尿素高压热交换器管子-管板焊接
- 格式:pdf
- 大小:28.17 KB
- 文档页数:3
COPY 南京化学工业有限公司化工机械厂标准 通用工艺规程 Q/NH04/J0601.15-1999 第15部分尿素高压热交换器管子管板焊接
南京化学工业有限公司化工机械厂 1999-12-30 批准 2000-01-01 实施 59 1 范围 1.1 本标准规定了尿素高压热交换器管子 管板焊接的要求 1.2 本标准适用于尿素装置中二氧化碳汽提塔高压冷凝器高压洗涤器的管子 管板焊接其他高压换热器管子-管板的焊接也可参照执行 1.3 本标准是对焊接工艺说明书的补充施工中除遵守本标准外还应满足各有关标准的要求当与其它标准发生矛盾时应服从上级标准的要求 2. 引用标准 下列标准所包含的条文通过在本标准中引用而构成为本标准的条文在标准出版时所示版本均为有效所有标准都会被修订使用本标准的各方应探讨使用本标准最新版本的可能性 ZBG93007-88 尿素高压设备耐腐蚀不锈钢管子-管板的焊接工艺评定和焊工技能评定 CWCEC 8-A15S-95 尿素高压设备耐腐蚀不锈钢管子-管板的焊接工艺评定和焊工技能评定 3 焊接方法 3.1 管子-管板的连接采用手工钨极氩气保护焊填丝焊接 3.2 焊接材料按下列要求 a) 焊丝采用SANDVIK25/22/2LMn焊丝直径1.6mm; b) 焊丝的牌号规格应与焊接工艺评定相一致; c) 焊接前焊丝应用丙酮溶液进行擦洗去除油污 4 焊接工艺评定和焊工 4.1 设备在制造前应按ZBG93007或CWCEC 8-A15S进行焊接工艺评定 4.2 焊工应在焊接前按ZBG93007或CWCEC 8-A15S要求进行技能评定 5 焊前准备 5.1 坡口型式和尺寸按图1要求加工若产品图样规定的坡口型式和尺寸与图1不一致可与设计者协商解决 5.2 管孔坡口表面不进行渗透检测但应逐个用510倍放大镜目检坡口表面应园滑无凸棱且不得有裂纹等缺陷孔与坡口棱线无明显塌角且棱上无机械加工的毛刺 5.3 对由于带极堆焊层的搭接处高低不平造成同一管孔的坡口深度相差较大时应修磨成斜坡过渡 5.4 穿管前应用丙酮溶液仔细清洗管孔坡口管子外表面及管孔周围堆焊层上的油污灰尘等杂质清洗后至穿管前的放置时间不得超过4小时 COPYQ/NH04/J0601.15-1999
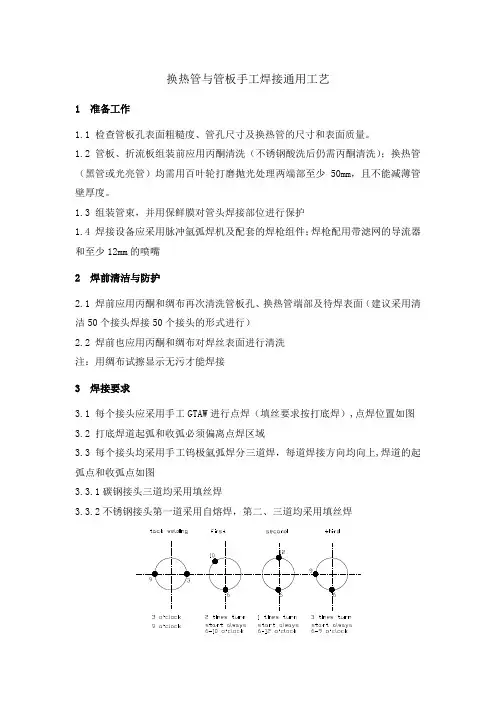
60 R=2.5 h=1.5 +00.5 D=d+2R+1 图1 5.5 伸出管板的管端应尽量齐平当管端需机加工时管子伸出管板长度应留出不小于2 mm加工余量管子伸出管板的长度按图样及技术文件要求 5.6 定位焊的要求 5.6.1 管子与管板焊前可不作定位焊必要时定位焊应在下管板同一方向上逐排进行 5.6.2 定位焊可不填丝,且应在管间三角区部位的坡口根部进行,不得在孔桥部位的坡口内点焊.如要填丝根部应保证焊透且焊点应尽可能小 5.6.3 定位焊时管孔内应放置保护罩,通入氩气保护防止管壁过烧 5.7 应按焊工划分施焊区域,并做好相应记录 6 焊接环境 6.1 焊接应在专用场地或搭建的防护室内进行,以防止灰尘污染,并保证氩弧焊时的风速不大于2 m/s 6.2 环境温度不得低于0,否则应有采暖保温措施 6.3 非工作人员不得进入工作区内,工作区内应保持地面整洁,焊丝工具摆放整齐 6.4 管箱衬里板应用橡胶皮复盖,防止划伤衬里表面 7 焊接设备 7.1 氩弧焊机应处于完好状态并配有高频引弧装置,电流表和电压表应经校验合格 7.2 氩气瓶装有在校验合格期内的流量计和压力表 7.3 采用水冷式氩弧焊枪,其喷嘴直径为12 mm,钨极直径为2.5 mm3 mm,且端部呈尖锥形,喷嘴内应加装透气垫焊接时换热管内应安放保护罩保护罩的结构要合理,以保证保护效果良好应经常检查氩气瓶内压力,其表示压力不低于0.3 MPa 8 焊接 8.1 焊工穿戴防护服和干净的棉纱手套 8.2 焊前应检查设备焊抢是否工作正常,检查冷却水压力,氩气的压力和流量是否符合要求并擦洗焊丝和坡口表面 8.3 焊接规范(焊接电流,电压,保护气流量)应控制在焊接工艺说明书要求的范围内 8.4 每个接头均分两层焊接每层焊接分三步焊完,每步焊接长度为圆周的1/3,且均应从时钟5点开始到1点结束每步焊完后管板顺时针方向旋转120再进行下一步焊接后一步焊接均应在前一步焊COPYQ/NH04/J0601.15-1999
61 缝的收弧处起弧靠近管箱壁的管头焊接可不受以上位置限制,但应保证焊接质量 8.5 当上下管板的接头同时焊接时应按下列顺序进行 a) 上下管板上各接头的第一个1/3焊缝同时焊接 b) 将上管板顺时针方向旋转120后焊接上管板端各接头的第二个1/3焊缝下管板端停焊 c) 将上管板顺时针方向再旋转120后焊接上管板端各接头的第三个1/3焊缝及下管板端各接头的第二个1/3焊缝 d) 将下管板顺时针方向即上管板逆时针方向旋转120后焊接下管板端各接头的第三个1/3焊缝 注文中以先完成上管板端焊接的情况说明了焊接顺序的要求但并不是限定只应先完成上管板端 的焊接 8.6 第二层焊缝的焊接顺序同第一层,但两层焊缝的起收弧处应相互错开30左右 8.7 第一层焊缝与母材平齐即可,第二层焊缝的焊脚高度在3 mm4 mm之间 8.8 第二层最后一个1/3焊缝的收弧采用电流衰减,时间不少于3秒,且将收弧点尽量引向焊道外侧 8.9 每层焊缝焊完后应用不锈钢丝刷仔细清除焊缝表面的氧化膜和浮渣,使焊缝露出金属光泽 8.10 焊缝接头经压缩空气和肥皂水检查后,表面应用清水冲洗(必要时可用稀盐酸中和)并用PH试纸测试呈中性清洗后表面应吹干,焊前再用丙酮擦洗 9 焊缝的检验 9.1 第一层焊缝外观检验的要求 9.1.1 接头处应平整,无漏焊,气孔,裂纹,未熔合等缺陷 9.1.2 收弧应饱满,焊缝表面无氧化膜和浮渣 9.2 经外观检验合格的第一层焊缝应通入0.1MPa的压缩空气(或采用氨渗漏方法)检查焊接接头质量 9.3 第二层焊缝外观检验的要求 9.3.1 焊缝不得有夹渣气孔咬边未熔合裂纹等缺陷 9.3.2 焊道应整齐,焊波粗细均匀,焊脚高符合图样要求 9.3.3 管壁不得烧穿内壁烧穿时应拔掉换热管重焊对内壁存在的局部发兰发黑现象在交三方检验前不得用砂纸打磨清除 9.3.4 汽提塔上管板的管端不得有钨极打弧造成的管端经机械加工后亦无法去除的弧坑 9.4 第二层焊缝经外观检验合格后应对焊缝进行渗透检测 9.5 每层焊缝都应进行铁素体含量测定检测数量均为接头总数的10%20%铁素体含量不得大于0.6% 9.6 焊缝应按图样和有关工程标准的规定进行氨渗漏试验 9.7 压力试验按图样和有关工程标准的规定 10 焊缝返修 10.1 经外观检验发现的漏焊焊缝表面的凹坑咬边及收弧缺陷可采用重熔或填丝进行补焊 10.2 对在压缩空气检查渗透检测氨渗漏检查中发现的穿透性气孔未熔合夹渣裂纹等缺陷应采用机械加工法去除,并修磨出适合的焊接坡口后重新填丝焊接焊接规范与8.3的要求相同 ---------------------------