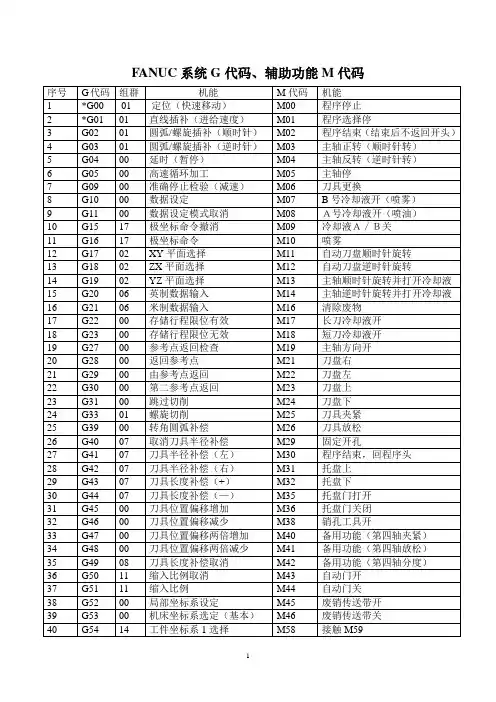
FANUC系统(加工中心)的11种孔加工固定循环指令
- 格式:docx
- 大小:37.86 KB
- 文档页数:8
G
△△ FANUC系统(加工中心)的 11种孔加工固定循环指令
FANUC系统共有11种孔加工固定循环指令,下面对其中的部分指令加以介绍。
1)钻孔循环指令G81
G81钻孔加工循环指令格式为:
G81 G △△__ Y__ Z__ R__ F__
X,Y为孔的位置、Z为孔的深度,F为进给速度(mm/min),R为参考平面的高度。 可以是G98和G99,G98和G99两个模态指令控制孔加工循环结束后刀具是返回初始平 面还是参考平面; G98返回初始平面,为缺省方式; G99返回参考平面。
编程时可以采用绝对坐标 G90和相对坐标 G91编程,建议尽量采用绝对坐标编程。
其动作过程如下
(1) 钻头快速定位到孔加工循环起始点 B(X,Y);
(2) 钻头沿Z方向快速运动到参考平面 R;
(3) 钻孔加工;
(4) 钻头快速退回到参考平面 R或快速退回到初始平面 B。
该指令一般用于加工孔深小于 5倍直径的孔。
编程实例:如图a所示零件,要求用 G81加工所有的孔,其 数控加工程序如下:
图a 图b
N02 T01 M06; 选用T01号刀具(①10钻头)
N04 G90 S1000 M03; 启动主轴正转 1000r / min
N06 G00 X0. Y0. Z30. M08;N10 X50; 在(50,10)位置钻孔(G81为模态指令 ,直到G80取消为止)
N12 Y30; 在(50,30)位置钻孔
N14 X10; 在(10,30)位置钻孔
N16 G80 ; N08 G81 G99 X10. Y10. Z-15. R5 F20; 在(10, 10)位置钻孔,孔的深度为 15mm,参考平
面高度为5mm,钻孔加工循环结束返回参考平面
取消钻孔循环
N18 G00 Z30
N20 M30
2) 钻孔循环指令G82
G82钻孔加工循环指令格式为:
G82 G △△__ Y__ Z__ R__ P__ F__
在指令中P为钻头在孔底的暂停时间,单位为 ms(毫秒),其余各参数的意义同 G81 o
该指令在孔底加进给暂停动作, 即当钻头加工到孔底位置时, 刀具不作进给运动, 并保持旋
转状态,使孔底更光滑。 G82 一般用于扩孔和沉头孔加工。
其动作过程如下
(1) 钻头快速定位到孔加工循环起始点 B(X , Y);
(2) 钻头沿Z方向快速运动到参考平面 R;
(3) 钻孔加工;
(4 )钻头在孔底暂停进给;
(5) 钻头快速退回到参考平面 R或快速退回到初始平面 B o 3) 高速深孔钻循环指令 G73
对于孔深大于5倍直径孔的加工由于是深孔加工,不利于排屑,故采用间段进给 (分多次进
给),每次进给深度为 Q,最后一次进给深度 WQ,退刀量为d(由系统内部设定),直到孔底 为止。见图b所示。
G73高速深孔钻循环指令格式为:
G73 G △△__ Y__ Z__ R__ Q__ F__
在指令中Q为每次进给深度为 Q,其余各参数的意义同 G81。
其动作过程如下
(1) 钻头快速定位到孔加工循环起始点 B(X , Y);
(2) 钻头沿Z方向快速运动到参考平面 R;
(3 )钻孔加工,进给深度为 Q ;
(4) 退刀,退刀量为 d
(5) 重复(3)、( 4),直至要求的加工深度
(6) 钻头快速退回到参考平面 R或快速退回到初始平面 B。
4) 攻螺纹循环指令G84
G84螺纹加工循环指令格式为:
G84 G △△__ Y__ Z__ R__ F__
攻螺纹过程要求主轴转速S与进给速度F成严格的比例关系,因此,编程时要求根据 主轴
转速计算进给速度,进给速度 F=主轴转速刈螺纹螺距,其余各参数的意义同 G81 o
使用G84攻螺纹进给时主轴正转,退出时主轴反转。与钻孔加工不同的是攻螺纹结束后的 返回过程不是快速运动,而是以进给速度反转退出。
该指令执行前,甚至可以不启动主轴,当执行该指令时, 数控系统将自动启动主轴正转。
其动作过程如下
(1) 主轴正转,丝锥快速定位到螺纹加工循环起始点 B(X , Y);
(2) 丝锥沿Z方向快速运动到参考平面 R;
(3) 攻丝加工;
(4) 主轴反转,丝锥以进给速度反转退回到参考平面 R;
(5) 当使用G98指令时,丝锥快速退回到初始平面 B。
编程实例:对图5-34中的4个孔进行攻螺纹,攻螺纹深度 10mm,其数控加工程序为:
N02 T01 M06; 选用T02号刀具(①10丝锥。螺距为2mm)
N04 G90 S150 M03; 启动主轴正转 1000r/min
N06 G00 X0. Y0. Z30. M08;
N08 G84 G99 X10. Y10. Z-10. R5 F300; 在(10 , 10)位置攻螺纹,螺纹的深度为 10mm ,参
考平面高度为5mm ,螺纹加工循环结束返回参考平面, 进给速度F=(主轴转速)150X (螺
纹螺距)2=300
N10 X50; 在(50 , 10)位置攻螺纹(G84为模态指令,直到 G80取消为止)
N12 Y30; 在(50,30)位置攻螺纹
N14 X10; 在(10,30)位置攻螺纹
N16 G80 ; 取消攻螺纹循环
N18 G00 Z30
N20 M30
5) 左旋攻螺纹循环指令 G74
G74螺纹加工循环指令格式为:
G74 G △△__ Y__ Z__ R__ F__
与G84的区别是:进给时主轴反转,退出时主轴正转。各参数的意义同 G84。 G85 o 其动作过程如下:
(1 )主轴反转,丝锥快速定位到螺纹加工循环起始点 B(X , Y);
(2) 丝锥沿Z方向快速运动到参考平面 R;
(3) 攻丝加工;
(4 )主轴正转,丝锥以进给速度正转退回到参考平面 R;
(5)当使用G98指令时,丝锥快速退回到初始平面 B。
6) 镗孔加工循环指令G85
G85镗孔加工循环指令指令格式为:
G85 G △△__ Y__ Z__ R__ F__
各参数的意义同 G81 o
其动作过程如下:
(1 )镗刀快速定位到 镗孔加工循环起始点 B(X , Y);
(2) 镗刀沿Z方向快速运动到参考平面 R;
(3) 镗孔加工;
(4) 镗刀以进给速度退回到参考平面 R或初始平面B;
7) 镗孔加工循环指令 G86
G86钻孔加工循环指令格式为:
G86 G △△__ Y__ Z__ R__ F__
与G85的区别是:在到达孔底位置后,主轴停止,并快速退出。各参数的意义同 其动作过程如下:
(1 )镗刀快速定位到镗孔加工循环起始点 B(X , Y);
(2) 镗刀沿Z方向快速运动到参考平面 R; (3) 镗孔加工;
(4) 主轴停,镗刀快速退回到参考平面 R或初始平面B ; (ms),其余参数的意义同
(定向停止)、刀具沿刀尖
P为暂停时间(ms),Q 8)镗孔加工循环指令 G89
G89镗孔加工循环指令格式为:
G89G △△X__ Y__ Z__ R__ P__ F__
与G85的区别是:在到达孔底位置后,进给暂停。 P为暂停时间
G85。
其动作过程如下:
(1 )镗刀快速定位到镗孔加工循环起始点 B(X,Y);
(2) 镗刀沿Z方向快速运动到参考平面 R;
(3) 镗孔加工;
(4) 进给暂停;
(5) 镗刀以进给速度退回到参考平面 R或初始平面B ;
9)精镗循环指令G76
G76镗孔加工循环指令格式为:
G76 G △△__ Y__ Z__ R__ P__ Q__ F__
与G85的区别是:G76在孔底有三个动作:进给暂停、主轴准停 的反向偏移Q值,然后快速退出。这样保证刀具不划伤孔的表面。 为偏移值,其余各参数的意义同 G85。
其动作过程如下:
(1 )镗刀快速定位到镗孔加工循环起始点 B(X,Y);
(2) 镗刀沿Z方向快速运动到参考平面 R;
(3) 镗孔加工;
(4 )进给暂停、主轴准停、刀具沿刀尖的反向偏移;
(5)镗刀快速退出到参考平面 R或初始平面B ;
10)背镗循环指令 G87 G87背镗加工循环指令指令格式为:
G87 G △△__ Y__ Z__ R__ Q__ F__
各参数的意义同 G76。
其动作过程如下:
(1 )镗刀快速定位到镗孔加工循环起始点 B(X,Y);
(2 )主轴准停、刀具沿刀尖的反方向偏移;
(3 )快速运动到孔底位置;
(4) 刀尖正方向偏移回加工位置,主轴正转;
(5) 刀具向上进给,到参考平面 R ;
(6 )主轴准停,刀具沿刀尖的反方向偏移 Q值;
(7) 镗刀快速退出到初始平面 B ;
(8) 沿刀尖正方向偏移;
11)取消孔加工循环指令 G80
![fanuc常用代码及含义[分享]](https://imgs-1438308264.cos.ap-hongkong.myqcloud.com/9b53543e657d27284b73f242336c1eb91a3733a1.webp)