N—甲基二乙醇胺选择性吸收H2S过程的模拟分析
- 格式:pdf
- 大小:140.32 KB
- 文档页数:6
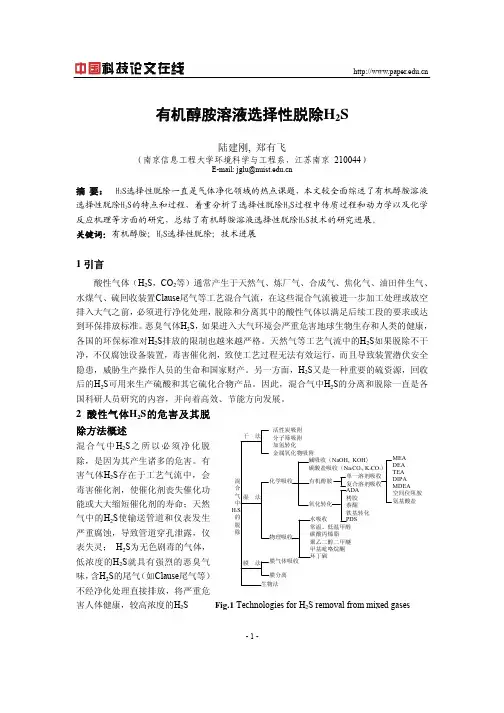
胺液在线净化复活技术在石油化工企业中的应用摘要:我国75% 以上的脱硫装置采用MDEA[1],通过分析脱硫溶液的成分, 找到了引起脱硫溶液降解变质的因素是热稳态盐、氨基酸和悬浮物等杂质的长期累积造成的。
介绍了N-甲基二乙醇胺的特性,从引起溶剂再生装置胺液发泡、损耗、污染的机理和途径方面,说明了胺液在线净化复活技术推广的必然性和未来的发展前景。
详细介绍了国内外广泛使用胺液在线净化复活技术的方法和原理,包括设备的选型和使用,从实验数据对比分析得出采用胺液在线净化技术可使受污染胺液得到彻底净化。
循环胺液的净化复活设施简单净化后胺液外观明显改善,胺液中铁离子含量明显降低、热稳态盐脱除明显,胺液脱硫能力明显提高,胺液发泡高度和消泡时间得到改善,并能得到很好的经济效益。
关键词:N-甲基二乙醇胺热稳定盐离子交换树脂在线净化胺液再生一、项目开发的背景1.1概述国内MDEA 的研究水平与国外还有很大距离, 工业生产中对溶液的降解分析也相对有限。
MDEA 溶液是一个多成分的混合物, 而且因其辅助成分及其配比的差异, 溶液也分为不同的型号。
MDEA 脱硫溶液发泡是一个非常复杂的问题尽管国内一些厂家的MDEA 溶液主体成分与国外是一致的, 在分析溶液替代的问题上,很关键的一点是要明确替代溶液与原溶液的差异,以及分析由此可能导致的工艺条件的改变。
目前,几乎所有的研究者[2]均是从单因素角度去分析MDEA 脱硫溶液的发泡原因,就此而言, 溶液国产化的实施应建立在设计研究、建模与中试的基础上, 这也给工厂应用与科研开发的合作提供了机遇。
实现MD EA 溶液及其技术的国产化,这应该是国内MDEA净化技术的前景。
1.2N-甲基二乙醇胺(MDEA)的特性甲基二乙醇胺(MDEA)是Flwor公司50年代开发的新型高效脱硫和脱碳溶剂.。
当时由于价格高选择性脱硫的要求不迫切,所以未能推广应用。
70年代末在环保和节能的刺激下迅速发展,我国90年代后开始普遍使用。
贫富胺液的浓度测定一. 实验目的利用胺液来吸收硫化氢气体,从吸收塔出来,吸收完硫化氢的胺液叫富胺液(富含硫化氢)。
富胺液经再生塔再生后的胺液称贫胺液,其硫化氢含量极少。
(及富胺液脱硫化氢的过程称贫胺液)常用的胺液有一乙醇胺(MEA),二乙醇胺(DEA)二异丙醇胺(DIPA),N-甲基二乙醇胺(MDEA)二.实验原理甲基二乙醇胺或二异丙醇胺脱硫液吸收硫化氢后,生成二乙醇胺或二异丙醇胺相应的盐类,在弱酸性介质中,硫被碘氧化,过剩的碘被硫代硫酸钠回滴,有硫代硫酸钠溶液所消耗的量,间接求出硫化物的含量S2−+I2→S↓+2I−+I2(过剩)I2+2Na2S2O3=Na2S4O6+2N aI三.实验仪器与试剂1.仪器(1)容量瓶:100ml(2)移液管:10ml.5ml.2ml(3)碘量瓶:250ml(4)量筒:50ml.10ml(5)滴定管:25ml棕色酸式2.试剂(1)KOH:5%水溶液(2)醋酸锌:1%水溶液(3)碘溶液:0.0125mol/l(4) Na2S2O3标准溶液:0.0250 mol/l(5)醋酸:10%水溶液(6)淀粉指示剂:0.5%水溶液四.实验步骤(1)向100ml容量瓶中加入10ml5%KOH溶液,用移液管取2 ml待测样品于此容量瓶中,用蒸馏水稀释至刻度,摇匀备用。
(2)用移液管去上述溶液5 ml于先盛有30 ml醋酸锌溶液的碘量瓶中,加入10 ml10%的醋酸,用移液管准确加入10 ml0.0125 mol/l的碘液,加好水封于暗处放置5min(3)用0.025 mol/l的Na2S2O3标准溶液回滴过剩的碘至淡黄色时,加入1ml0.5%的淀粉指示剂,此时呈兰色,继续滴定至兰色消失,记录Na2S2O3所消耗的体积,与此同时做一空白试验。
五.原始记录贫胺液数据记录(1)贫胺液 :H 2S(g/l)=C Na 2S 2O 3(V 空白−V Na 2S 2O 3)×34.082V 样贫(2)富胺液:H 2S (g/l )=C Na 2S 2O 3(V 空白−V Na 2S 2O 3)×34.082V 样富V 空白−−空白消耗Na 2S 2O 3的体积ml V Na 2S 2O 3---样品消耗Na 2S 2O 3的体积ml V 样贫−−−−样品取样体积mlV 样富---取样体积ml(2100×5)C Na 2S 2O 3—-硫代硫酸钠标准溶液的浓度mol/l34.08----硫化氢的摩尔质量g/mol允许误差:(1)H 2S 含量(g/l )>3g/l 时,两次平行测定结果的误差不大于0.5g/l (2)H 2S 含量(g/l )<3g/l 时,两次平行测定结果的误差不大于0.2g/l七.实验结论贫富胺液硫化氢含量升高,取样体积增大,消耗的硫代硫酸钠体积逐渐减小。
齐鲁石油化工,2022,50(1) :41 -44
QILU PETROCHEMICAL TECHNOLOGY工业技术
石脑油加氢装置尾气脱硫及吸收流程模拟与优化王博(中国石化齐鲁分公司胜利炼油厂,山东淄博
255434)
摘要:以石脑油加氢装置尾气脱硫及吸收单元为研究对象,以设计数据为基础,使用Aspen Plus
流程模拟软件对
石脑油加氢装置尾气脱硫及吸收单元进行了流程模拟,建立了与实际工况吻合的稳态流程模型。利用此模型,对吸收
温度、吸收压力
、
MDEA质量分数、酸性气处理量进行了综合分析并进行了操作参数优化:贫胺液温度为35〜45 P,酸
性气进料量为2 000 -3 000 k^h,同时,贫胺液中MDEA质量分数应大于18%
。
关键词:吸收温度;流程模拟;甲基二乙醇胺;
酸性气
中图分类号:TE624 文献标识码:B 文章编号:1009 -9859(2022)01 -0041 -04
化工流程模拟是指根据实际化工生产中的工 艺操作参数、装置结构,通过计算机模拟软件构建
数学模型[
-3],
对工业生产过程进行模拟计算
,获
得各个工艺设备及全流程的质量及能量数据。
Aspen Plus是一款最常用的化工流程模拟软件, 最初是由美国麻省理工学院(MIL)于
70
年代后
期研究开发,
后由艾斯本技术公司于
80年代初完
成商业化。现已经成为设计、研究部门和生产车
间强有力的辅助工具,并在炼化装置优化中得到 了广泛应用。本文采用
Aspen Plus模拟软件
对某石化公司石脑油加氢装置(简称石脑油加氢 装置)尾气脱硫及吸收单元进行模型优化,对操
作条件进行优化调整,并提出了优化建议。
1石脑油加氢装置简介及脱硫原理
石脑油加氢装置尾气脱硫主要是降低瓦斯气 中的HS含量
,减轻其对火嘴、炉管
、
瓦斯管网的
腐蚀,同时减少燃烧产生的SO?对大气的污染。
本装置以甲基二乙醇胺(MDEA)作为吸收剂,可
脱除石脑油加氢装置含硫瓦斯中的HS,流程如
MDEA法脱除CO2工艺是德国BASF公司20世纪80年代开发的一种低能耗脱CO2工艺。
此工艺在世界上几十个大型氨厂使用。
生产实践表明:该法不仅能耗低,而且吸收效果好,能使净化气中CO2降至1%以下,溶液稳定性好,不降解,挥发性小,腐蚀性好,对碳钢设备腐蚀性小,对烃类溶解度低等优点。
1、工艺原理MDEA的化学名是N-甲基二乙醇胺,它是一种叔胺。
与CO2反应如下:CO2 + H2O → H+ + HCO3- (7)H+ + R2CH3N → R2CH3NH+ (8)R2CH3N + CO2 + H2O→ R2CH3NH+ + HCO3- (9)反应(7)是水合反应,其反应速度很慢,为了加快反应速度,就是在N-甲基二乙醇胺溶液中加入活性剂,改变反应过程,当加入伯胺或仲胺后,反应就按下式进行:R2NH + CO2→ RNCOOH (10)RNCOOH + R2CH3N + H2O →R2NH + R2CH3NH+·HCO3(11)以上反应式可以看出,活化剂在表面吸收CO2反应生成羟酸基,迅速向液相传递CO2,生成稳定的碳酸氢盐,而活化剂本身又被再生。
N-甲基二乙醇胺溶液兼有化学吸附剂和物理溶剂的特点。
2、工艺流程粗原料气在2.8MPa下进行二段溶液洗涤的吸收塔,下段用降压闪蒸脱吸的溶液进行吸收,为了提高气体的净化度,上段再用经过蒸汽加热再生的溶液进行洗涤。
从吸收塔出来的富液相继通过两个闪蒸槽而降压,溶液第一次降压的能量由透平回收。
回收的能量用于驱动半贫液循环泵。
富液在高压闪蒸槽释放出的蒸汽中有较多的氢和氨,可压缩送回脱碳塔,出高压闪蒸槽溶液继续降压后,在低压闪蒸槽中释放出绝大部分CO2。
获得的半贫液大部分用循环泵打入吸收塔下段,一小部分送入蒸汽加热的再生塔再生,所得贫液送入吸收塔上段使用。
再生塔塔顶所得含水蒸气的CO2气体,送入低压闪蒸槽作为脱气介质使用。
3、工艺操作要点(1) 贫液与半贫液的比例贫液/半贫液比例一般为1/3~1/6,它决定于原料中CO2的分压。
MDEA法脱除CO2工艺是德国BASF公司20世纪80年代开发的一种低能耗脱CO2工艺。
此工艺在世界上几十个大型氨厂使用。
生产实践表明:该法不仅能耗低,而且吸收效果好,能使净化气中CO2降至1%以下,溶液稳定性好,不降解,挥发性小,腐蚀性好,对碳钢设备腐蚀性小,对烃类溶解度低等优点。
1、工艺原理MDEA的化学名是N-甲基二乙醇胺,它是一种叔胺。
与CO2反应如下:CO2 + H2O → H+ + HCO3- (7)H+ + R2CH3N → R2CH3NH+ (8)R2CH3N + CO2 + H2O→ R2CH3NH+ + HCO3- (9)反应(7)是水合反应,其反应速度很慢,为了加快反应速度,就是在N-甲基二乙醇胺溶液中加入活性剂,改变反应过程,当加入伯胺或仲胺后,反应就按下式进行:R2NH + CO2→ RNCOOH (10)RNCOOH + R2CH3N + H2O →R2NH + R2CH3NH+·HCO3(11)以上反应式可以看出,活化剂在表面吸收CO2反应生成羟酸基,迅速向液相传递CO2,生成稳定的碳酸氢盐,而活化剂本身又被再生。
N-甲基二乙醇胺溶液兼有化学吸附剂和物理溶剂的特点。
2、工艺流程粗原料气在2.8MPa下进行二段溶液洗涤的吸收塔,下段用降压闪蒸脱吸的溶液进行吸收,为了提高气体的净化度,上段再用经过蒸汽加热再生的溶液进行洗涤。
从吸收塔出来的富液相继通过两个闪蒸槽而降压,溶液第一次降压的能量由透平回收。
回收的能量用于驱动半贫液循环泵。
富液在高压闪蒸槽释放出的蒸汽中有较多的氢和氨,可压缩送回脱碳塔,出高压闪蒸槽溶液继续降压后,在低压闪蒸槽中释放出绝大部分CO2。
获得的半贫液大部分用循环泵打入吸收塔下段,一小部分送入蒸汽加热的再生塔再生,所得贫液送入吸收塔上段使用。
再生塔塔顶所得含水蒸气的CO2气体,送入低压闪蒸槽作为脱气介质使用。
3、工艺操作要点(1) 贫液与半贫液的比例贫液/半贫液比例一般为1/3~1/6,它决定于原料中CO2的分压。
摘 要摘要:随着天然气工业的发展,高含硫气田不断出现,一般说,主要指含有大量H 2S 气体,由于H 2S 气体遇到冷凝水时,不仅会给管道和容器带来全面腐蚀,而且会引起硫化物应力腐蚀裂开(SSCC )。
就管输来说,主要根据安全平衡供气并兼顾到人身健康安全而确定各项具体指标,一般天然气中H 2S 含量应低于20mg/m 3,CO 2的含量最好不超过2%~3%。
本文根据原料气质和净化气要求,设计了一套d m •/108034⨯的脱硫净化装置,选定甲基二乙醇胺(MDEA)作为脱硫溶剂,确定了适宜的工艺流程,进行了详细的工艺计算,对其部分主要设备进行了设计。
该设计工艺流程简单,采用的方法成熟可靠,手段先进,能耗低,出口的气质完全满足管输要求。
关键词:天然气脱硫 工艺流程 甲基二乙醇胺 设备计算目录摘要 (1)ABSTRACT...........................................错误!未定义书签。
1 概述 (1)1.1脱硫的目的和意义 (1)1.2 技术路线及方案比较 (1)1.3国内外发展现状及发展 (3)1.3.1 胺法脱硫 (3)1.3.2 脱硫新工艺 (3)1.4 脱硫方法考虑因素和选择原则 (3)1.4.1 考虑因素 (3)1.4.2选择原则 (4)1.5 设计内容及要求 (4)1.5.1设计内容 (4)1.5.2设计要求 (4)2 工艺方案 (5)2.1 脱硫溶剂的选择 (5)2.2 工艺流程的确定 (5)2.2.1 工艺流程图 (5)2.2.2 工艺流程说明 (5)2.2.3 工艺参数的确定 (6)3 工艺计算 (8)3.1基础数据 (8)3.1.1原料气物性数据 (8)3.1.2 脱硫剂物性数据 (8)3.2 物料衡算 (8)3.2.1 原料气 (8)3.2.2醇胺液的计算 (11)3.3能量衡算 (12)3.3.1吸收塔内热量衡算 (12)3.3.2换热器内的热量衡算 (12)3.3.3再沸器能量衡算 (13)4 设备设计 (13)4.1 入口分离器的设计 (13)4.1.1 分离器筒体设计 (13)4.1.2分离器的壁厚计算 (15)4.2 吸收塔设计 (17)4.2.1 塔体设计 (17)4.3汽提塔设计 (29)4.3.1塔内物料计算 (29)4.3.2设计条件 (29)4.3.2热量及蒸汽流量计算 (29)4.3.3 塔体设计 (30)4.4 MDEA贫富液换热器设计 (33)4.4.1设计条件 (34)4.4.2贫液出口温度及t∆的计算 (34)m4.4.3换热器结构设计及计算 (35)4.5 汽提塔再沸器的设计 (36)5 存在的问题及处理方法 (37)5.1 腐蚀 (37)5.1.1 机理与部位 (37)5.1.2 设备选材 (37)5.1.3 防腐措施 (37)5.2 溶液发泡 (38)5.2.1 胺溶液发泡的原因 (38)5.2.2 引起胺溶液发泡的因素 (39)5.2.3 预防及溶液发泡后的处理 (39)5.3 溶剂损失 (40)6 总结 (41)致谢 (42)参考文献 (43)1 概述1.1脱硫的目的和意义天然气中通常含有H2S、CO2和有机硫化物等酸性组分存在,这些气相杂质在水存在的情况下会腐蚀金属,并污染环境。
MDEA 脱硫流程模拟计算一、工艺流程简述炼厂气和乙烯裂解气都含有一定量H2S和CO2等酸性气体,为防止设备腐蚀和最终产品的合格,在加工过程中都需要H2S和CO2等酸性气体脱除,胺类吸收剂性能好,并可再生循环使用,在炼厂气和乙烯裂解气脱除酸性气体中得到文泛应用。
但胺类吸收剂吸收H2S和CO2等酸性气体过程为强非理想过程,一般的软件和热力方法对该过程的模拟,结果都欠佳,PRO/II软件中有胺类吸收剂脱酸性气体的专用数据包(AMINE),对于该过程的模拟较适用。
AMINE数据包可用于含水胺系统和包括H2S、CO2、H2O、MEA、DEA、DGA、DIPA和MDEA酸性气体体系。
甲基二乙醇胺(MDEA)由于具有选择性,能吸收大部分的H2S而对CO2的吸收较少,因而广泛用于炼厂气的脱酸性气体中。
本例题就是用MDEA脱除炼厂气中的酸性气体模拟计算,其工流流程如图6-1所示,界区来的炼厂气进到吸收塔(T301),该塔没有再沸器和冷凝器,贫胺液从塔顶进入,酸性气从塔底进入,贫胺液和酸性气再塔内逆流接确,脱除酸性气体后的贫气从塔顶出来,吸收了酸性气体的富胺液从塔底出来与到再生塔底出来的贫胺换热后进入到再生塔;胺液再生塔(T302),该塔有再沸器和冷凝器,由吸收塔底出来的富胺液进到该塔,酸性气体从塔顶出来,脱除酸性气体后的贫胺液与富胺液换热,再冷却后,回到吸收塔(T301)。
所涉及主要模块有吸收塔(T301)、胺液再生塔(T302),贫胺液泵P1。
22图6-1 MDEA脱硫装置模拟计算流程图GAS含酸炼厂气进料; MDEA贫胺液;PGAS1贫气;L1富有胺液;LMDEA再生后贫胺液;H2S酸气;MA-MDEA补充MDEA;MA-H2O补充水;循环MDEA贫胺液23二、需要输入的主要参数1、装置进料数据2、单元操作参数243、设计规定三、软件版本采用ASPEN PLUS 软件12.1版本,文件保KMDEA.APW四、例题225图2 MDEA脱硫装置模拟计算流程图26272、单元操作参数3、设计规定三、软件版本采用ASPEN PLUS 软件12.1版本,文件名C-401MDEA.APW28。
MDEA又称为N-甲基二乙醇胺,MDEA法脱碳技术是利用活化MDEA水溶液在高压常温将天然气或合成气中的二氧化碳(CO2)吸收,并在降压和升温的情况下,二氧化碳(CO2)又从溶液中解吸出来,同时溶液得到再生。
我公司除了在国内建设MDEA法脱碳装置外,也成功登陆海外市场,在印度尼西亚也建设了类似装置。
典型装置中国海洋石油公司(CNOOC)天然气MDEA法脱除二氧化碳装置印尼石油公司提供了天然气MDEA法脱碳装置MDEA脱除酸性气体技术主要应用于以下几个领域:1.天然气脱除二氧化碳(CO2),配套管输天然气或LNG净化装置2.天然气脱除硫化氢(H2S),配套管输天然气或LNG净化装置3.天然气选择性脱除硫化氢(H2S),配套管输天然气4.变换气脱除二氧化碳(CO2),配套合成氨、甲醇或者深冷分离装置5.合成气脱除二氧化碳(CO2),配套合成氨、甲醇或者深冷分离装置6.煤气脱除二氧化碳(CO2)和硫化氢(H2S),配套合成氨、甲醇或者深冷分离装置7.食品级二氧化碳(CO2)生产,达到国际饮料行业标准装置特点装置规模:处理天然气或变换气1000~500,000m3/h脱碳精度:二氧化碳(CO2)含量为10PPM~3%脱硫精度:硫化氢(H2S)含量为0.1~20mg/m3工作压力:适宜的压力为0.5~15MPa适用领域:天然气处理与加工、甲醇原料净化、合成氨原料净化等技术特点1.MDEA脱除酸性气体的流程可以采用贫液一段吸收和贫液半贫液两段吸收,贫液一段吸收的流程投资省、电耗低、热耗高;贫液半贫液二段吸收的投资大、电耗高、热耗低,根据脱除不同规模的二氧化碳,采用不同的流程。
2.MDEA溶液对天然气的溶解度低于天然气在纯水中的溶解度,因此,MDEA脱除酸性气体的过程中,天然气的损失很低。
3.MDEA溶液兼有物理吸收和化学吸收的特点,溶剂对二氧化碳的负载量大。
4.MDEA稳定性较好,在使用过程中很少发生降解的现象,它对碳钢设备几乎无腐蚀。
第49卷第12期2020年12月应用化工Applied Chemical IndustryVol.49No.12Dec.2020天然气脱除硫化氢的研究谭更彬1,王志泉2,吴钟旺2(1.青岛科技大学机电工程学院,山东青岛266061;2.山东省化工研究院,山东济南250014)摘要:用甲基二乙醇胺(MDEA)脱除天然气中的硫化氢,研究反应温度与MDEA浓度对脱硫效果的影响。
甲基二乙醇胺最优工作温度为15~30咒,最佳浓度范围为40%-50%,原料气空速范围为1.5-3.5h",脱硫剂空速范围为0.55-1.2h-'o与二乙醇胺(DEA)对比,在吸收温度20T下,MDEA与DEA溶液浓度45%,DEA第180h 时硫含量>0.2mg/L,超过二类气标准,MDEA在第276h时硫含量>0.2mg/L。
10mL硫含量大于二类气要求的时间增加53%,证明甲基二乙醇胺较二乙醇胺脱硫效果大幅增加,为采油厂工艺迭代提供了数据。
关键词:硫化氢;脱除;甲基二乙醇胺;工作温度中图分类号:TQ110.2;TE644;TE645文献标识码:A文章编号:1671-3206(2020)12-3108-03 Study on removal of hydrogen sulfide from natural gasTAN Geng-bin,WANG Zhi-quan,WU Zhong-wang2(1.College of Electromechanical Engineering,Qingdao University of Science and Technology,Qingdao266061,China;2.Shandong Chemical Research Institute,Ji nan250014,China)Abstract:Use methyldiethanolamine(MDEA)to remove hydrogen sulfide from natural gas,and study the effect of reaction temperature and MDEA concentration on the desulfurization effect.The optimal working temperature of methyldiethanolamine is15〜30兀,the optimal concentration range is40%〜50%,the space velocity of raw gas is 1.5~3・5h-1,and the space velocity of desulfurizer is0.55~1.2h_1o Compared with diethanolamine(DEA),the concentration of MDEA and DEA solution is45%at the absorption temperature of20兀,and the sulfur content at the180th h of DEA is greater than0.2mg/L,exceeding the Class II gas standard,the sulfur content at the276th hour of MDEA is greater than 0.2mg/L o The time required for sulfur content greater than Class II gas has increased by53%,it proves that the desulfurization effect of MDEA is greatly increased compared with DEA,which provides data for the process iteration of oil production plants.Key words:hydrogen sulfide;desorption;methyldiethanolamine;working temperature天然气中含有大量酸性气体、重姪、水、汞等杂质,进行液化处理时易形成水合物,导致储罐腐蚀,管道堵塞⑴。
贫胺液就是气体体脱硫过程中用于吸收硫化氢的液体,一般是有机碱,以醇胺类较多。
常用的有一乙醇胺(MEA),二乙醇胺(DEA),二异丙醇胺(DIPA),N-甲基二乙醇胺(MDEA)。
楼上已经说得比较详细了,我补充一下,我说下我装置的情况,胺液可以用来吸收干气或液态烃中的硫化氢,吸收硫化氢的胺液就叫富(胺)液,加热再生(即脱除硫化氢)后的胺液就叫贫(胺)液,我装置使用的胺液为N-甲基二乙醇胺(MDEA),当然了使用其他种类的胺液也会有贫富胺液的叫法,其实,贫胺液的成分你在网上是查不到的,因为贫胺液不是特指某种胺液,倒不如你问你的同事你们装置是使用的哪种胺液:一乙醇胺(MEA),二乙醇胺(DEA),二异丙醇胺(DIPA)还是N-甲基二乙醇胺(MDEA),那你们的贫胺液就是这个剂加上少量的硫化氢,其中硫化氢含量应该不会超过1g/l。
我自己也找了点相关的:N-甲基二乙醇胺(MDEA)物性如下:比重(d204):1.045~1.047沸点: 253~255℃粘度(20℃)Pa.s:0.102微黄色的粘稠液体MDEA浓度: 25%(wt);温度: 40℃;压力: 0.5MPa(g)贫胺液组成数据H2S/MDEA: 0.008(mol/mol);CO2/MDEA: 0.014(mol/mol);MDEA浓度: 25(m/m);温度: 40℃;压力: 0.5MPa(g);对于加氢装置输送贫胺液(30%MDEA溶液,含少许H2S)的离心泵,各设计院和用户要求的材质不尽相同。
有选碳钢材质的,有选12%铬钢材质的,也有选奥氏体不锈钢材质的。
碳钢成本最低,但不耐腐蚀;奥氏体不锈钢耐腐蚀性好,但成本高并且易出事故;12%铬钢介于两者之间。
一般认为MDEA降解的温度为125℃,因此,再生塔底温度不得高于125℃。
先要弄明白胺液是什么,例如我装置采用的胺液是N-甲基二乙醇胺,来吸收瓦斯和液化气中的硫化氢。
从吸收塔出来,吸收完硫化氢的胺液就叫富胺液(富含硫化氢)简称富液,富胺液经再生塔再生后的胺液称贫胺液,其硫化氢含量极少,化验分析在0.34。
天然气中MDEA法脱硫技术的研究【摘要】论文介绍了天然气能源的重要性。
针对MDEA法脱硫技术介绍了其国内外研究现状,论述了MDEA法脱硫技术的工艺原理及工作流程,对天然气MDEA法脱硫技术进行了展望。
【关键词】天然气MDEA法脱硫技术天然气是一种清洁能源,当前已成为我国能源结构中很重要的部分。
据统计,我国天然气产量接近7×1010 m3,排名全球第九。
天然气中主要是存在H2S和有机硫化合物等酸性气体。
在运输过程中,会造成金属管道的材料腐蚀,引发重要的安全事故,造成巨大的人生、财产安全;另外在燃烧H2S的过程中,气味难闻,会污染大气环境;此外这些气体在低温过程中结冰堵塞仪表和管线;另外还会导致催化剂中毒等危害,影响产品质量。
所以必须对天然气进行脱硫工艺,使其符合国家标准。
开发安全、环保的天然气资源是势在必行。
论文对国内外MDEA法脱硫技术应用现状做了简要介绍。
对MDEA脱硫法做了详细的评述,介绍了其工艺原理和工作流程。
希望对我国天然气行业的脱硫技术的发展起一定的促进作用。
1 国内外天然气中MDEA法脱硫技术应用现状最早在天然气上采用MDEA脱硫的是美国的FlourCo。
在20世纪40年代末的时候,它就大力推荐使用MDEA法进行脱掉天然气中的H2S。
通过实验室以及工厂中的中试实验来证明此法可行。
到了70年代,美国的Dow chemical Co 等对MDEA法脱硫进行了工业应用。
由此很多美国企业都开始采用此法,目前大约有10套左右的MDEA装置在运转。
比如在伊朗,其Khangiran天然气净化厂也是采用的MDEA法进行脱硫的。
查询资料所知在加拿大,Burnt Timber 天然气净化厂也进行了改造方案,采用MDEA溶液进行脱硫处理,预测到2020年时,其H2S的含量会大大降低。
查阅资料所知,我国对天然气使用MDEA法脱硫的研究开始于四川省内。
从1981年开始,四川的天然气研究所就开始了对天然气使用MDEA示脱硫的工业研究。
关于N-甲基二乙醇胺法脱硫工艺的探讨
吴国良;王开岳
【期刊名称】《精细石油化工》
【年(卷),期】2004(000)006
【摘要】甲基二乙醇胺(MDEA)法是一种选择性脱硫工艺,因其卓越的节能效果已在石油工业中广泛应用,并取得良好的经济效益,现已成为气体脱硫的主体工艺之一.介绍了选择性脱硫过程的工艺特点及所涉及的特殊计算问题,分析了MDEA的化学降解和炼油厂中溶剂损失高等热点问题,提出了一些见解,以资共同探讨.
【总页数】4页(P37-40)
【作者】吴国良;王开岳
【作者单位】浙江大学化工厂,浙江,杭州,310027;四川石油管理局,四川,成
都,646002
【正文语种】中文
【中图分类】TE624.1
【相关文献】
1.N-甲基二乙醇胺吸收法火炬气脱硫过程模拟 [J], 曹利锋;陈建良;纪宏宸;张振宇;顾惠强;马正飞
2.酸性废气脱硫工艺中N-甲基二乙醇胺降解反应产物的研究 [J], 叶庆国;张书圣
3.天然气甲基二乙醇胺法脱硫脱碳工艺过程模拟分析 [J], 马云;张吉磊;王新星;吕玉海
4.脱硫工艺中氧对N-甲基二乙醇胺的降解影响及对策研究 [J], 叶庆国;李宁;杨维
孝;鲁风琴;王顺海
5.近红外光谱法快速测定脱硫液中N-甲基二乙醇胺浓度 [J], 黄小英;邵波;陈月嫦因版权原因,仅展示原文概要,查看原文内容请购买。
筚2O喜苹3期 1999牛9月 。… ; 冀 孟 。 。 Vol 20 N0 3 Sept.1999
N_甲基二乙醇胺选择性 吸收H2S过程的模拟分析 、 喜长宣!墨星些 _ 元华 裴洪章 T z, b、>/ 邑县 业局册 … &。 ‘f
摘要:以实际脱硫装置的运行数据为基础,根据HzS,O[ 在N_甲基:乙 醇胺(MDEA)水溶液中的反应机理和反应速率方程,建立了描述该脱硫系统的 数学模型,经模拟计算,得到了现装置的实际处理能力,确定限制装置生产能 力的瓶颈为吸收塔,提出了现有装置的操作方案,为工业优化生产提供了一定 理论指导。 关键词:N。 墨三 壁壁幽季燃塑;脱硫装置 笮 b L)
中图法分类号:TQ 028。17
N_甲基二乙醇胺(MDEA)为一优良的脱硫溶剂,可以高选择性地吸收含有HzS和(702气 体中的 s。8O年代以来,我国围绕MDEA脱硫进行了大量实验研究,并已实现工业化.取得 了良好的效果…。 随着MDEA选择性吸收 S工艺的发展,其应用领域不断拓宽。某厂用MDEA溶液将甲 醇酸性尾气中的 s提浓,该甲醇酸性尾气含有高浓度的O[ (80 左右)和一定量的H2S(6 左右)以及HCN、∞、COS和CH ̄OH等少量气体。由于 s浓度低,杂质多,组分复杂,不能直 接用克劳斯工艺回收硫磺 。目前,国内外用MDEA溶液处理这种组分复杂、杂质多的气体未 见有文献报道,也没有成熟的工业经验。该厂有两套吸收塔装置,目前只启用一套。该装置原 设计的处理能力为4000m3·h,目前工况的最大处理量为2100in h- 。该装置运行一年 后,出现了胺液降解严重、管道设备不同程度的腐蚀、净化率降低、净化气达不到排放标准等问 题。针对上述情况,以该装置实际运行数据为基础。根据MDEA和H2S、O[ 反应机理及反应速 率方程,建立了物、热衡算数学模型,通过对单一吸收塔和双吸收塔的模拟计算,找到了影响净 化率的关键因素,验证了单塔处理气量不够。针对上述工业实际操作状况,启用两个吸收塔,通 过模拟计算得知,净化气中 s含量低于2000 ·I ~,净化气达到排放标准,为工业生产优 化提供了理论依据。
1脱硫装置流程 1.1装置流程简述(图l、图2) 甲醇酸性尾气(其组成如表1)进入水洗塔T 201的底部,循环水用泵P-201送到水洗塔的 顶部,水与甲醇酸性尾气逆流接触,并吸收尾气中的CH3OH和HCN,同时少量的HzS也溶解在
收稿日期 1998—11—11 第一作者:曹长青 男.32岁,硕士,讲师
维普资讯 http://www.cqvip.com 弟3期 霄鼍青羊:.N-甲基二乙醇胺选择性噍收 s过程的楗扭分析 249 水中。水洗气从水洗塔顶 排出,塔釜排出含硫污水。 水洗气进^吸收塔 T-202的底部,MDEA水 溶液用贫胺渡泵送到吸收 塔的顶部,贫胺液与气体 逆流接触,气体中的 s 和部分 被吸收,从塔 项排空。在吸收塔顶喷淋 的贫胺液吸收了C()z和 H s成富液,从塔底排出 与从再生塔出来的高温贫 胺液进行热交换,之后用 泵送到再生塔T-203的中
固1单啦收塔脱硫装置藏程圈 1一水冼塔;2一吸收塔{3一再生塔{4一再沸器{ 5一冷疑器|6一收集槽;7 8一过滤嚣 9,10.儿一累 l2,13.14,15.16,17一按熟器
部,与上升的水蒸汽逆流接触而获得再生的MDEA,用H-203重沸器产生的蒸汽提供再生所需 的热量,使吸收反应逆向进行。蒸汽促使酸性气析出,而后被冷凝 从酸性气中分离出来并作 为回流返回再生塔,再生酸气继续去硫磺装置回收。 寰1甲辞蘸性置气组成。
*表中数据为气体的干基组成(体积分散) 2数学模型的建立 3]
2.1 S与MDEA反应机理殛动力学方程
上式反应为快速反应,因为 反应只涉及质子的转移,所以在 接近界面极窄的液膜反应面上瞬 间完成
圈?取暖收塔皇逆藏藏程圈 】一水冼塔;2~吸收塔}3再生塔;4一再沸器。 5玲凝器;6收集槽;7.8过滤器;9.10,1l泵 12.13、14 15,16 17按热器
维普资讯 http://www.cqvip.com 250 青岛化工学】完学植 第20卷 2.1.2 H S与b/f)EA反应的动力学速率方程 根据国内外有关文献,在路易斯双膜理论的基础上 建立H s和CO2在b/f)EA中共吸收的数学模型,把界面 液膜处的浓度分布线性化,将微分方程简化成代数方程, 通过实际模拟计算表明,浓度分布线性化是台理的 ] 单位界面上 S的吸收速率由图3知: R一 ×{只一[Hzs]×珏}一K ×{只一 [Hzs] X )--K X{[H^s] 一[H:s] )/{ 盘一I/&为瞬问可逆反应的化学增强因子 2.2 O 与MDEA反应的机理殛动力学方程 2.2.1 与b ̄)EA反应机理 (1)COz与水发生缓慢的反应 O +H ( 十H 十 ) 慢反应 R3N—H 一R;NH 质子反应 O +HzO+ N—R3NH +H (2)C 和MDEA中的一OH缓慢反应生成烷基羧酸盐 C一()H+()H一一一c( T O 快反应 ∞+a 一一∞一 x】 慢反应
l I
愁I ̄I L- Il
圈3双膜理论界面维度分布线性图
CO+0( +OH一一一CO--COO一+H2O (3)Cq与OH反应生成HCOa一 N+H (>+凡NH++()H 质子反应 O +OH一一H ) 中速反应 O + O+R3N—R3NH++HCO3 式(5)是起主要作用的反应,它基本决定了吸收0( 的反应速率。 2.2.2 c 与MDEA反应速率方程 单位界面上a 的吸收反应速率为: R一』( ×{只一H ×[O[ ] )一』 ×{只一H ×[O[ ] } Kl_r× tanh ̄X{[c ] 一[ ],/co ) 2.3板式吸收塔的物料衡算和热量衡算 2.3.1物料衡算 如图4所示,气相以惰性气重量流率G为基准,对I 板而言,显然I+1板气相出13即为I板的气相进料组 成,同样,I—l板液相出13即I板的液相进料组成。 由物料平衡知 : G州 n·HFR· 1_雨
H 2S
1 H S丽 一【x)1 ‘
J . S)2
] ]
(3) (4)
1板 1扳 I ’ 1+1板 囝4第1板袖料街算示童圈
维普资讯 http://www.cqvip.com 第3期 首长青等: 甲基二己辟胺选择性嗄收HsS过担的模拟分析 251 GX([ ]jn一[ ·盱R—R 液相的物料平衡为: L×[Am]×( |I1+1一q¨)一aD·HFR·R L×JAm]×( .1+l—a¨)一aD·HFR·R 2.3.2热量衡算 I ×[Am]×[△H×a +△H×a。]=G×△ ×△ + ×户× △ 一[Am]X ×[△ ×a +△H×a ]/P一(C/L)×△r×aT./p 式中:P≈i000
3结果与讨论 3.I 计算值与实测值的比较 3.1.1 单吸收塔脱硫装置主要物流计算值和实测值比较(见表2) 表z主要特藏计算值与实 值比较
由表2可见,主要物流的主要参数测量值与计算值相对误差均小于5X,说明所建立的数 学模型能较好地模拟本装置系统的脱硫过程。 3.1.2单吸收塔和双吸收塔净化气中 s脱除率的比较(见表3) 表3胺{直循环量为l2r.nh 时.单吸收塔和职吸收塔部分模拟结果比较
由表3可知:当胺液循环量为12t·h,其它条件不变的情况下,单吸收塔和双吸收塔全 逆流操作相比较, S的脱除率由9O.09 提高到97.84 ,选择性由6.31 提高到7.O0 。 由此可见,双吸收塔全逆流操作优于单吸收塔操作,启用双吸收塔全逆流操作,就可以完 全处理目前该厂的甲醇酸性尾气量(最大量2100m¨.h ) 净化气达到排放标准 3.2现有装置实际处理能力 经模拟计算,推荐现有装置生产的主要工艺指标如表4所示。
维普资讯 http://www.cqvip.com 252 青岛化工学陇学报 第20善 裹4现有装置生产的主要工艺指标 甲醇酸性尾气量:1400 ̄1600m ̄·h 水洗塔 嚣 一
水性温度 <35℃ 胺液散度:2O ~踮 吸收塔 贫胺液^塔温度:25 ̄30℃ 气液比:90~1呻 塔底沮度:l19~121℃ 塔顶沮度:1】O~1l5℃ 再生塔 操作压力 0.06~0.0sMm 塔顶回流量 1000 ̄1200kg·h 童蔓苎竺里垦 三 ! 在上述操作条件下,CH ̄OH和HCN的脱除率分别为90 和75 , S的脱除率在98 以
上,净化气中H S含量小于2000mg·I ,净化气达到排放标准。 3.3双塔逆流流程模拟计算 要完全处理甲醇酸性尾气量,胺液循环量对双吸收塔全逆流流程的HzS脱除率的影响起
主要作用,对其进行模拟计算,结果见表5。 寰5瞳藏懦环■对双塔全连灌谴程的髟响
由表5可知:随胺液循环量的增长, s的总脱除率不断增加,当胺液循环量增加到15 t.h-'时, s的脱除率由单塔的95 提高到99.65%,这是由于吸收塔的理论板增大的缘故, 另外,当胺液循环量大于1 5t·h I,H S的脱除率增大的幅度不明显,但(n共吸收率增加明 显,选择性下降,且能耗也会相应增加,所以应综合考虑进行选择胺液的循环量。
4结论 (1)通过对主要物流参数的模拟计算值和实测值的比较得知,所简化的数学模型能较好地 模拟该装置系统的脱硫过程。 (2)处理2100m".h 的甲醇酸性尾气,仅启用一个吸收塔达不到净化气中HzS的浓度小
于2000 mg·L-·的要求。限制装置生产能力的瓶颈为吸收塔。 (3)可采用双吸收塔胺液全逆流流程,使净化气中H S含量小于2000 rag‘I_ ,通过改变
胺液循环量来改变净化效果。
维普资讯 http://www.cqvip.com