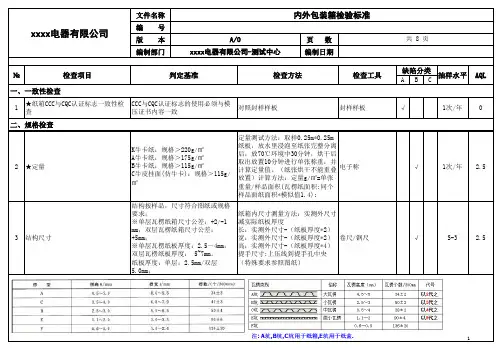
内外包装箱检验标准
- 格式:xlsx
- 大小:209.66 KB
- 文档页数:7
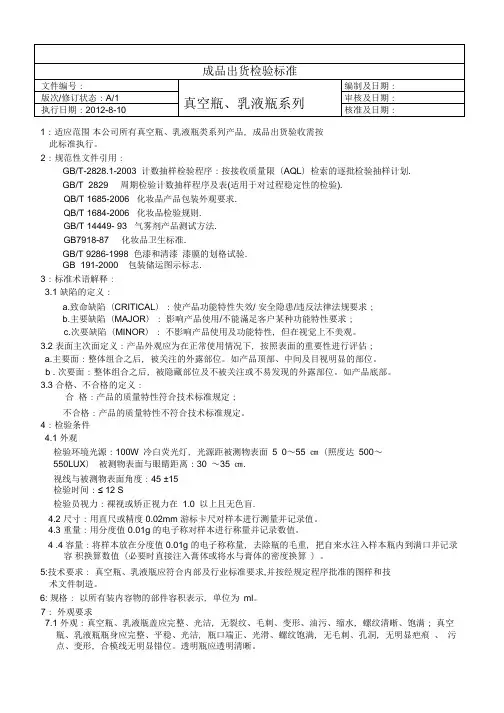
成品出货检验标准
文件编号: 编制及日期:
版次/修订状态:A/1 真空瓶、乳液瓶系列 审核及日期:
执行日期:2012-8-10 核准及日期:
1:适应范围 本公司所有真空瓶、乳液瓶类系列产品,成品出货验收需按
此标准执行。 2:规范性文件引用: GB/T-2828.1-2003 计数抽样检验程序:按接收质量限(AQL)检索的逐批检验抽样计划. GB/T 2829 周期检验计数抽样程序及表(适用于对过程稳定性的检验). QB/T 1685-2006 化妆品产品包装外观要求. QB/T 1684-2006 化妆品检验规则. GB/T 14449- 93 气雾剂产品测试方法. GB7918-87 化妆品卫生标准. GB/T 9286-1998 色漆和清漆 漆膜的划格试验.
GB 191-2000 包装储运图示标志. 3:标准术语解释: 3.1 缺陷的定义:
a.致命缺陷(CRITICAL):使产品功能特性失效/ 安全隐患/违反法律法规要求;
b.主要缺陷(MAJOR): 影响产品使用/不能滿足客户某种功能特性要求;
c.次要缺陷(MINOR): 不影响产品使用及功能特性,但在视觉上不美观。
3.2 表面主次面定义:产品外观应为在正常使用情况下,按照表面的重要性进行评估;
a.主要面:整体组合之后,被关注的外露部位。如产品顶部、中间及目视明显的部位。
b . 次要面:整体组合之后,被隐藏部位及不被关注或不易发现的外露部位。如产品底部。 3.3 合格、不合格的定义:
合 格:产品的质量特性符合技术标准规定; 不合格:产品的质量特性不符合技术标准规定。
4:检验条件 4.1 外观 检验环境光源:100W 冷白荧光灯,光源距被测物表面 5 0~55 ㎝(照度达 500~
550LUX) 被测物表面与眼睛距离:30 ~35 ㎝. 视线与被测物表面角度:45 ±15 ° 检验时间:≤ 12 S 检验员视力:裸视或矫正视力在 1.0 以上且无色盲. 4.2 尺寸:用直尺或精度 0.02mm 游标卡尺对样本进行测量并记录值。 4.3 重量:用分度值 0.01g 的电子称对样本进行称量并记录数值。 4 .4 容量:将样本放在分度值 0.01g 的电子称称量,去除瓶的毛重,把自来水注入样本瓶内到满口并记录 容 积换算数值(必要时直接注入膏体或将水与膏体的密度换算 )。 5:技术要求: 真空瓶、乳液瓶应符合内部及行业标准要求,并按经规定程序批准的图样和技

产品包装规范
Prepared on 24 November 2020 产品包装规范
1目的:
为了规范公司产品包装作业的运作,保证产品能满足环境试验的要求,保持产品在搬运、储存、开包过程中避免意外损伤,保持包装箱内产品的完整性,保证产品性能和特性符合顾客要求。特制定本规范。
2范围:
本规范规定了本公司机械、电工、仪器仪表、等产品包装的基本要求、包装方式与包装方法、技术要求、实验方法、包装标志与随机文件等内容。适用于本厂产品包装的操作、验收及包装后的仓储管理和运输质量控制。
3规范性引用文件:
GB /T 191 包装储运图示标志
GB/T 4768 防霉包装
GB/T 4879 防锈包装
GB/T 5048 防潮包装
GB/T 6543瓦楞纸箱
GB/T 6544瓦楞纸板
GB/T 7284 框架木箱
GB/T 10819 木质底盘
GB/T 12464 普通木箱
GB/T 12464 普通木箱
GB/T 6546瓦楞纸板边压强度的测定法 GB/T6545瓦楞纸板耐破强度的测定法
GB/T试验时部位标示方法
GB/T运输包装件静载荷堆码试验方法
GB/T跌落试验方法
GB/T运输包装件正弦振动试验方法
4 内容
包装准备
产品准备
所有待包装的产品必须是经过质量部检验合格确认可以出货的产品。
材料准备
以本规范之要求准备与待包装产品相适应的包装材料。
基本要求
包装应符合科学、经济、牢固、美观和适销的要求。在流通环境下,应保证产品在供需双方协议期内不因包装不善而产生锈蚀、霉变、降低精度,残损或散失等现象。
包装设计应根据产品特点、流通环境条件和客户要求进行,做到包装紧凑、防护合理、安全可靠。
产品需经检验合格,做好防护处理,方可进行内外包装。随机文件应齐全。

产品外观检验标准(doc-8)(总8页)
--本页仅作为文档封面,使用时请直接删除即可--
--内页可以根据需求调整合适字体及大小--
产品外观检验标准
一、变压器涉及到的有烤漆品、电镀品、塑胶品等样品的外观检查标准有:
1、烤漆品外观不良及允收标准:
⑴ 流胶:A面流漆宽度<,长度<15mm, B面不做要求,但不能影响到其它功能
⑵ 沙粒:在不转动零件的情况下:A面沙粒与烤漆同色, 沙粒Φ<,个数应少于8PCS, 且分散;沙粒与烤漆异色, Φ<,个数少于3PC
⑶ 汽泡:零件A面烤漆气泡:检测面内气泡Φ<,不多于3PCS且分散, B面可不作要求
⑷ 针孔:A面针孔:检测面内针孔Φ<,个数少于5PCS,且分散
⑸ 异色:A面异色污染污点:检测面异色污点Φ<,不多于3PCS面
⑹ 划伤:A面不露底色的划伤:检测面内划伤长度<10mm,宽度小于,少于3道;露底色划伤:检测面内划伤长度<5mm, 宽度小于,少于2道. HM软轨烤漆表面有露出胶条底色的划伤不可接收,依长度方向单条划伤超过10cm不可接收,小于10cm的划伤在30cm内不能超过2条,否则不接收。
⑺ 橘子皮:A面桔子皮无凹凸手感,小于零件检测面的1/4面积,否则属MI,B面可不作要求
⑻ 脏污:A面不允许有擦拭不掉的污垢、指纹、油污。B面不作要求
⑼ 抛光痕:A面抛光痕无凹凸手感
⑽ 变形:A面不可有明显的五金变形及摔伤现象,B面不可有影响组装的五金变形
2、 电镀品外观不良及允收标准:
⑴ 阴阳面:A面1/3面内不允许有阴阳面,B面不作要求
⑵ 镀层脱落:A面(含铁件B面)不可有镀层脱落;压铸件B面允许镀层脱落但不可露底材
⑶ 流漆:A面可有凸手感的流漆(流漆宽度小于,长度小于5mm);B面不作要求
⑷ 沙粒:A面麻点、沙粒φ≤,不超过检验面积的1/3;B面不作要求。
⑸ 汽 泡:铁件A、B表面均不允许有气泡;压铸件,铝件A面不允许有气泡;B面气泡φ≤,且在1cm2面积内不多于3pcs
外
购
材
料
质
量
检
测
标
准
(标准件部分)
2013-08-05 外购材料质量检测标准
(标准件部分)
一、目的
对所采购的标准件的质量进行控制,对其进货检验所涉及的技术要求、检验方法、抽样等进行规定。
二、 适用范围
适用于导柱、导套、轴套、弹簧、垫圈、轴承、螺丝螺母等标准件的进货检验。
三、 规程(见下表)
1. 导柱、导套、轴套
检验项目 技术要求 检验方法 抽样方法
尺寸 外形尺寸应符合图纸或经认可的供方标准;
带肩型导柱的尺寸公差(mm)
公差(mm)
直径 d d1 d2 D H
16 -0.015
-0.027 +0.020
+0.010
-0.80 -1.00 21 6 20
-0.020
-0.033 +0.025
+0.015 25
25 30
8 30 35
35
-0.025
-0.040 40
40
+0.030
+0.020 45 10
50 55 12
60 -0.030
-0.049 66 15 70 +0.035
+0.020 76
圆柱度(mm)
L ≤50 51-100 >100
公差 0.002 0.003 0.004
真圆度(mm)
d ≤30 >30
公差 0.002 0.003 用游标卡尺或千分尺测量 一批10个以下进行尺寸、外观全检;10以上抽10个进行尺寸、外观检验。轴套类送检数量较少,一般抽十件全检,再抽50%进行关键尺寸测量。
AC=1,RE=2
1. 导柱、导套、轴套
检验项目 技术要求 检验方法 抽样方法
尺寸 直杆型导柱的尺寸公差(mm)
直径 d d1 d2 螺丝过孔 螺丝孔
16 -0.015
-0.027 +0.020
+0.010
-0.80
-1.00 无 无 20
-0.020
-0.033 +0.025
+0.015 25
30 M8 M16 35
-0.025
-0.040 40