0 ) , 则轧制力计 算公式为[ [ 2 1
d a t a , a n d p e r f e c t a c c u r a c y w sp a r o v e d . i mu l a t i o n K e y w o r d s : h o t r o l l i n g ; v i r t u a l s t r i p ;s
发展以及军用和民用领域对仿真技术的迫切需求, 仿真技术也得到了飞速的发展。 开发热轧仿真系统, 可以大大降低热轧过程控制研究的实验成本, 将热轧现场实验风险降到最低
同时可构造热连轧过程控制的专有技术。
粗轧是热轧生产过程中一道重要的生产工序, 对其进行系统仿真在国内外尚处于空白。 提出了热轧 虚拟带钢的仿真框架, 通过对粗轧带钢形变及温度场的分析研究, 建立了相应的仿真模型, 并利用实际
第 巧届中国 过程控制会议专辑
热 轧 虚 拟 带 钢 仿 真 技 术 研 究
吴建峰, 张健民
( 宝山钢铁股份有限公司技术中心 自动化所,上海 2 0 1 9 0 0 ) / 一
摘 要: 针对宝 钢2 0 5 0热轧粗轧带 钢的 形变 和冷却特点, 开发了 虚拟带 钢仿真用模型, 并建
立了相应的仿真系统。采用实际现场生产数据对仿真系统进行验证, 结果证明仿真系统具有较
数据进行了仿真研究, 结果证明仿真系统具有较高的精度。
1 粗轧过程控制仿真系统组成 粗轧过程控制仿真系统的框架如图 1 所示。 系统主体结构采用分布交互仿真结构, 通过计算机联网 技术将分散在不同位置的仿真系统及其他设备连成一体, 形成一个在时间及空间上互相联系藕合的虚拟
作者简介: 吴建峰 ( 1 9 6 9 - ) 男, 高 级工程师, 硕士. E - m i a l : j f w u @ b a o s t e e l . c o m
F W ・ ” ・ f a ( / 6 ) . r b - d Q
( 1 )
实际计算采用有限微分单元法, 即对应有限微分单元各点主应力是已知的, 通过对前后滑区主应力 求和可以得到总轧制压力:
斥= 饥, + f w 2 ) ・ B - d : 十 功十 T f 0
( 2)
式中: F W为总轧制力, N ; f . 1 为 前滑区 主 应力 之和, M p a ; f w 2 为 后滑区主 应力之和, M p a ; T j l 为出口 弹 性区 轧 制力 之和, N ; 肠为 入口 弹 性区 轧 制力 之和, N ; B 为 带钢宽 度, m m ; d x 为 微 分单元 宽 度, m m ;
r b 为轧辊的压扁半径, m m o ( 2 ) 轧制力矩计算模型 轧制力矩是垂直方向上轧制力与力臂的乘积。 由于前滑区 摩擦力和后滑区摩擦力方向相反, 因此由
摩擦力产生的力矩可以忽略 不计。 则轧制力矩由 下面两 个部分组成: 由 正应力4 ) 产生的 轧制力矩和由
带钢张力产生的张力矩 。 采用有限微分单元法时, 用求和形式近似代替积分形式的公式为:
A H= 7 6 0 . 7 3 x h ' 2 . 2 1 1 x ho A . a 7 1 1 x A T ' . 5 8 4 ( 4 ) 式中:O H为头部翘曲高度, m m; h 为板厚, m m; O h 为厚度压下量, m m; A T 为上下温差, ℃。
0 引 言
仿真 ( s i m u l a t i o n ) 是以相似原理、 控制理论、 计算机技术、 信息技术及与其应用领域相关的 专业技 术为基础, 以计算机和各种物理设备为工具, 利用数学模型对实际或假想系统进行试验研究的一种综合
技术川 。
典型的系统仿真过程包括系统模型建立、 仿真模型建立、 仿真 仿真本质上是一种知识处理的过程 程序设计、 仿真试验和数据分析处理等 它涉及多学科多领域的知识与经验。随着现代信息技术的高速
b = e x p [ - 2 . 6 6 7 x ( d e / b 1 ) 0 . 0 6 3 x ( h 1 / R e ) 0 . 4 4 1 x ( R e l b 1 ) 0 . 9 8 9 ( b 1 / b e ) 7 . 5 9 1 ]
b e l h
决方案。 其系 统 采 用H o s t 和T a r g e t 两 级 结构, 并可支持多 达6 4 个P C 机 并行运行。 H o s t 基于M a t l a b 中
S i m u l i n k 进行仿真系统设计, 并进行仿真系统分解、 仿真步长管理、 C 代码生成编译和代码的下载, T a r g e t 采用Q N X实时操作系 统, T a r g e t 间采用F i r e W a r e 1 3 9 4 连接, 其通讯系 统自 动完成。 采用该方案的优 点 是仿真系统可以达到实时分布仿真,同时又可以利用 M A T L A B仿真软件的 强大功能。
热轧 线。 仿真系 统的 核心 子系 统 包括: 仿
真管理系统、 过程机设定系统、 B A控制 系统、 轧机设备系统及虚拟带钢系统。 其 他系统包括模型、 算法库、 数据中 心及其 他辅助系统。 仿真系统中虚拟带钢系统是 其中基础环节,也是本文研究的重点。
2 虚拟带系统相关模型 2 . 1 形变系统数学模型
2 . 2 宽展模型
自 然 宽展 模型由 埃尔 一 凯利和 斯帕 林[ 3 1 的 公式变 换得到( 式5 ) , 狗 骨宽 展采 用芝 原隆的 公式[ 3 1 ( 式6 ) }
考虑了影响宽展的各种主要因素,利用实测数据,使用 S A S软件对现场数据进行曲线拟合,重新确定 了各参数值,建立了2 0 5 0 粗轧区自由宽展计算模型和狗骨宽展的计算模型。
m m; L为接触弧长度,m m o 2 . 3 温度模型
目 前应 用于 生 产 线上的 温 度模型以 解析 法为主, 这 种 方法 在 计 算中 对 实际 情况做了 很 大简 化[ [ 4 , 5 ] , 预
报的温度误差很大。本文采用二维差分方法, 根据现场轧制条件考虑空冷、 水冷、轧辊接触换热、 轧制
高的精度。
关键词:热轧;虚拟带钢;仿真
中图分类号:T H 1 3 7 文献标识码: A
S i mu l a t i o n r e s e a r c h o f t h e v i r t u a l s t r i p o n h o t mi l l
WU J i a n f e n g Z H A N G J i a n m i n g