盐雾测试标准【范本模板】
- 格式:doc
- 大小:91.50 KB
- 文档页数:5

盐雾实验条件
项目 配制时 试验中 备注
氯化钠溶液的浓度(g/l) 50 40~60 最好每天标不定一次
PH 6.5 6.5~7.2 收集后测定试验中的PH 值
压缩空压力(kgf/c ㎡) …… 1.00±0.01 连续不得中断
喷雾量(ml/80c ㎡/h) …… 1.0~2.0 应至少收集16 小时,求其平均值
压力桶温度(℃) …… 47±1
盐水桶温度(℃) …… 35±1
试验室温度(℃) …… 35±1 每天至少测两次,其间隔至少7 小时
试验室相对湿度 …… 85%以上 其他湿度由买卖双方协议之
试验时间 即由开始喷至终了的连续时间,或由
买卖双方协议之.
盐雾实验的判定标准
一、我司目前金手指的接收标准为8级以上二、为方便之,特制作对
照图样,如下:三、补充:
凡金手指上存在腐蚀点直径大于0.3mm,均视为不合格(我们判断时,
..........................若有比较大的点存在,即使很少,也视其不合格)另:以点的多少与大小进行分级如下表;
1 0
腐蚀点直径和≤0.2㎜ 9级 腐蚀点直径和≤0.4㎜
级
8级 腐蚀点直径和≤0.6㎜ 7级 腐蚀点直径和≥0.8㎜
6级 腐蚀点直径和≥1.0㎜ 5级 腐蚀点直径和≥1.2㎜
4级 腐蚀点直径和≥1.4㎜ 3级 腐蚀点直径和≤1.6㎜
2级 腐蚀点直径和≥1.8㎜ 1级 腐蚀点直径和≥2.0㎜
0级 腐蚀点直径和≥2.2㎜。

测试条件氯化钠浓度盐水PH值气压盐水桶温度压力桶温度试验标准评级标准样品编号
样品数量电镀/喷涂颜色
累计测试时间
标准要求测试时间
测试结果判定
不良描述
□合格 □不合格□合格 □不合格□合格 □不合格□合格 □不合格□合格 □不合格□合格 □不合格□合格 □不合格□合格 □不合格□合格 □不合格□合格 □不合格
测试员/日期:
GB/T3768-1976 GB/T6461-2002注:样品测试过程中,如果有15%的氧化,则判定测试不能通过。
测试过程中每24小时拍照记录。
测试记录照片以附件形式和报告编号一起存放。
审核/日期: 检测产品是否可以通过160小时5%中性连续喷雾盐雾试验(喷涂),120小时5%
中性连续喷雾盐雾试验(电镀)
常温5%的NACL溶液6.5-7.20.1-0.15MPA 35±2℃48±1℃
测试数量试验盐雾类别
测试时间2018年 月 日 时 至 2018 年 月 日 时
测试目的
宁波市爱使电器有限公司
盐雾试验测试报告 报告(订单)编号:
样品厂商/生产车间样品生产日期测试产品名称测试日期。

电镀产品盐雾测试标准
电镀产品盐雾测试是指将电镀产品放置在盐雾环境中进行测试,以评估其防腐
蚀性能。
盐雾测试是电镀产品质量控制的重要环节,也是客户对产品质量的重要检验标准之一。
本文将详细介绍电镀产品盐雾测试的标准及相关注意事项。
首先,电镀产品盐雾测试的标准应符合国家相关标准,如GB/T 10125-2012
《盐雾试验室技术条件》和GB/T 2423.17-2008《电工电子产品盐雾试验》等。
这
些标准规定了盐雾测试的试验条件、试验方法、试验设备、试验周期等内容,确保了测试的科学性和可靠性。
在进行电镀产品盐雾测试时,应注意以下几点,首先,要选择合适的测试设备
和试验条件,确保测试结果的准确性。
其次,应根据产品的具体材料和工艺特点,确定合理的测试周期和试验方法。
同时,还应注意测试样品的制备和标定,确保测试结果的可比性和可靠性。
另外,还需要注意测试过程中的环境控制和数据记录,避免外界因素对测试结
果的影响。
同时,要定期对测试设备进行维护和校准,确保测试的准确性和可靠性。
最后,要对测试结果进行合理的分析和评价,及时发现问题并采取相应的改进措施。
总之,电镀产品盐雾测试是评估产品防腐蚀性能的重要手段,其标准和注意事
项对产品质量控制至关重要。
只有严格遵循标准要求,合理设计测试方案,科学进行测试,才能确保产品质量的稳定和可靠。
希望本文所述内容能为相关从业人员提供一定的参考和帮助。
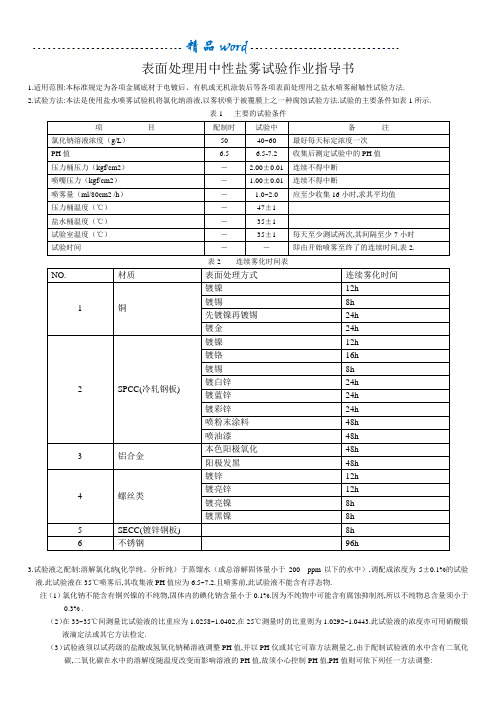
表面处理用中性盐雾试验作业指导书1.适用范围:本标准规定为各项金属底材于电镀后、有机或无机涂装后等各项表面处理用之盐水喷雾耐触性试验方法.2.试验方法:本法是使用盐水喷雾试验机将氯化纳溶液,以雾状喷于被覆膜上之一种腐蚀试验方法.试验的主要条件如表1所示.表1 主要的试验条件项目配制时试验中备注氯化钠溶液浓度(g/L)50 40~60 最好每天标定浓度一次PH值 6.5 6.5-7.2 收集后测定试验中的PH值压力桶压力(kgf/cm2)- 2.00±0.01 连续不得中断喷嘴压力(kgf/cm2)- 1.00±0.01 连续不得中断喷雾量(ml/80cm2 /h)- 1.0~2.0 应至少收集16小时,求其平均值压力桶温度(℃)-47±1盐水桶温度(℃)-35±1试验室温度(℃)-35±1 每天至少测试两次,其间隔至少7小时试验时间--即由开始喷雾至终了的连续时间,表2.表2 连续雾化时间表NO. 材质表面处理方式连续雾化时间1 铜镀镍12h 镀锡8h 先镀镍再镀锡24h 镀金24h2 SPCC(冷轧钢板) 镀镍12h 镀铬16h 镀锡8h 镀白锌24h 镀蓝锌24h 镀彩锌24h 喷粉末涂料48h 喷油漆48h3 铝合金本色阳极氧化48h 阳极发黑48h4 螺丝类镀锌12h 镀亮锌12h 镀亮镍8h 镀黑镍8h5 SECC(镀锌钢板) 8h6 不锈钢96h3.试验液之配制:溶解氯化纳(化学纯、分析纯)于蒸馏水(或总溶解固体量小于200 ppm以下的水中),调配成浓度为5±0.1%的试验液.此试验液在35℃喷雾后,其收集液PH值应为6.5~7.2.且喷雾前,此试验液不能含有浮态物.注(1)氯化钠不能含有铜兴镍的不纯物,固体内的碘化钠含量小于0.1%.因为不纯物中可能含有腐蚀抑制剂,所以不纯物总含量须小于0.3% .(2)在33~35℃间测量比试验液的比重应为1.0258~1.0402,在25℃测量时的比重则为1.0292~1.0443.此试验液的浓度亦可用硝酸银液滴定法或其它方法检定.(3)试验液须以试药级的盐酸或氢氧化钠稀溶液调整PH值,并以PH仪或其它可靠方法测量之,由于配制试验液的水中含有二氧化碳,二氧化碳在水中的溶解度随温度改变而影响溶液的PH值,故须小心控制PH值,PH值则可依下列任一方法调整:①常温配制试验液,于35℃喷雾,因为温度的升高而使部份二氧化碳逸出溶液而升高PH值.故在常温配制试验液时,PH值应调整在6.5内,才可以使收集液的PH值在6.5~7.2之间.②PH值调整前,使试验液先煮沸再冷至35℃,或维持在35℃温度48小时.如此调整的PH值在喷雾时,将不会产生太大的变化.③先将水加热至35℃以上,以去除溶解的二氧化碳,而后再调制试验液并调整PH值,如此在35℃喷雾时,所调整的PH值也不会产生太大的变化.(4)为避免喷雾嘴阻塞,此试验液须过滤或小心倾斜注入盐水桶,或于喷雾吸水管前端处装上玻璃筛过滤,盐雾测试仪每工作2000小时,需更换玻璃喷嘴.4.设备:本试验所需之设备为喷雾嘴、盐水桶、试验片支架、喷雾液收集容器、试验室、盐水[补给桶、压力桶、压缩空气之供给设备与排气设备等所构成,其装置如图1所示,并依照如下条件试验.4.1盐水喷雾试验机与其所需的管路应采用钝性材料,不能对喷雾之腐蚀试验有影响或本身被腐蚀者.4.2喷雾嘴不可直接将试验液喷向试样,喷雾室顶部聚集之溶液不得滴落在试验片上.4.3试验片滴下之试验液不可流回盐水桶,而再用于试验.4.4压缩空气不能含有油脂及灰尘,所以须有空气清净器.空气压力须保持在1.00±0.01kgf/cm2,因为压缩空气于膨胀时,有吸热现象,所以须事先有预热以增加压缩空气的温度与湿度,如附表2,以获取均一温度的喷雾.4.5喷雾采取器其水平采取面积为80cm2,直径约为10 cm,置于试验片附近(靠近喷嘴最近与最远之处的两个地方).4.6喷雾液量以整个时间计算,在采取容器上,应每小时平均可收集1.0至2.0ml之盐水溶液.喷雾液至少应收集16小时,以其平均值表不喷雾量.4.7试验中盐水桶,其氯化钠溶液浓度应维持40~60g/L,试验用盐液在1星期内没用完时,需作更换,如下次试验时间超过1星期时,需将试验室内部清洗,将试验盐液,加热水槽之水排出.4.8压力桶之温度须保持在47±1℃,盐水桶之温度在35±1℃.4.9试验室的相对湿度须保持在85%以上,更高的相对湿度的要求可与客户双方协议确定.4.10实验工作中,实验盖边口有实验雾气漏出时,需向密封水槽内加水,试验期间如超过1个月,需将热水槽内水更换.5.试样5.1采取位置:试样可从制品之主要表面采取或以制品本身做为试样.但如无法以制品试验或判定时,可以用试验片代替且此试验片必须能代表被测试制品.5.2 尺度:试验片之标准尺寸为150×70mm,或为100×65mm.5.3数目:试样之数目3-5PCS.5.4试验前处理5.4.1试样依镀层性质与清洁程度而须做适当清洗,不能使研磨剂及具有腐蚀或抑制作用之溶剂清洗,且清洗方法不得损伤表面.至于不锈钢试样使用硝酸清洗与钝化,试样经清净后(通过拔水性试验),以干净之布或吸水将水份擦干,或用无油之干燥空气吹干.不得已时,可使用氧化镁膏.此膏状物乃10g试药级氧化镁加入100mL的蒸馏水中.5.4.2 若非另有规定,否则试样切口及因挂色而造成底材露出部份,或因识别记号所造成镀层缺陷处于试验时应覆以合适之保护层.如硬蜡(ceresin wax),乙烯胶带等绝缘物.5.4.3 手纹污染会造成严重的不良试验结果,试样于清净后不得有任何手纹的污染.6.试样之置放:试验中,试验室内之试样的位置符合以下列条件:6.1试样之主要表面与铅垂线成15度至30度之倾斜,又自试验室上方俯视时应与喷雾之主要流动方向平行.特殊零件具有很多方向的主要表面,需要同时测试时,可取多件试样置放,务必使每个主要表面能同时接受盐水的喷雾.6.2试样之排列,应使喷雾自由地落至全部试片上,不应防碍喷雾之自由落下.6.3试样不可互相接触,也不可接触到金属性导体或有毛细现象作用之物质,以及其它支持架以外之物.6.4盐水溶液勿从一个试样滴流至其它试样上.6.5试样识别记号或装配孔应覆于下方.7.操作:试验室及盐水桶之温度调整至摄氏35度,压力桶之温度为摄氏47度,喷雾压力保持在1.00±0.01kgf/cm2 时,即可开始喷雾.7.1试验条件:试验条件如表1.7.2试验时间:为自喷雾开始至终了之连续时间如表2.试验时间为涂层的一重要质量数据,其所需时间可与客户协议.7.3试验后处理:喷雾试验完毕,开启试验室上盖时,勿使溶液滴下而小心取出试样,不得损伤主要表面,迅速以低于38℃之清水洗去粘附之盐粒,用毛刷或海棉去除腐蚀点以外之腐蚀生成物,并立即以干净压缩空气干燥之.8.记录:本试验应有下列之记录:(附表2为参考性记录表)8.1配制盐水时,所使用的盐与水的质量.8.2试验温度记录.8.3喷雾采取器的装置,每天应如下列记录:8.3.1喷雾量8.3.2收集溶液在室温时的比重或浓度8.3.3收集溶液的PH值8.4 试样的种类、形状、尺度与数目.8.5 试样的前处理清洗与处理清洗的方法.8.6 试样于试验室内的置放方法.8.7 依第5.4.2节所用的被覆方法.8.8喷雾时间.8.9试验时间若有中断,则须记录其中断的原因与时间.8.10 其它检查的所有结果.9.判定方法:9.1腐蚀评级9.1.1根据腐蚀缺陷所占总面积的百分数,按公式Rp = 3 ( 2 - LogA )得出腐蚀缺陷面积与腐蚀评级的关系,与表3对照得出结论,或与客户商议方法判定.表3 腐蚀评级标准缺陷面积A(%) 腐蚀评级 R p无缺陷100<A ≤ 0.1 90.1<A ≤ 0.25 80.25<A ≤ 0.5 70.5<A ≤ 1.0 61.0<A ≤2.5 52.5<A ≤ 5.0 45.0<A ≤ 10 310<A ≤ 25 225<A ≤ 50 150<A0注(1)Rp:腐蚀的评级数,化整到最接近的整数;A:机体金属腐蚀所占总面积的百分数,如表3所示.(2)对缺陷面积极小(如小于0.046%)的试样,如果按照上述公式计算,将导致评级大于10,因此上述公式仅适用于A 0.046%的试样;(3)在某些情况下,可能难以计算出准确的面积,尤其是深度加工的试样,如螺纹、孔等,在这种情况下检查者要尽可能精确的估计此面积;(4)对于SECC(镀锌钢板)在进行缺陷面积计算时,试件加工的切口处可以不计在内;(5)在计算缺陷面积时涉及到的“总面积”是指试件在箱体内喷雾所能覆盖到的试验面积,其它所不能覆盖的面积不计在内;9.1.2试验结果的判定9.1.2.1Rp=9-10的试验结果可以直接通过;9.1.2.2Rp=7-8的试验结果,如果没有用户特殊的要求,可以让步接收;9.1.2.3Rp=3-6的试验结果,需要相关职能部门进行评估,然后根据评估的结果进行判断;9.1.2.4Rp=0-2的试验结果,则判为不合格;9.2金属涂层表面评级9.2.1目测后与表4对照得出结论或与客户商议方法判定.表4 覆盖层破坏类型的分类评级描述A 覆盖层损坏所致的斑点的(或)颜色变化(与明显的基体金属腐蚀产物的颜色不同)B 很难看得见,甚至看不见的覆盖层腐蚀所致的发暗C 阳极性覆盖层的腐蚀产物D 阳极性覆盖层的腐蚀产物E 表面点蚀(腐蚀坑可能未扩展到基体金属)F 碎落,起皮,剥落G 鼓泡H 开裂I 龟裂J 鸡爪状或星状缺陷9.2.2试验结果的判定9.2.2.1A、B的试验结果可以直接通过;9.2.2.2C、D的试验结果,如果没有用户特殊的要求,可以让步接收;9.2.2.3E、F试验结果,需要相关职能部门进行评估,然后根据评估的结果进行判断;9.2.2.4G、H、I的试验结果,则判为不合格;9.3油漆涂层表面评级9.3.1目测后与表5对照得出结论或与客户商议方法判定.表5 油漆涂层腐蚀程度对照表评级简述判定标准一级轻微变色漆膜无气泡、生锈、脱落、点蚀、裂纹等现象二级明显变色漆膜表面起微泡面积小于50%;局部小泡面积在4%以下;中泡面积在1%以下;锈点直径在0.5mm以下;漆膜无脱落三级严重变色漆膜表面起微泡面积超过50%;小泡面积在5%以上;出现大泡锈点面积在2%以上;漆膜出现脱落现象9.3.2试验结果的判定9.3.2.1一级可以直接通过;9.3.2.2二级如果没有用户特殊的要求,可以让步接收;9.3.2.3三级则判为不合格;;注:(1)气泡面积计算:使用百分格板,其中百分之一的面积只要起泡,则算为1%的面积,余此类推,气泡等级如下:微泡:肉眼仅可看见者;小泡:肉眼明显可见,直径在0.5mm以下;中泡:直径0.6~1mm;大泡:直径1.1mm以上;(2)板的四周边缘(包括封边在内)及孔周围5mm不考核,对外来因素引起的破坏现象不作计算;(3)生白锈面积10%以下合格,红锈全面不合格;(4)漆膜破坏现象凡符合上表规定等级中的任何一条,即属该等级;附表1 35℃喷雾试验时,压缩空气的压力与所需的预热温度压缩空气压力(kPa ) 84 98 111 126 ( kgf/cm2 ) 0.86 1.00 1.14 1.29所需.预热温度(℃). 46 47 48 49 备考:1kpa-0.4 psi附表2:盐水喷雾试验纪录表试验日期年月日试验号码:试验时间: 日: 至日: 共计小时(喷雾时间)试验若有中断,其原因为:1.氯化钠品质2.蒸馏水品质3.喷雾采取器: mL /80cm/h3.1 喷雾量3.2 收集溶液在室温的比重或浓度3.3 PH4.试样:4.1 种类4.2 形状4.3 尺度4.4 数目5.压缩空气压力Kgf/cm6.试验室相对湿度7.试验室温度℃8.压力桶温度℃9.盐水桶温度℃10.其它判定: 1.依标准图判定:2.依其它方法判定:试验员:。


表面处理用中性盐雾试验作业指导书1.适用范围:本标准规定为各项金属底材于电镀后、有机或无机涂装后等各项表面处理用之盐水喷雾耐触性试验方法2•试验方法:本法是使用盐水喷雾试验机将氯化纳溶液,以雾状喷于被覆膜上之一种腐蚀试验方法•试验的主要条件如表1所示.3•试验液之配制:溶解氯化纳(化学纯、分析纯)于蒸馏水(或总溶解固体量小于200 ppm以下的水中),调配成浓度为5± 0.1%的试验液•此试验液在35 'C喷雾后,其收集液PH值应为6.5〜72且喷雾前,此试验液不能含有浮态物.注(1)氯化钠不能含有铜兴镍的不纯物,固体内的碘化钠含量小于0.1%.因为不纯物中可能含有腐蚀抑制剂,所以不纯物总含量须小于0.3% .(2)在33~35C间测量比试验液的比重应为 1.0258〜1.0402,在25C测量时的比重则为 1.0292〜1.0443.此试验液的浓度亦可用硝酸银液滴定法或其它方法检定.(3)试验液须以试药级的盐酸或氢氧化钠稀溶液调整PH值,并以PH仪或其它可靠方法测量之,由于配制试验液的水中含有二氧化碳,二氧化碳在水中的溶解度随温度改变而影响溶液的PH值,故须小心控制PH值,PH值则可依下列任一方法调整:①常温配制试验液,于35 C喷雾,因为温度的升高而使部份二氧化碳逸出溶液而升高PH值.故在常温配制试验液时,PH值应调整在6.5内,才可以使收集液的 PH值在6.5~7.2之间.②PH值调整前,使试验液先煮沸再冷至 35 C,或维持在35C温度48小时.如此调整的PH值在喷雾时,将不会产生太大的变化.③先将水加热至35 'C以上,以去除溶解的二氧化碳,而后再调制试验液并调整PH值,如此在35 'C喷雾时,所调整的PH值也不会产生太大的变化.(4)为避免喷雾嘴阻塞,此试验液须过滤或小心倾斜注入盐水桶,或于喷雾吸水管前端处装上玻璃筛过滤,盐雾测试仪每工作 2000小时,需更换玻璃喷嘴.4.设备:本试验所需之设备为喷雾嘴、盐水桶、试验片支架、喷雾液收集容器、试验室、盐水[补给桶、压力桶、压缩空气之供给设备与排气设备等所构成,其装置如图1所示,并依照如下条件试验.4.1盐水喷雾试验机与其所需的管路应采用钝性材料,不能对喷雾之腐蚀试验有影响或本身被腐蚀者.4.2喷雾嘴不可直接将试验液喷向试样,喷雾室顶部聚集之溶液不得滴落在试验片上.4.3试验片滴下之试验液不可流回盐水桶,而再用于试验.4.4压缩空气不能含有油脂及灰尘,所以须有空气清净器.空气压力须保持在 1.00± 0.01kgf/cm2,因为压缩空气于膨胀时,有吸热现象,所以须事先有预热以增加压缩空气的温度与湿度,如附表2,以获取均一温度的喷雾.4.5喷雾采取器其水平采取面积为80cm2,直径约为10 cm,置于试验片附近(靠近喷嘴最近与最远之处的两个地方)4.6喷雾液量以整个时间计算,在采取容器上,应每小时平均可收集1.0至2.0ml之盐水溶液.喷雾液至少应收集16小时,以其平均值表不喷雾量.4.7试验中盐水桶,其氯化钠溶液浓度应维持40〜60g/L,试验用盐液在1星期内没用完时,需作更换,如下次试验时间超过1星期时,需将试验室内部清洗,将试验盐液,加热水槽之水排出.4.8压力桶之温度须保持在47 ± 1C,盐水桶之温度在35± 1C .4.9试验室的相对湿度须保持在85%以上,更高的相对湿度的要求可与客户双方协议确定.4.10实验工作中,实验盖边口有实验雾气漏出时,需向密封水槽内加水,试验期间如超过1个月,需将热水槽内水更换.5.试样5.1采取位置:试样可从制品之主要表面采取或以制品本身做为试样.但如无法以制品试验或判定时,可以用试验片代替且此试验片必须能代表被测试制品.5.2尺度:试验片之标准尺寸为 150 X70mm,或为100 >65mm.5.3数目:试样之数目3-5PCS.5.4试验前处理5.4.1试样依镀层性质与清洁程度而须做适当清洗,不能使研磨剂及具有腐蚀或抑制作用之溶剂清洗,且清洗方法不得损伤表面.至于不锈钢试样使用硝酸清洗与钝化,试样经清净后(通过拔水性试验),以干净之布或吸水将水份擦干,或用无油之干燥空气吹干.不得已时,可使用氧化镁膏.此膏状物乃10g试药级氧化镁加入100mL的蒸馏水中.5.4.2若非另有规定,否则试样切口及因挂色而造成底材露出部份,或因识别记号所造成镀层缺陷处于试验时应覆以合适之保护层.如硬蜡(ceresin wax),乙烯胶带等绝缘物.5.4.3手纹污染会造成严重的不良试验结果,试样于清净后不得有任何手纹的污染6.试样之置放:试验中,试验室内之试样的位置符合以下列条件:6.1试样之主要表面与铅垂线成15度至30度之倾斜,又自试验室上方俯视时应与喷雾之主要流动方向平行.特殊零件具有很多方向的主要表面,需要同时测试时,可取多件试样置放,务必使每个主要表面能同时接受盐水的喷雾.6.2试样之排列,应使喷雾自由地落至全部试片上,不应防碍喷雾之自由落下.6.3试样不可互相接触,也不可接触到金属性导体或有毛细现象作用之物质,以及其它支持架以外之物.6.4盐水溶液勿从一个试样滴流至其它试样上6.5试样识别记号或装配孔应覆于下方.7.操作:试验室及盐水桶之温度调整至摄氏35度,压力桶之温度为摄氏 47度,喷雾压力保持在1.00 ±0.01kgf/cm2时,即可开始喷雾.7.1试验条件:试验条件如表1.7.2试验时间:为自喷雾开始至终了之连续时间如表 2.试验时间为涂层的一重要质量数据,其所需时间可与客户协议.7.3试验后处理:喷雾试验完毕,开启试验室上盖时,勿使溶液滴下而小心取出试样,不得损伤主要表面,迅速以低于38C之清水洗去粘附之盐粒,用毛刷或海棉去除腐蚀点以外之腐蚀生成物,并立即以干净压缩空气干燥之.8.记录:本试验应有下列之记录:(附表2为参考性记录表)8.1配制盐水时,所使用的盐与水的质量.8.2试验温度记录.8.3喷雾采取器的装置,每天应如下列记录:8.3.1喷雾量8.3.2收集溶液在室温时的比重或浓度8.3.3收集溶液的PH值8.4试样的种类、形状、尺度与数目.8.5试样的前处理清洗与处理清洗的方法.8.6试样于试验室内的置放方法.8.7依第5.4.2节所用的被覆方法.8.8喷雾时间.8.9试验时间若有中断,则须记录其中断的原因与时间.8.10其它检查的所有结果.9.判定方法:9.1腐蚀评级9.1.1根据腐蚀缺陷所占总面积的百分数,按公式Rp = 3 ( 2 -LogA ) 得出腐蚀缺陷面积与腐蚀评级的关系,与表3对照得出结论或与客户商议方法判定.表3注(1)Rp:腐蚀的评级数,化整到最接近的整数;A:机体金属腐蚀所占总面积的百分数,如表3所示.(2)对缺陷面积极小(如小于 0.046 %)的试样,如果按照上述公式计算,将导致评级大于10,因此上述公式仅适用于A 0.046%的试样;(3)在某些情况下,可能难以计算岀准确的面积,尤其是深度加工的试样,如螺纹、孔等,在这种情况下检查者要尽可能精确的估计此面积;(4)对于SECC(镀锌钢板)在进行缺陷面积计算时,试件加工的切口处可以不计在内;(5)在计算缺陷面积时涉及到的“总面积”是指试件在箱体内喷雾所能覆盖到的试验面积,其它所不能覆盖的面积不计在内;9.1.2试验结果的判定9.1.2.1Rp=9-10的试验结果可以直接通过;9.1.2.2Rp=7-8的试验结果,如果没有用户特殊的要求,可以让步接收;9.1.2.3Rp=3-6的试验结果,需要相关职能部门进行评估,然后根据评估的结果进行判断;9.1.2.4Rp=0-2的试验结果,则判为不合格;9.2金属涂层表面评级9.2.1目测后与表4对照得岀结论或与客户商议方法判定.922试验结果的判定9.2.2.1A、B的试验结果可以直接通过;9.2.2.2C、D的试验结果,如果没有用户特殊的要求,可以让步接收;9.2.2.3E、F试验结果,需要相关职能部门进行评估,然后根据评估的结果进行判断;9.2.2.4G、H I的试验结果,则判为不合格;9.3油漆涂层表面评级9.3.1目测后与表5对照得岀结论或与客户商议方法判定.9.3.2.1 一级可以直接通过;9.3.2.2二级如果没有用户特殊的要求,可以让步接收;9.3.2.3三级则判为不合格;;注:(1 )气泡面积计算:使用百分格板,其中百分之一的面积只要起泡,则算为1%的面积,余此类推,气泡等级如下:微泡:肉眼仅可看见者;小泡:肉眼明显可见,直径在 0.5mm以下;中泡:直径 0.6〜1mm;大泡:直径1.1mm 以上;(2)板的四周边缘(包括封边在内)及孔周围5mm不考核,对外来因素引起的破坏现象不作计算;(3)生白锈面积10%以下合格,红锈全面不合格;(4)漆膜破坏现象凡符合上表规定等级中的任何一条,即属该等级;附表1 35 C喷雾试验时,压缩空气的压力与所需的预热温度备考:1kpa-0.4 psi附表2:盐水喷雾试验纪录表2.依其它方法判定试验员:。
表面处理用中性盐雾试验作业指导书1.适用范围:本标准规定为各项金属底材于电镀后、有机或无机涂装后等各项表面处理用之盐水喷雾耐触性试验方法.2.试验方法:本法是使用盐水喷雾试验机将氯化纳溶液,以雾状喷于被覆膜上之一种腐蚀试验方法.试验的主要条件如表1所示.表1主要的试验条件3.试验液之配制:溶解氯化纳(化学纯、分析纯)于蒸馏水(或总溶解固体量小于200ppm以下的水中),调配成浓度为5±0.1%的试验液.此试验液在35℃喷雾后,其收集液PH值应为6.5~7.2.且喷雾前,此试验液不能含有浮态物.注(1)氯化钠不能含有铜兴镍的不纯物,固体内的碘化钠含量小于0.1%.因为不纯物中可能含有腐蚀抑制剂,所以不纯物总含量须小于0.3%.(2)在33~35℃间测量比试验液的比重应为1.0258~1.0402,在25℃测量时的比重则为1.0292~1.0443.此试验液的浓度亦可用硝酸银液滴定法或其它方法检定.(3)试验液须以试药级的盐酸或氢氧化钠稀溶液调整PH值,并以PH仪或其它可靠方法测量之,由于配制试验液的水中含有二氧化碳,二氧化碳在水中的溶解度随温度改变而影响溶液的PH值,故须小心控制PH值,PH值则可依下列任一方法调整:①常温配制试验液,于35℃喷雾,因为温度的升高而使部份二氧化碳逸出溶液而升高PH值.故在常温配制试验液时,PH值应调整在6.5内,才可以使收集液的PH值在6.5~7.2之间.②PH值调整前,使试验液先煮沸再冷至35℃,或维持在35℃温度48小时.如此调整的PH值在喷雾时,将不会产生太大的变化.35℃喷雾时,,盐4.设备:.4.4.4.5.4.6164.7可以用试验5.4试验前处理5.4.1试样依镀层性质与清洁程度而须做适当清洗,不能使研磨剂及具有腐蚀或抑制作用之溶剂清洗,且清洗方法不得损伤表面.至于不锈钢试样使用硝酸清洗与钝化,试样经清净后(通过拔水性试验),以干净之布或吸水将水份擦干,或用无油之干燥空气吹干.不得已时,可使用氧化镁膏.此膏状物乃10g试药级氧化镁加入100mL的蒸馏水中.5.4.2若非另有规定,否则试样切口及因挂色而造成底材露出部份,或因识别记号所造成镀层缺陷处于试验时应覆以合适之保护层.如硬蜡(ceresinwax),乙烯胶带等绝缘物.5.4.3手纹污染会造成严重的不良试验结果,试样于清净后不得有任何手纹的污染.6.试样之置放:试验中,试验室内之试样的位置符合以下列条件:6.1试样之主要表面与铅垂线成15度至30度之倾斜,又自试验室上方俯视时应与喷雾之主要流动方向平行.特殊零件具有很多方向的主要表面,需要同时测试时,可取多件试样置放,务必使每个主要表面能同时接受盐水的喷雾.6.2试样之排列,应使喷雾自由地落至全部试片上,不应防碍喷雾之自由落下.6.3试样不可互相接触,也不可接触到金属性导体或有毛细现象作用之物质,以及其它支持架以外之物.6.4盐水溶液勿从一个试样滴流至其它试样上.6.5试样识别记号或装配孔应覆于下方.7.操作:试验室及盐水桶之温度调整至摄氏35度,压力桶之温度为摄氏47度,喷雾压力保持在1.00±0.01kgf/cm2时,即可开始喷雾.7.1试验条件:试验条件如表1.7.2试验时间:为自喷雾开始至终了之连续时间如表2.试验时间为涂层的一重要质量数据,其所需时间可与客户协议.7.3试验后处理:喷雾试验完毕,开启试验室上盖时,勿使溶液滴下而小心取出试样,不得损伤主要表面,迅速以低于38℃之清水洗去粘附之盐粒,用毛刷或海棉去除腐蚀点以外之腐蚀生成物,并立即以干净压缩空气干燥之.,与表3注(1)Rp:腐蚀的评级数,化整到最接近的整数;A:机体金属腐蚀所占总面积的百分数,如表3所示.(2)对缺陷面积极小(如小于0.046%)的试样,如果按照上述公式计算,将导致评级大于10,因此上述公式仅适用于A 0.046%的试样;(3)在某些情况下,可能难以计算出准确的面积,尤其是深度加工的试样,如螺纹、孔等,在这种情况下检查者要尽可能精确的估计此面积;(4)对于SECC(镀锌钢板)在进行缺陷面积计算时,试件加工的切口处可以不计在内;(5)在计算缺陷面积时涉及到的“总面积”是指试件在箱体内喷雾所能覆盖到的试验面积,其它所不能覆盖的面积不计在内;9.1.2试验结果的判定9.1.2.1Rp=9-10的试验结果可以直接通过;9.1.2.2Rp=7-8的试验结果,如果没有用户特殊的要求,可以让步接收;9.1.2.3Rp=3-6的试验结果,需要相关职能部门进行评估,然后根据评估的结果进行判断;9.1.2.4Rp=0-2的试验结果,则判为不合格;9.2金属涂层表面评级9.2.1目测后与表4对照得出结论或与客户商议方法判定.9.3.2.1一级可以直接通过;9.3.2.2二级如果没有用户特殊的要求,可以让步接收;9.3.2.3三级则判为不合格;;注:(1)气泡面积计算:使用百分格板,其中百分之一的面积只要起泡,则算为1%的面积,余此类推,气泡等级如下:微泡:肉眼仅可看见者;小泡:肉眼明显可见,直径在0.5mm以下;中泡:直径0.6~1mm;大泡:直径1.1mm以上;(2)板的四周边缘(包括封边在内)及孔周围5mm不考核,对外来因素引起的破坏现象不作计算;(3)生白锈面积10%以下合格,红锈全面不合格;(4)漆膜破坏现象凡符合上表规定等级中的任何一条,即属该等级;(5)附表135℃喷雾试验时,压缩空气的压力与所需的预热温度备考:1kpa-0.4psi附表2:盐水喷雾试验纪录表。
表面处理用中性盐雾试验作业指导书1.适用范围:本标准规定为各项金属底材于电镀后、有机或无机涂装后等各项表面处理用之盐水喷雾耐触性试验方法.2.试验方法:本法是使用盐水喷雾试验机将氯化纳溶液,以雾状喷于被覆膜上之一种腐蚀试验方法.试验的主要条件如表1所示.表1 主要的试验条件表2 连续雾化时间表3.试验液之配制:溶解氯化纳(化学纯、分析纯)于蒸馏水(或总溶解固体量小于200 ppm以下的水中),调配成浓度为5±0.1%的试验液.此试验液在35℃喷雾后,其收集液PH值应为6.5~7.2.且喷雾前,此试验液不能含有浮态物.注(1)氯化钠不能含有铜兴镍的不纯物,固体内的碘化钠含量小于0.1%.因为不纯物中可能含有腐蚀抑制剂,所以不纯物总含量须小于0.3% .(2)在33~35℃间测量比试验液的比重应为1.0258~1.0402,在25℃测量时的比重则为1.0292~1.0443.此试验液的浓度亦可用硝酸银液滴定法或其它方法检定.(3)试验液须以试药级的盐酸或氢氧化钠稀溶液调整PH值,并以PH仪或其它可靠方法测量之,由于配制试验液的水中含有二氧化碳,二氧化碳在水中的溶解度随温度改变而影响溶液的PH值,故须小心控制PH值,PH值则可依下列任一方法调整:①常温配制试验液,于35℃喷雾,因为温度的升高而使部份二氧化碳逸出溶液而升高PH值.故在常温配制试验液时,PH值应调整在6.5内,才可以使收集液的PH值在6.5~7.2之间.②PH值调整前,使试验液先煮沸再冷至35℃,或维持在35℃温度48小时.如此调整的PH值在喷雾时,将不会产生太大的变化.③先将水加热至35℃以上,以去除溶解的二氧化碳,而后再调制试验液并调整PH值,如此在35℃喷雾时,所调整的PH值也不会产生太大的变化.(4)为避免喷雾嘴阻塞,此试验液须过滤或小心倾斜注入盐水桶,或于喷雾吸水管前端处装上玻璃筛过滤,盐雾测试仪每工作2000小时,需更换玻璃喷嘴.4.设备:本试验所需之设备为喷雾嘴、盐水桶、试验片支架、喷雾液收集容器、试验室、盐水[补给桶、压力桶、压缩空气之供给设备与排气设备等所构成,其装置如图1所示,并依照如下条件试验.4.1盐水喷雾试验机与其所需的管路应采用钝性材料,不能对喷雾之腐蚀试验有影响或本身被腐蚀者.4.2喷雾嘴不可直接将试验液喷向试样,喷雾室顶部聚集之溶液不得滴落在试验片上.4.3试验片滴下之试验液不可流回盐水桶,而再用于试验.4.4压缩空气不能含有油脂及灰尘,所以须有空气清净器.空气压力须保持在1.00±0.01kgf/cm2,因为压缩空气于膨胀时,有吸热现象,所以须事先有预热以增加压缩空气的温度与湿度,如附表2,以获取均一温度的喷雾.4.5喷雾采取器其水平采取面积为80cm2,直径约为10 cm,置于试验片附近(靠近喷嘴最近与最远之处的两个地方).4.6喷雾液量以整个时间计算,在采取容器上,应每小时平均可收集1.0至2.0ml之盐水溶液.喷雾液至少应收集16小时,以其平均值表不喷雾量.4.7试验中盐水桶,其氯化钠溶液浓度应维持40~60g/L,试验用盐液在1星期内没用完时,需作更换,如下次试验时间超过1星期时,需将试验室内部清洗,将试验盐液,加热水槽之水排出.4.8压力桶之温度须保持在47±1℃,盐水桶之温度在35±1℃.4.9试验室的相对湿度须保持在85%以上,更高的相对湿度的要求可与客户双方协议确定.4.10实验工作中,实验盖边口有实验雾气漏出时,需向密封水槽内加水,试验期间如超过1个月,需将热水槽内水更换.5.试样5.1采取位置:试样可从制品之主要表面采取或以制品本身做为试样.但如无法以制品试验或判定时,可以用试验片代替且此试验片必须能代表被测试制品.5.2 尺度:试验片之标准尺寸为150×70mm,或为100×65mm.5.3数目:试样之数目3-5PCS.5.4试验前处理5.4.1试样依镀层性质与清洁程度而须做适当清洗,不能使研磨剂及具有腐蚀或抑制作用之溶剂清洗,且清洗方法不得损伤表面.至于不锈钢试样使用硝酸清洗与钝化,试样经清净后(通过拔水性试验),以干净之布或吸水将水份擦干,或用无油之干燥空气吹干.不得已时,可使用氧化镁膏.此膏状物乃10g试药级氧化镁加入100mL的蒸馏水中.5.4.2 若非另有规定,否则试样切口及因挂色而造成底材露出部份,或因识别记号所造成镀层缺陷处于试验时应覆以合适之保护层.如硬蜡(ceresin wax),乙烯胶带等绝缘物.5.4.3 手纹污染会造成严重的不良试验结果,试样于清净后不得有任何手纹的污染.6.试样之置放:试验中,试验室内之试样的位置符合以下列条件:6.1试样之主要表面与铅垂线成15度至30度之倾斜,又自试验室上方俯视时应与喷雾之主要流动方向平行.特殊零件具有很多方向的主要表面,需要同时测试时,可取多件试样置放,务必使每个主要表面能同时接受盐水的喷雾.6.2试样之排列,应使喷雾自由地落至全部试片上,不应防碍喷雾之自由落下.6.3试样不可互相接触,也不可接触到金属性导体或有毛细现象作用之物质,以及其它支持架以外之物.6.4盐水溶液勿从一个试样滴流至其它试样上.6.5试样识别记号或装配孔应覆于下方.7.操作:试验室及盐水桶之温度调整至摄氏35度,压力桶之温度为摄氏47度,喷雾压力保持在1.00±0.01kgf/cm2 时,即可开始喷雾.7.1试验条件:试验条件如表1.7.2试验时间:为自喷雾开始至终了之连续时间如表2.试验时间为涂层的一重要质量数据,其所需时间可与客户协议.7.3试验后处理:喷雾试验完毕,开启试验室上盖时,勿使溶液滴下而小心取出试样,不得损伤主要表面,迅速以低于38℃之清水洗去粘附之盐粒,用毛刷或海棉去除腐蚀点以外之腐蚀生成物,并立即以干净压缩空气干燥之.8.记录:本试验应有下列之记录:(附表2为参考性记录表)8.1配制盐水时,所使用的盐与水的质量.8.2试验温度记录.8.3喷雾采取器的装置,每天应如下列记录:8.3.1喷雾量8.3.2收集溶液在室温时的比重或浓度8.3.3收集溶液的PH值8.4 试样的种类、形状、尺度与数目.8.5 试样的前处理清洗与处理清洗的方法.8.6 试样于试验室内的置放方法.8.7 依第5.4.2节所用的被覆方法.8.8喷雾时间.8.9试验时间若有中断,则须记录其中断的原因与时间.8.10 其它检查的所有结果.9.判定方法:9.1腐蚀评级9.1.1根据腐蚀缺陷所占总面积的百分数,按公式Rp = 3 ( 2 - LogA )得出腐蚀缺陷面积与腐蚀评级的关系,与表3对照得出结论,或与客户商议方法判定.表3 腐蚀评级标准注(1)Rp:腐蚀的评级数,化整到最接近的整数;A:机体金属腐蚀所占总面积的百分数,如表3所示.(2)对缺陷面积极小(如小于0.046%)的试样,如果按照上述公式计算,将导致评级大于10,因此上述公式仅适用于A 0.046%的试样;(3)在某些情况下,可能难以计算出准确的面积,尤其是深度加工的试样,如螺纹、孔等,在这种情况下检查者要尽可能精确的估计此面积;(4)对于SECC(镀锌钢板)在进行缺陷面积计算时,试件加工的切口处可以不计在内;(5)在计算缺陷面积时涉及到的“总面积”是指试件在箱体内喷雾所能覆盖到的试验面积,其它所不能覆盖的面积不计在内;9.1.2试验结果的判定9.1.2.1Rp=9-10的试验结果可以直接通过;9.1.2.2Rp=7-8的试验结果,如果没有用户特殊的要求,可以让步接收;9.1.2.3Rp=3-6的试验结果,需要相关职能部门进行评估,然后根据评估的结果进行判断;9.1.2.4Rp=0-2的试验结果,则判为不合格;9.2金属涂层表面评级9.2.1目测后与表4对照得出结论或与客户商议方法判定.表4 覆盖层破坏类型的分类9.2.2试验结果的判定9.2.2.1A、B的试验结果可以直接通过;9.2.2.2C、D的试验结果,如果没有用户特殊的要求,可以让步接收;9.2.2.3E、F试验结果,需要相关职能部门进行评估,然后根据评估的结果进行判断;9.2.2.4G、H、I的试验结果,则判为不合格;9.3油漆涂层表面评级9.3.1目测后与表5对照得出结论或与客户商议方法判定.表5 油漆涂层腐蚀程度对照表9.3.2试验结果的判定9.3.2.1一级可以直接通过;9.3.2.2二级如果没有用户特殊的要求,可以让步接收;9.3.2.3三级则判为不合格;;注:(1)气泡面积计算:使用百分格板,其中百分之一的面积只要起泡,则算为1%的面积,余此类推,气泡等级如下:微泡:肉眼仅可看见者;小泡:肉眼明显可见,直径在0.5mm以下;中泡:直径0.6~1mm;大泡:直径1.1mm以上;(2)板的四周边缘(包括封边在内)及孔周围5mm不考核,对外来因素引起的破坏现象不作计算;(3)生白锈面积10%以下合格,红锈全面不合格;(4)漆膜破坏现象凡符合上表规定等级中的任何一条,即属该等级;(5)附表1 35℃喷雾试验时,压缩空气的压力与所需的预热温度备考:1kpa-0.4 psi附表2:盐水喷雾试验纪录表。
盐雾试验验收标准(共8页) -本页仅作为预览文档封面,使用时请删除本页-盐雾试验方法和判定标准目录索引1.总则 (2)2.引用标准 (2)3.试验设备 (2)4.试验条件 (3)5.试件的放置 (4)6.试件的初始检测 (4)7.试件的预处理 (5)8.试验程序 (5)9.试验完成后的试样处理 (5)10.最终检测 (5)11.试验结果的判定 (6)12.试验报告 (7)13.图片对照参考81.总则目的为规范金属结构件的中性盐雾试验(NSS)的方法和判定标准而制定本规范。
适用该规范适用本公司所有金属结构件和紧固件的试验方法和判定标准。
职责IQC负责提出测试申请和提供测试样品;试验员负责根据样品材质和表面处理方式制定测试方案,并负责实施。
试验员负责测试报告的编制和测试结果的判定。
品质工程师负责报告的审核和最终判定。
2.引用标准GB/T10125-1997 人造气氛腐蚀试验,盐雾试验;QC/T625-1999 汽车用涂镀层和化学处理层;GB/ 紧固件电镀层;Corrosion of metals and alloys——accelerated testing involving cyclic exposure to salt mist,” dry” and “wet” condition;3.试验设备本试验所需设备为喷雾嘴、盐水桶、试验片支援架、喷雾液收集容器、试验室(1)、盐水补给桶、压力桶、压缩空气之供给设备与排气设备等所构成 ,并依照如下条件试验。
注(1):试验室大小, 须在以上。
盐水喷雾试验机与其所需的管路应采用纯性材料, 不能对喷雾腐蚀试验有影响或本身被腐蚀者;喷雾嘴不可直接将试验液喷向试样, 喷雾室顶部聚集的溶液不得滴落在试样上;试样滴落的试验液体不可流回盐水桶而再用于试验;压缩空气不能含有油脂及灰尘;空气压力须保持在cm2 因为压缩空气于膨胀时, 有吸热现象, 所以须事先有预热(2)如下附表,以获取均一温度的喷雾。
表面处理用中性盐雾试验作业指导书1。
适用范围:本标准规定为各项金属底材于电镀后、有机或无机涂装后等各项表面处理用之盐水喷雾耐触性试验方法。
2。
试验方法:本法是使用盐水喷雾试验机将氯化纳溶液,以雾状喷于被覆膜上之一种腐蚀试验方法.试验的主要条件如表1所示。
表1主要的试验条件表2连续雾化时间表3。
试验液之配制:溶解氯化纳(化学纯、分析纯)于蒸馏水(或总溶解固体量小于200ppm以下的水中),调配成浓度为5±0.1%的试验液.此试验液在35℃喷雾后,其收集液PH值应为6.5~7.2.且喷雾前,此试验液不能含有浮态物.注(1)氯化钠不能含有铜兴镍的不纯物,固体内的碘化钠含量小于0.1%.因为不纯物中可能含有腐蚀抑制剂,所以不纯物总含量须小于0.3%。
(2)在33~35℃间测量比试验液的比重应为1。
0258~1。
0402,在25℃测量时的比重则为1。
0292~1。
0443.此试验液的浓度亦可用硝酸银液滴定法或其它方法检定.(3)试验液须以试药级的盐酸或氢氧化钠稀溶液调整PH值,并以PH仪或其它可靠方法测量之,由于配制试验液的水中含有二氧化碳,二氧化碳在水中的溶解度随温度改变而影响溶液的PH值,故须小心控制PH值,PH值则可依下列任一方法调整:①常温配制试验液,于35℃喷雾,因为温度的升高而使部份二氧化碳逸出溶液而升高PH值.故在常温配制试验液时,PH值应调整在6.5内,才可以使收集液的PH值在6.5~7.2之间。
②PH值调整前,使试验液先煮沸再冷至35℃,或维持在35℃温度48小时。
如此调整的PH值在喷雾时,将不会产生太大的变化.③先将水加热至35℃以上,以去除溶解的二氧化碳,而后再调制试验液并调整PH值,如此在35℃喷雾时,所调整的PH值也不会产生太大的变化.(4)为避免喷雾嘴阻塞,此试验液须过滤或小心倾斜注入盐水桶,或于喷雾吸水管前端处装上玻璃筛过滤,盐雾测试仪每工作2000小时,需更换玻璃喷嘴。
4.设备:本试验所需之设备为喷雾嘴、盐水桶、试验片支架、喷雾液收集容器、试验室、盐水[补给桶、压力桶、压缩空气之供给设备与排气设备等所构成,其装置如图1所示,并依照如下条件试验。
4.1盐水喷雾试验机与其所需的管路应采用钝性材料,不能对喷雾之腐蚀试验有影响或本身被腐蚀者。
4。
2喷雾嘴不可直接将试验液喷向试样,喷雾室顶部聚集之溶液不得滴落在试验片上.4.3试验片滴下之试验液不可流回盐水桶,而再用于试验。
4。
4压缩空气不能含有油脂及灰尘,所以须有空气清净器.空气压力须保持在1。
00±0。
01kgf/cm2,因为压缩空气于膨胀时,有吸热现象,所以须事先有预热以增加压缩空气的温度与湿度,如附表2,以获取均一温度的喷雾。
4.5喷雾采取器其水平采取面积为80cm2,直径约为10 cm,置于试验片附近(靠近喷嘴最近与最远之处的两个地方).4.6喷雾液量以整个时间计算,在采取容器上,应每小时平均可收集1。
0至2.0ml之盐水溶液.喷雾液至少应收集16小时,以其平均值表不喷雾量。
4。
7试验中盐水桶,其氯化钠溶液浓度应维持40~60g/L,试验用盐液在1星期内没用完时,需作更换,如下次试验时间超过1星期时,需将试验室内部清洗,将试验盐液,加热水槽之水排出。
4。
8压力桶之温度须保持在47±1℃,盐水桶之温度在35±1℃。
4。
9试验室的相对湿度须保持在85%以上,更高的相对湿度的要求可与客户双方协议确定。
4.10实验工作中,实验盖边口有实验雾气漏出时,需向密封水槽内加水,试验期间如超过1个月,需将热水槽内水更换.5。
试样5.1采取位置:试样可从制品之主要表面采取或以制品本身做为试样。
但如无法以制品试验或判定时,可以用试验片代替且此试验片必须能代表被测试制品.5。
2尺度:试验片之标准尺寸为150×70mm,或为100×65mm.5。
3数目:试样之数目3—5PCS。
5。
4试验前处理5。
4.1试样依镀层性质与清洁程度而须做适当清洗,不能使研磨剂及具有腐蚀或抑制作用之溶剂清洗,且清洗方法不得损伤表面。
至于不锈钢试样使用硝酸清洗与钝化,试样经清净后(通过拔水性试验),以干净之布或吸水将水份擦干,或用无油之干燥空气吹干.不得已时,可使用氧化镁膏。
此膏状物乃10g试药级氧化镁加入100mL的蒸馏水中。
5。
4.2 若非另有规定,否则试样切口及因挂色而造成底材露出部份,或因识别记号所造成镀层缺陷处于试验时应覆以合适之保护层.如硬蜡(ceresinwax),乙烯胶带等绝缘物.5。
4.3 手纹污染会造成严重的不良试验结果,试样于清净后不得有任何手纹的污染。
6。
试样之置放:试验中,试验室内之试样的位置符合以下列条件:6。
1试样之主要表面与铅垂线成15度至30度之倾斜,又自试验室上方俯视时应与喷雾之主要流动方向平行.特殊零件具有很多方向的主要表面,需要同时测试时,可取多件试样置放,务必使每个主要表面能同时接受盐水的喷雾.6。
2试样之排列,应使喷雾自由地落至全部试片上,不应防碍喷雾之自由落下.6。
3试样不可互相接触,也不可接触到金属性导体或有毛细现象作用之物质,以及其它支持架以外之物.6。
4盐水溶液勿从一个试样滴流至其它试样上.6。
5试样识别记号或装配孔应覆于下方.7.操作:试验室及盐水桶之温度调整至摄氏35度,压力桶之温度为摄氏47度,喷雾压力保持在1。
00±0。
01kgf/cm2时,即可开始喷雾.7.1试验条件:试验条件如表1。
7.2试验时间:为自喷雾开始至终了之连续时间如表2.试验时间为涂层的一重要质量数据,其所需时间可与客户协议.7。
3试验后处理:喷雾试验完毕,开启试验室上盖时,勿使溶液滴下而小心取出试样,不得损伤主要表面,迅速以低于38℃之清水洗去粘附之盐粒,用毛刷或海棉去除腐蚀点以外之腐蚀生成物,并立即以干净压缩空气干燥之。
8.记录:本试验应有下列之记录:(附表2为参考性记录表)8。
1配制盐水时,所使用的盐与水的质量.8。
2试验温度记录.8.3喷雾采取器的装置,每天应如下列记录:8.3。
1喷雾量8.3.2收集溶液在室温时的比重或浓度8.3.3收集溶液的PH值8。
4 试样的种类、形状、尺度与数目。
8.5试样的前处理清洗与处理清洗的方法。
8。
6 试样于试验室内的置放方法.8。
7依第5.4。
2节所用的被覆方法。
8.8喷雾时间.8.9试验时间若有中断,则须记录其中断的原因与时间.8.10 其它检查的所有结果.9.判定方法:9。
1腐蚀评级9.1。
1根据腐蚀缺陷所占总面积的百分数,按公式Rp = 3 ( 2 —LogA )得出腐蚀缺陷面积与腐蚀评级的关系,与表3对照得出结论,或与客户商议方法判定.表3腐蚀评级标准注(1)Rp:腐蚀的评级数,化整到最接近的整数;A:机体金属腐蚀所占总面积的百分数,如表3所示。
(2)对缺陷面积极小(如小于0.046%)的试样,如果按照上述公式计算,将导致评级大于10,因此上述公式仅适用0。
046%的试样;于Aﻠ(3)在某些情况下,可能难以计算出准确的面积,尤其是深度加工的试样,如螺纹、孔等,在这种情况下检查者要尽可能精确的估计此面积;(4)对于SECC(镀锌钢板)在进行缺陷面积计算时,试件加工的切口处可以不计在内;(5)在计算缺陷面积时涉及到的“总面积"是指试件在箱体内喷雾所能覆盖到的试验面积,其它所不能覆盖的面积不计在内;9.1.2试验结果的判定9.1。
2.1Rp=9—10的试验结果可以直接通过;9.1。
2。
2Rp=7-8的试验结果,如果没有用户特殊的要求,可以让步接收;9。
1.2。
3Rp=3—6的试验结果,需要相关职能部门进行评估,然后根据评估的结果进行判断;9。
1.2.4Rp=0—2的试验结果,则判为不合格;9.2金属涂层表面评级9.2.1目测后与表4对照得出结论或与客户商议方法判定.表4 覆盖层破坏类型的分类9。
2。
2试验结果的判定9.2.2.1A、B的试验结果可以直接通过;9。
2.2.2C、D的试验结果,如果没有用户特殊的要求,可以让步接收;9。
2。
2.3E、F试验结果,需要相关职能部门进行评估,然后根据评估的结果进行判断;9。
2。
2.4G、H、I的试验结果,则判为不合格;9。
3油漆涂层表面评级9。
3.1目测后与表5对照得出结论或与客户商议方法判定.表5油漆涂层腐蚀程度对照表9.3.2试验结果的判定9。
3.2.1一级可以直接通过;9。
3。
2。
2二级如果没有用户特殊的要求,可以让步接收;9。
3.2。
3三级则判为不合格;;注:(1)气泡面积计算:使用百分格板,其中百分之一的面积只要起泡,则算为1%的面积,余此类推,气泡等级如下:微泡:肉眼仅可看见者;小泡:肉眼明显可见,直径在0.5mm以下;中泡:直径0.6~1mm;大泡:直径1.1mm以上;(2)板的四周边缘(包括封边在内)及孔周围5mm不考核,对外来因素引起的破坏现象不作计算;(3)生白锈面积10%以下合格,红锈全面不合格;(4)漆膜破坏现象凡符合上表规定等级中的任何一条,即属该等级;附表135℃喷雾试验时,压缩空气的压力与所需的预热温度备考:1kpa-0。
4 psi附表2:盐水喷雾试验纪录表。