长寿命球磨机衬板的制造工艺_卓荣明
- 格式:pdf
- 大小:161.12 KB
- 文档页数:2
煤炭技术CoalTechnologyVol.34No.03
Mar.2015第34卷第03期
2015年03月
到450kW,满足矿用冷风机组的性能要求。从实测结果中可以看出,风流通过风冷器前后温度降低了10.4~12.2℃,降温效果比较明显。核算冷风机制冷能力,机组运行效果良好,经过长时间运转未发现异常,各项参数均在正常范围内。6结语(1)从以往矿用冷风机组的使用经验来看,冷风机越靠近工作面,降温效果越明显,因此在使用中应尽量使冷风机和需冷场所距离不要过长,一般情况下冷风机应安装在距掘进工作面大约50~100m的位置,这样更能有效提高冷量利用率。(2)矿用冷风机组虽然在一定程度上能有效解决高温工作面的问题,但是随着回采工作面长度的加大及综采机械化程度的提高,回采工作面末端降温将是未来亟需解决的难题,应加强这方面的试验研究及降温装备的研发。
参考文献:
[1]煤炭工业部.煤矿安全规程[K].北京:煤炭工业出版社,2011.[2]张国枢,刘泽功.《通风安全学》课程建设与改革[J].淮南工业学院学报:社会科学版,2001(3):84-85.
[3]杨世铭,陶文铨.传热学[M].4版.北京:高等教育出版社,2006.[4]杨德源,杨天鸿.矿井热环境及其控制[M].北京:冶金工业出版社,2009.
[5]王长彬.深部矿井热害因素分析[J].中州煤炭,2013(2):40-42,105.[6]李红阳.LFJ-160型矿用移动式冷风机的研制[J].煤矿安全,2002(12):37-38,48.作者简介:赵欣(1989-),女,辽宁铁岭人,学士,2012年毕业于辽宁科技学院,现在煤科集团沈阳研究院有限公司瓦斯安全研究分院工作,主要从事瓦斯安全方向研究工作,电子信箱:1780029837@qq.com.
责任编辑:郑万才收稿日期:2014-07-21
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!0引言在矿山、建材、电力、化工等行业,广泛使用球磨机对固体物料进行细化与制粉的工作。在此过程中,衬板主要是用来保护球磨机筒体,使其免受研磨体和物料直接冲击的关键重要易损件。目前,在大型球磨机上使用的衬板大多为普通高锰钢材质,虽韧性好,但耐磨性不足,屈服强度低,在使用过程中容易产生变形和磨损。高铬铸铁衬板虽然具有优越的抗磨性能,但在承受较大冲击力的工况条件下,容易出现断裂失效现象,表现出韧性的不足。特别是以粉碎为主时的大型矿用球磨机,要求衬板对研磨体的推举能力较强,同时衬板应具有良好的抗冲击性能,此时高铬铸铁衬板就不适应其工作状态的要求。因此,以粉碎为主的大型矿磨机筒体衬板大多采用普通高锰钢制造,这也是无奈之举。
而在实际使用中,大型矿磨机转速都比较低,
并为间歇式冲击,所以普通高锰钢衬板加工硬化现象不十分显著,致使普通高锰钢的耐磨性能得不到充分发挥,结果造成普通高锰钢衬板因硬度低而早期磨损失效。
长寿命球磨机衬板的制造工艺卓荣明(广东科技学院,广东东莞523083)摘要:介绍一种能固定料垫层的球磨机沟槽式衬板及其制造工艺。采用该制造工艺生产的
沟槽式衬板,其衬板能固定沟槽内的料垫层,使料垫层不滑动、不脱落。衬板采用改性高锰钢材质,
原始硬度高,耐磨性好。特别适合制作大型矿磨机用于粗磨的筒体衬板。
关键词:球磨机沟槽式衬板;固定料垫层;改性高锰钢材质;消失模铸造;耐磨性提高中图分类号:TD453文献标志码:A文章编号:1008-8725(2015)03-0237-02
Long-lifeBallMillLinerManufacturingProcessZHUORong-ming(GuangdongCollegeofTechnology,Dongguan523083,China)Abstract:Introducesakindofballmillgroovetypecapableoffixingmaterialcushionliningboardanditsmanufacturingprocess.Themanufacturingprocessusesgroovedliner,whichcanbefixedlinercushionmaterialwithinthetrench,sothatthematerialdoesnotslipcushion,notfalling.Theliningboardadoptsmodifiedhighmanganesesteel,theoriginalhighhardness,goodwearresistance.ParticularlysuitableforproductionoflargeoremillisusedforcoarsegrindingKeywords:ballmillgroovetypeliningboard;fixedmateriallayer;modifiedhighmanganesesteel;casting;wearresistanceincreased
doi:10.13301/j.cnki.ct.2015.03.089
2371
沟槽式衬板设计
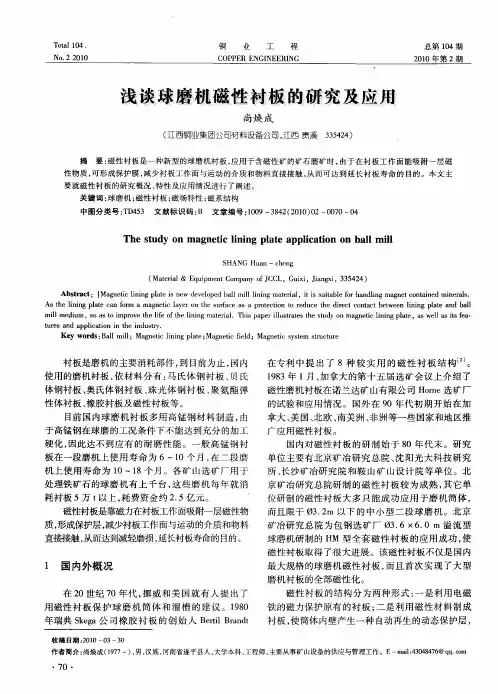
图1为能固定料垫层的沟槽式衬板剖视图,能固定料垫层的沟槽式衬板是在衬板本体的工作表面上设多个环形的料垫层槽,料垫层槽的上部槽面为下凹弧面组成的直弧面,直弧面1下方位的料垫层槽深为7mm、角度70°,形成上小下大的燕尾形槽。
图1能固定料垫层的沟槽式衬板剖视图1.直弧面2.料垫层槽3.衬板本体设计的沟槽式衬板既结构合理,又能提高产品
品质和生产效率,更重要的是能降低易损件衬板的消耗。这主要得益于在衬板的沟槽里盛载着一些物料,成为料垫层,以致把磨球与衬板隔开,既增加了物料被研磨的机率,又减少了磨球对衬板表面的直接冲击。但问题的关键是要做到了,在磨球下落时,
该料垫层在光滑的沟槽内既不滑动又不脱落,能够牢固固定在衬板的沟槽里。
2衬板材料与铸造工艺2.1改性高锰钢的化学成分设计该沟槽式衬板采用改性高锰钢通过消失模铸造生产,改性高锰钢的化学成分的质量分数C1.17%~
1.33%、Mn12.80%~14.30%、Si0.61%~0.87%、Cr1.95%~2.28%、Mo0.41%~0.52%、S0.03%~0.040%、P0.04%~0.050%、V0.15%~0.21%、Ti0.17%~0.22%、Re0.45%~0.56%、B0.62%~0.69%、Fe78.93%~81.60%。
2.2沟槽式衬板的铸造工艺沟槽式衬板铸造工艺包括以下步骤:
(1)改性高锰钢的生产过程采用中频感应炉为熔炼设备,以废钢、生铁为主要炉料。经通电加热待炉料熔清后加入硅铁、锰铁、铬铁、钼铁等合金材料,
上述炉料完全熔化后搅拌均匀,取样化验,调整成分,
待成分合格后,将温度升高至1560~1580℃扒渣,
在炉中加入占钢液质量为0.25%左右的纯铝材料脱氧,并还要在加热后的浇注包底部埋入占钢液质量为0.90%~1.00%的稀土、0.40%~0.50%的钛铁、
0.25%~0.30%的钒铁,并破碎成7mm左右,然后在其上面加盖铁屑压紧,当感应炉中的钢液倒入浇注包时,要避开直接冲击其底部的合金材料。理想情况是当浇注包内钢液量达到70%左右时,浇注包底部的合金材料发生熔化反应,并进行变质处理。搅拌均匀后,还需静置2min左右,待包内钢液温度降至1450℃左右时,浇入消失模中。
(2)消失模铸造过程用可发性聚苯乙烯泡沫塑料板经加工制成衬板消失模模样,在制作过程
中,将衬板的工作表面加工成多个下凹弧面组成的直弧面以及环形的料垫层槽;然后,在消失模模样的非工作面上安装浇口与冒口,涂敷自制的消失模涂料,放入可控温的烘炉烘干,烘炉温度控制在50
℃左右。烘干后,将带有浇、冒口的消失模模样一同埋入铁丸砂中。采用铁丸砂的目的主要是为了提高衬板的力学性能和细化衬板铸件的铸态晶粒度。由于使用的铁丸砂比普通消失模型砂的密度大,在造型时采用的振动频率、振幅、加速度等参数值设置要低些,而负压真空度设置则要高些。由于衬板属于厚壁铸件,浇注温度应低于1450℃。在浇注过程中,将占钢液质量1.40%左右的B
4C
颗粒随流加入
,
并要做到从浇注开始到浇注结束整个过程B
4C
颗粒
都是均匀加入。最终形成衬板铸件。
(3)热处理过程浇注后,由于铁丸砂对铸件有激冷作用,铸件的冷却速度比普通消失模铸件要快些。
当看见浇注铸件的浇口杯出现暗红色时,快速将砂箱中的活动门打开,铁丸砂放出,用行车吊钩上的锁紧装置锁住衬板的冒口,快速移动到水韧处理水池的上方,
在前后、左右4个方向由4人手执水枪,向温度在990
℃左右的衬板铸件大量喷水,冷却到常温后,用切割机切割浇口与冒口,然后装入热处理炉中进行回火处理。
3结语(1)能固定料垫层的球磨机沟槽式衬板是在沟槽式衬板的基础上又设计了环形的料垫层槽,钢球下落后,松散的物料不会从沟槽内挤出,随着钢球下落的次数增多,料垫层槽内的物料越砸越紧,加上料垫层槽又是上小下大的燕尾形槽,保证料垫层不脱落,
以致钢球与衬板之间始终无金属接触,不仅提高了磨机的粉碎能力,而且大大降低了衬板的磨损;
(2)本衬板采用改性高锰钢材料,该材料综合力学性能高,冲击韧性达到20~25(J.cm-2
),
硬度达
到HRC50~55,用该材料制成的衬板产品耐磨性好,
克服了普通高锰钢材料初始硬度低的致命缺点;
(3)本衬板既适用于低冲击载荷或低应力的工况条件、也适用于较大冲击载荷或高应力的工况条件、并且还适用于要求有较好的耐磨性但其它高硬度耐磨材料韧性不足的工况条件;
(4)本衬板热处理采用铸态余热加喷水淬火工艺,既减少铸件脱碳。又节约了二次加热所需的能源。
参考文献:
[1]许利民,于立国,谢颖,等.球磨机筒体衬板的工况条件分析及材料选择[J].矿山机械,2006(7):41-42.
[2]王新节,王维.低碳钢绑扎件扭锁壳体消失模铸造工艺实验研究[J].热加工工艺,2013,42(23):85-87.作者简介:卓荣明(1953-),江西万载人,教授,主要研究方向:
材料成型与破碎机械,电子信箱:zhuoyue997@126.com.
责任编辑:郑万才收稿日期:2014-09-13
7mm1
23
第34卷第03期Vol.34No.03长寿命球磨机衬板的制造工艺———卓荣明
238