硬质合金的超声电火花复合加工试验研究
- 格式:pdf
- 大小:238.94 KB
- 文档页数:4

旋转超声复合电解磨削加工技术在难加工材料中的应用目录1. 内容概括 (2)1.1 烧结硬质合金加工现状及挑战 (2)1.2 旋转超声复合电解磨削加工技术概述 (3)1.2.1 旋转超声磨削技术介绍 (4)1.2.2 电解速度控制技术介绍 (6)1.2.3 复合电解磨削加工原理 (7)2. 旋转超声复合电解磨削加工过程及工艺参数 (8)2.1 加工过程分析 (9)2.2 工艺参数研究 (10)2.2.1 超声频率和振幅的影响 (12)2.2.2 电解电流和电压的影响 (12)2.2.3 进给速度和刀具转速的影响 (13)2.2.4 液压冷却系统参数的影响 (15)3. 旋转超声复合电解磨削加工机理 (15)3.1 超声作用机理 (16)3.2 电解磨削作用机理 (18)3.3 材料去除机理 (19)4. 旋转超声复合电解磨削加工技术在难加工材料上的应用 (20)4.1 难加工材料性能及加工特性 (21)4.2 旋转超声复合电解磨削加工实例 (22)4.2.1 硬质合金加工例子 (24)4.2.2 陶瓷材料加工例子 (25)5. 旋转超声复合电解磨削加工技术的优缺点及应用前景 (26)5.1 优点分析 (28)5.2 缺点及改进方向 (29)5.3 应用前景展望 (29)1. 内容概括旋转超声复合电解磨削加工技术结合了旋转切削与电解加工的优点,适用于那些传统机械加工方法难以达到理想效果的高速钢、不锈钢、超硬合金、钛合金等难加工材料。
该技术借助旋转工具增强材料表面的接触效果,通过电解液的化学作用和机械切削相结合的方式,实现材料的微细加工,特别是针对那些质地致密、耐磨性高、硬度大的材料表现出色。
该加工过程消除了传统磨削和电解加工中容易出现的振颤、起槽以及加工尺寸不稳定等问题,提高了加工精度和效率,同时还能够有效减少热影响,减少工具的磨损。
随着该技术的不断发展和完善,其在复杂几何形状、精密模具以及医疗还会提供越来越多的应用机会,有潜力在制造业中获得更广泛的应用。

硬脆金属的超声电解复合加工研究
杨大春;云乃彰;严德荣
【期刊名称】《电加工与模具》
【年(卷),期】2002(000)002
【摘要】硬脆金属材料采用普通切削加工相当困难.本文对硬脆金属材料进行了超声电解复合加工工艺试验与研究,该复合加工方法使加工速度、精度及表面质量较单一工艺有显著改善.
【总页数】3页(P31-33)
【作者】杨大春;云乃彰;严德荣
【作者单位】南京航空航天大学;南京航空航天大学;南京航空航天大学
【正文语种】中文
【中图分类】TG66
【相关文献】
1.微细结构超声电解复合加工工艺研究 [J], 赵旸;朱永伟;范仲俊;王占和
2.基于MINITAB的旋转超声电解复合加工微小深孔试验研究 [J], 刘泽祥;康敏;李曙生
3.超声电解复合加工小孔工艺试验研究 [J], 张轩;康敏;刘波;张帅
4.超声电解复合加工深小孔装置与试验研究 [J], 刘泽祥;康敏
5.微细结构超声电解复合加工工艺研究 [J], 赵旸;朱永伟;范仲俊;王占和
因版权原因,仅展示原文概要,查看原文内容请购买。

超声电解复合微细加工工艺试验分析作者:汪建春云乃彰朱永伟【摘要】本文完成了对超声加工与超声复合电解加工的对照工艺试验,对超声复合电解加工过程中的注意事项作了表述,并对加工试验结果作了分析,最后指出了该种加工方式以后发展的方向。
【关键词】超声加工超声电解复合加工工艺试验随着现代科学及及技术的迅速发展,航空航天领域各类飞行器及制导武器系统都趋向于精密化、小型化、微型化发展[1]。
微细加工和特种加工所能达到的精度、表面粗糙度、加工尺寸范围和几何形状是衡量一个国家加工制造水平的重要标志之一。
微细特种加工技术已经成为在国际竞争中取得成功的关键技术之一[2]。
本文针对超声加工与超声电解复合加工,做了对照工艺试验,取得了一些成果。
就此两种加工方式,作出了客观分析。
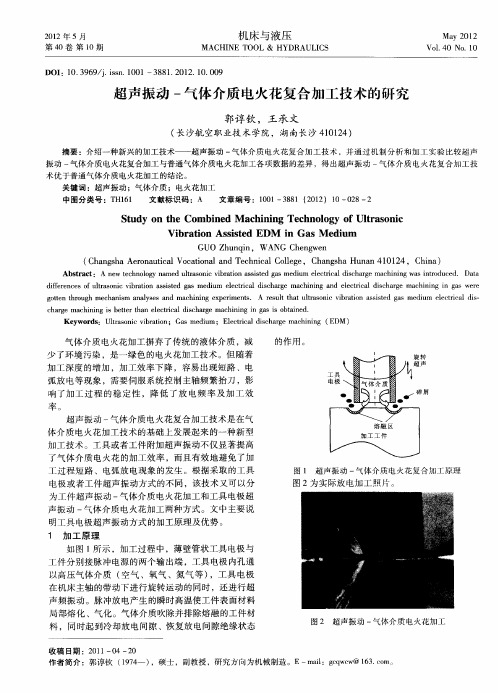
1 超声复合电解加工原理1.1 超声加工原理超声加工是磨粒在超声振动作用下的机械撞击和抛磨作用以及超声空化作用的综合结果,其中,磨粒的机械撞击作用是占主导地位的。
超声频振动加工主要是由超声波发生器、换能振动系统、磨料供给系统、工作台等部分组成。
换能器产生的超声振动由变幅杆将位移振幅放大后传输给工具头,工具头作纵向超声频振动,连续的冲击磨料颗粒,颗粒又摩擦加工表面,从而去除材料成型[3,4,5] 。
此加工主要特点:对硬脆材料的加工效果好。
不足之处:对非脆性材料加工效果不明显。
1.2 电解加工原理电解加工原理是基于电化学阳极溶解进行加工的。
工件加在阳极,模具加在阴极,通以电流,从原理上讲是离子去除,所以有比较高的加工精度。
在加工过程中要有一定流速的电解液流通,以带走电解去除的产物[6]。
此加工主要特点:只有对导电材料才能进行加工,加工面积可以相相对对较大。
不足之处:加工过程中会在电解材料表面产生“钝化”,加工速度会变慢;电解加工过程中存在“杂散”腐蚀,对加工精度也有一定的影响[9]。
1.3 超声复合电解加工原理超声频振动复合电解加工,是指在超声频振动加工的基础上,同时再引入电解电源进行电解加工,从而使得两种不同的加工方式同时作用到同一个工件。
金属球阀合金球面电火花机械复合磨削加工新方法摘要:在分析电火花机械复合加工原理的基础上,设计了适用于高硬度回转球面精密磨削加工的方法,并设计制作了一种专用复合工具电极和专用夹具,通过使用青铜结合剂金刚石砂轮的复合工具电极来实现合金球体表面的电火花机械复合磨削加工。
大型超硬、超精密合金球阀作为流体控制的关键部件,在石油化工、天然气输送、煤化工、水力发电等国民经济支柱产业中被广泛运用。
为了适应高温、高压、耐磨损等苛刻的工作要求,球体表面必须进行合金化处理,如喷涂0.6~0.8mm厚的WC、Ni60、硬铬等粉末合金;处理后的球面表面硬度≥60HRC,有些甚至≥70HRC,可达到普通合金刀具的硬度。
由于硬质合金具有高强度、高硬度和高脆性等特点,采用传统机械磨削时,磨削力大、磨削温度高、磨削效率低,导致砂轮极易钝化。
目前,先进的大口径超硬合金回转球面精密加工技术仅美国、德国、芬兰等少数国家掌握,因此,研究并掌握高硬、高精度合金球面的精密磨削技术就显得十分重要。
本文提出采用电火花与精密磨削复合加工技术,充分利用传统和非传统加工的优势,实现大口径超硬合金球阀内芯表面的高效、精密、清洁加工。
1.合金球体材料特性及磨削现状大型球阀内芯球体是以不锈钢为基体、在球体表面用超音速火焰等工艺方法喷涂WC或镍基合金粉末而制成的。
硬质合金具有硬度高、耐磨、强度和韧性较好、耐热、耐腐蚀等优良性能,因此,高硬度、高精度合金球面精密磨削加工的难点主要集中在3个方面:①合金球面硬度高,抗磨系数大,传统工艺加工难度大。
由于球面硬度超过60HRC,与普通合金刀具的硬度相当,抗磨系数大,若使用传统加工工艺和普通合金刀具进行加工,必然会使刀具急剧磨损,增大加工成本;②加工尺寸大,且尺寸、形状、表面精度要求极高。
高精、高硬合金球面零件大多数工作在高温、高压等极端条件下,密封性能要求极高,结构上基本采用整体式硬密封结构,即要求阀座与球体之间的配合是硬对硬的刚性配合;要保证球阀在高温、高压环境下不漏水、不漏气、不漏油,就对阀座与球体的配合精度、形状精度提出了极高的要求;③传统精密磨削加工效率低。
金刚石线锯超声复合加工系统设计与工艺研究近几年越来越多的新型材料被广泛应用,其中非金属脆硬材料的使用量和用途明显增大。
以陶瓷材料为代表,脆硬材料的优点为硬度高、耐磨、稳定性好、抗老化、耐环境腐蚀等。
本课题通过在往复式金刚石线锯切割加工的基础上施加进给方向的超声波振动,对该装置的切割机理进行了分析,并进行了加工工艺的实验研究,比较具有实际参考意义。
本文在电火花线切割机床本体结构的基础上,结合超声振动技术完成了该超声复合线锯切割装置的设计及切割工艺研究,主要内容如下:(1)建立金刚石颗粒与脆硬材料相互作用的力学模型,结合超声加工的振动理论,对材料去除的方式和理论切割效果进行预测。
(2)完成线锯切割装置机床本体的改进工作;完成超声波发生器的构建;完成夹心式陶瓷换能器的计算组装,完成锥形超声变幅杆的计算。
(3)为了进行材料的切割工艺研究,采用了一种可滑动夹具完成了压力恒定系统的设计;采用三维测力系统进行锯切力的测定方案设计。
(4)以耐磨氧化铝陶瓷为加工对象,通过改变锯切加工参数对脆硬材料进行切割实验,研究锯切参数对材料去除效率和质量的关系。
金刚石线锯超声复合切割装置完成后和实验装置设计后达到如下要求:机床本体调试时需要保证金刚石锯丝平稳的运动,通过数控编程可以实现金刚石锯丝在切割方向的自动进给、快速进退;机床主轴转速无级调节和线锯锯丝张力无级调节:有切削液自动循环装置。
超声发生器其具有频率可调、功率可调功能,同时具备电路保护和频率跟踪功能。
换能器和变幅杆安装完成后调试能够达到预期的振动效果,设计完成后超声振动频率为25kHz,功率为250W。
测力装置稳定可靠,记录数据无异常。
该装置主要的特点为采用了超声复合加工技术,施加超声和未施加超声振动的对比实验表明:施加超声后,材料的去除率提高1.5-2.5倍。
另外,切割实验还表明:金刚石线锯在去除工件表面材料的过程中,线锯的移动速度对其影响较大,主要表现为线锯速度的提高会同时增加材料的去除效率和改善材料的表面形貌;线锯和材料之间的压力增大会提高材料的切割效果,但是会使质量下降;数据显示侧向压力的大小和线锯与材料的锯切力是一致的,因此结合理论分析的结果可以认为锯切力的增大会提高材料去除效果。
旋转超声辅助微细电火花加工机床研制及实验研究
随着制造业的发展和技术的进步,对于微细加工的需求越来越迫切。
而电火花加工作为一种非接触式的加工方法,具有高精度、高表面质量等优点,被广泛应用于微细加工领域。
然而,在实际应用中,电火花加工也存在一些问题,如加工效率低、表面质量难以保证等。
为了解决这些问题,我们进行了旋转超声辅助微细电火花加工机床的研制及实验研究。
本研究基于传统的电火花加工机床,通过增加超声辅助装置和旋转工件的方式,提高了加工效率和表面质量。
首先,我们设计并制造了超声辅助装置,该装置能够通过超声波的振动将加工区域的金属屑排出,减少了电火花过程中的阻力,提高了加工效率。
其次,我们通过加装旋转装置,使工件可以旋转起来,从而实现了对加工区域的均匀磨损,提高了表面质量。
为了验证机床的性能,我们进行了一系列实验。
首先,我们选取了不同材料的工件,分别进行了传统电火花加工和旋转超声辅助微细电火花加工。
实验结果显示,相比传统电火花加工,旋转超声辅助微细电火花加工在加工效率和表面质量上均有显著提高。
其次,我们还对不同参数进行了优化,得到了最佳加工条件。
此外,我们还进行了实际应用的验证。
将该机床应用于微细零件的加工中,结果显示,旋转超声辅助微细电火花加工机床能够满足微细零件的加工需求,提高了加工效率和表面质量。
综上所述,通过旋转超声辅助微细电火花加工机床的研制及实验研究,我们成功提高了加工效率和表面质量。
该研究为微细加工领域的发展提供了一种新的解决方案,具有重要的应用价值和推广意义。
河南机电高等专科学校先进制造技术课程论文论文题目:超声波加工在复合加工中的实际应用分析系部:机械工程系专业:机械制造与自动化班级:机制122学生姓名:学号:指导教师:2014年11月3日摘要:通过对超声波和超声技术的解释举例,以及对超声复合技术的理解,更深入的体会超声波在超生复合技术中的应用,对超声复合的作用,起关键作用,对这一方面的认知和超声复合的定义。
关键词:超声波超声复合一超声波1.超声波定义我们知道,当物体振动时会发出声音。
科学家们将每秒钟振动的次数称为声音的频率,它的单位是赫兹。
我们人类耳朵能听到的声波频率为20~20,000赫兹。
因此,当物体的振动超过一定的频率,即高于人耳听阈上限时,人们便听不出来了,这样的声波称为“超声波”。
通常用于医学诊断的超声波频率为1~5兆赫。
超声波具有方向性好,穿透能力强,易于获得较集中的声能,在水中传播距离远等特点。
可用于测距,测速,清洗,焊接,碎石等虽然说人类听不出超声波,但不少动物却有此本领。
它们可以利用超声波“导航”、追捕食物,或避开危险物。
大家可能看到过夏天的夜晚有许多蝙蝠在庭院里来回飞翔,它们为什么在没有光亮的情况下飞翔而不会迷失方向呢?原因就是蝙蝠能发出2~10万赫兹的超声波,这好比是一座活动的“雷达站”。
蝙蝠正是利用这种“雷达”判断飞行前方是昆虫,或是障碍物的。
2.超声波的特点:1、超声波在传播时,方向性强,能量易于集中。
2、超声波能在各种不同媒质中传播,且可传播足够远的距离。
3、超声与传声媒质的相互作用适中,易于携带有关传声媒质状态的信息(诊断或对传声媒质产生效应。
(治疗)超声波是一种波动形式,它可以作为探测与负载信息的载体或媒介(如B超等用作诊断);超声波同时又是一种能量形式,当其强度超过一定值时,它就可以通过与传播超声波的媒质的相互作用,去影响,改变以致破坏后者的状态,性质及结构(用作治疗)。
3.超声波加工原理超声波加工是利用工具断面的超声振动,通过磨料悬浮液加工脆硬材料的一种成型方法,加工原理如图1.1所示。