加工中心后置处理【精选】
- 格式:ppt
- 大小:29.51 KB
- 文档页数:10

Mastercam后置处理文件及其设定方法详细说明Mastercam后置处理文件及其设定方法详细说明mastercam系统配置的是适应单一类型控制系统的通用后置处理,该后置处理提供了一种功能数据库模型,用户根据数控机床和数控系统的具体情况,可以对其数据库进行修改和编译,定制出适应某一数控机床的专用后置处理程序。
mastercam系统后置处理文件的扩展名为pst,称为pst文件,它定义了切削加工参数、nc程序格式、辅助工艺指令,设置了接口功能参数等,其结构由八个部分组成:1.注解程序每一列前有“#”符号表示该列为不影响程序执行的文字注解。
如:# mi2-absolute, or incremental positioning0=absolute1=incremental表示mi2定义编程时数值给定方式,若mi=0为绝对值编程,mi=1为增量值编程。
在这一部分里,定义了数控系统编程的所有准备功能g代码格式和辅助功能m代码格式。
2.程序纠错程序中可以插入文字提示来帮助纠错,并显示在屏幕上。
如:# error messages (错误信息)psuberror # arc output not allowederror-wrong axis used in axis substitution, e如果展开图形卷成旋转轴时,轴替换出错,则在程序中会出现上面引号中的错误提示。
3.定义变量的数据类型、使用格式和常量赋值如规定g代码和m代码是不带小数点的两位整数,多轴加工中心的旋转轴的地址代码是a、b和c,圆弧长度允许误差为0.002,系统允许误差为0.00005,进给速度最大值为10m/min等。
4.定义问题可以根据机床加工需要,插入一个问题给后置处理程序执行。
如定义nc程序的目录,定义启动和退出后置处理程序时的c-hook程序名。
5.字符串列表字符串起始字母为s,可以依照数值选取字符串,字符串可以由两个或更多的字符来组成。
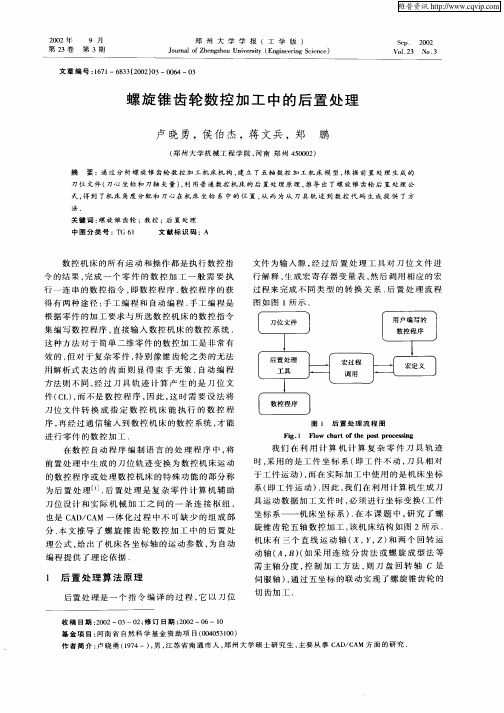
MASTERCAM的后置处理程序设计一、前言数控自动编程分为以自动编程语言和以计算机绘图为基础的自动编程方法,两种方式都是经过刀位计算产生加工刀具路径文件,而不是数控程序。
从加工刀具路径文件中提取相关的加工信息,并根据指定数控机床的特点及数控程序格式要求进行分析、判断和处理,最终形成数控机床能直接识别的数控程序,就是数控加工的后置处理(Post Processing)。
Mastercam是美国CNC Software.Inc公司开发的基于微机平台的CAD/CAM软件,侧重于数控加工,其曲线、曲面设计主要针对数控加工编程,它能完成2~5轴数控铣削加工编程、线切割加工编程和车削编程加工,在模具制造业中的应用非常广泛。
该系统分为主处理程序和后置处理程序两大部分。
主处理程序针对加工对象、加工系统建立三维模型,用图形交互的方法计算刀具运动轨迹,生成加工刀具路径文件(称为NCI文件)。
NCI文件是一个用ASCII码编写的文件,包含产生NC程序的全部资料。
该系统后置处理程序内定成适应日本FANUC控制器的通用格式,如FANUC 3M、FANUC 6M、FANUC 0—MC控制器等。
MV-610加工中心配置的数控系统是德国西门子SINUMERIK 810D,Mastercam软件生成的NC代码不能直接应用,还需人工做大量的修改,既不方便又易出差错。
因此,有必要对MV-610加工中心开发专用的后置处理程序,发挥软件的CAM模块最佳效果。
本文根据Mastercam7.2c的通用后置处理程序,结合MV-610加工中心和SINUMERIK 810D系统的特点,设计出专用的后置处理程序,以便Mastercam生成的NC程序能直接用于加工生产。
二、Mastercam系统通用后置处理程序Mastercam系统配置的是适应单一类型控制系统的通用后置处理,该后置处理提供了一种功能数据库模型,用户根据数控机床和数控系统的具体情况,可以对其数据库进行修改和编译,定制出适应某一数控机床的专用后置处理程序。

Mastercam后置处理文件及其设定方法详细说明Mastercam系统后置处理文件的扩展名为PST,称为PST文件,它定义了切削加工参数、NC程序格式、辅助工艺指令,设置了接口功能参数等,其结构由八个部分组成:1.注解程序每一列前有“#”符号表示该列为不影响程序执行的文字注解。
如:# mi2-Absolute, or Incremental positioning0=absolute1=incremental表示mi2定义编程时数值给定方式,若mi=0为绝对值编程,mi=1为增量值编程。
在这一部分里,定义了数控系统编程的所有准备功能G代码格式和辅助功能M代码格式。
2.程序纠错程序中可以插入文字提示来帮助纠错,并显示在屏幕上。
如:# Error messages (错误信息)psuberror # Arc output not allowed"ERROR-WRONG AXIS USED IN AXIS SUBSTITUTION", e如果展开图形卷成旋转轴时,轴替换出错,则在程序中会出现上面引号中的错误提示。
3.定义变量的数据类型、使用格式和常量赋值如规定G代码和M代码是不带小数点的两位整数,多轴加工中心的旋转轴的地址代码是A、B和C,圆弧长度允许误差为0.002,系统允许误差为0.00005,进给速度最大值为10m/min等。
4.定义问题可以根据机床加工需要,插入一个问题给后置处理程序执行。
如定义NC程序的目录,定义启动和退出后置处理程序时的C-Hook程序名。
5.字符串列表字符串起始字母为s,可以依照数值选取字符串,字符串可以由两个或更多的字符来组成。
字符串sg17,表示指定XY加工平面,NC程序中出现的是G17,scc1表示刀具半径左补偿,NC程序中出现的是G41,字符串sccomp代表刀具半径补偿建立或取消。
6.自定义单节可以让使用者将一个或多个NC码作有组织的排列。

Mastercam后置处理文件及其设定方法详细说明mastercam系统配置的是适应单一类型控制系统的通用后置处理,该后置处理提供了一种功能数据库模型,用户根据数控机床和数控系统的具体情况,可以对其数据库进行修改和编译,定制出适应某一数控机床的专用后置处理程序。
mastercam系统后置处理文件的扩展名为pst,称为pst文件,它定义了切削加工参数、nc程序格式、辅助工艺指令,设置了接口功能参数等,其结构由八个部分组成:1.注解程序每一列前有“#”符号表示该列为不影响程序执行的文字注解。
如:# mi2-absolute, or incremental positioning0=absolute1=incremental表示mi2定义编程时数值给定方式,若mi=0为绝对值编程,mi=1为增量值编程。
在这一部分里,定义了数控系统编程的所有准备功能g代码格式和辅助功能m代码格式。
2.程序纠错程序中可以插入文字提示来帮助纠错,并显示在屏幕上。
如:# error messages (错误信息)psuberror # arc output not allowed"error-wrong axis used in axis substitution", e如果展开图形卷成旋转轴时,轴替换出错,则在程序中会出现上面引号中的错误提示。
3.定义变量的数据类型、使用格式和常量赋值如规定g代码和m代码是不带小数点的两位整数,多轴加工中心的旋转轴的地址代码是a、b和c,圆弧长度允许误差为0.002,系统允许误差为0.00005,进给速度最大值为10m/min等。
4.定义问题可以根据机床加工需要,插入一个问题给后置处理程序执行。
如定义nc程序的目录,定义启动和退出后置处理程序时的c-hook程序名。
5.字符串列表字符串起始字母为s,可以依照数值选取字符串,字符串可以由两个或更多的字符来组成。
字符串sg17,表示指定xy加工平面,nc程序中出现的是g17,scc1表示刀具半径左补偿,nc程序中出现的是g41,字符串sccomp代表刀具半径补偿建立或取消。
组合机床与自动化加工技术Modular Machine Tool & Automatic Manufacturing TechinnueNo.5May 2021第5期2021年5月文章编号 #1001 -2265(2021)05 -0146 -03DOI : 10.13462/j. cnki. mmtamt. 2021.05.034双摆头五轴联动加工中理仿真与优化**收稿日期:2020-06 - 17 ;修回日期:2020-07 -14*基金项目:科研计划(17JK0402);西安航空职业技术学院2017年度科研计划 (17XHZH-016)作者简介:(1981—),男,,西安航空职业技术学 授,工学 ,研究方向为计算机辅助设计与制造、数控加工技术,(E-mail)xgfo@ 163. com.佛新岗(西安航空职业技术学院,西安710089%摘要:为了提升数控机床加工的综合效能,基于UG 软件开发了 WALDRIEH COBUR 五轴联动龙门加工中心机床配套的Heidenhain530数控 用后处理程序。
以航空叶轮为载体,通过VERICUT 软件构建了虚拟机床模型,并对后处理输出的NC 程序进行了验证 化。
实 :优化后的NC 程序加工进 更加合理,减少了刀具磨损,降低了 成本,同时提高了加工 和质量,具有较的实践应用价值。
关键词:双摆头;后置处理;VERIUT ;虚拟机床;优化中图分类号:TH133 :TG71 文献标识码:ASimulation and Optimization of Post-Processing of 5-Axis Machining Center with Dual Rotary HeadsFO Xin-gang(Xi'an Aeronautical Vocation and Technical Co/eye , Xi'an 710089 , China )Abstrad;: In order W improve We comprehensive efficiency of NC machine tools , the special post proces s ing program for Heidenhain 530 NC system is developed with UG software , which is used in WALDRICH COBUR 5 -axis machining center. Taking the aviation imp —ler as We carrier , the virWal machine tool mod- e3isconstructed by VERSCUTsoftware , and the NC program outputby post-proce s ing wasverified and optimi eed. The practice shows that the optimi eed NCprogram proce s ing feed rateismorereasonab e , re ducing too3wear , reducing production costs , whieimproving theproce s ing e f iciency and quaity , with good practica3app ication va3ue.Key wors : dual rotary heads ; post processing ; VERICUT ; virtual machine tool ; optimization0引言着航空航天、汽车、国防工业、 、模具等行业的快速 ,机 产品的 设计越来越复杂,同 对工效率和质量提出了 的 ,特别是空间复杂曲面 工难度不 , 联数控加工中在这一 得到了广泛应用。
Mastercam系统后置处理Mastercam系统配置的是适应单一类型控制系统的通用后置处理,该后置处理提供了一种功能数据库模型,用户根据数控机床和数控系统的具体情况,可以对其数据库进行修改和编译,定制出适应某一数控机床的专用后置处理程序。
Mastercam系统后置处理文件的扩展名为PST,称为PST文件,它定义了切削加工参数、NC 程序格式、辅助工艺指令,设置了接口功能参数等,其结构由八个部分组成:1.注解程序每一列前有“#”符号表示该列为不影响程序执行的文字注解。
如:# mi2-Absolute, or Incremental positioning0=absolute1=incremental表示mi2定义编程时数值给定方式,若mi=0为绝对值编程,mi=1为增量值编程。
在这一部分里,定义了数控系统编程的所有准备功能G代码格式和辅助功能M代码格式。
2.程序纠错程序中可以插入文字提示来帮助纠错,并显示在屏幕上。
如:# Error messages (错误信息)psuberror # Arc output not allowed"ERROR-WRONG AXIS USED IN AXIS SUBSTITUTION", e如果展开图形卷成旋转轴时,轴替换出错,则在程序中会出现上面引号中的错误提示。
3.定义变量的数据类型、使用格式和常量赋值如规定G代码和M代码是不带小数点的两位整数,多轴加工中心的旋转轴的地址代码是A、B 和C,圆弧长度允许误差为0.002,系统允许误差为0.00005,进给速度最大值为10m/min等。
4.定义问题可以根据机床加工需要,插入一个问题给后置处理程序执行。
如定义NC程序的目录,定义启动和退出后置处理程序时的C-Hook程序名。
5.字符串列表字符串起始字母为s,可以依照数值选取字符串,字符串可以由两个或更多的字符来组成。
字符串sg17,表示指定XY加工平面,NC程序中出现的是G17,scc1表示刀具半径左补偿,NC程序中出现的是G41,字符串sccomp代表刀具半径补偿建立或取消。