二次顶出-缩柯
- 格式:pdf
- 大小:465.81 KB
- 文档页数:1



的模具二次顶出GE GROUP system office room 【GEIHUA16H-GEIHUA GEIHUA8Q8-二次顶出机构一般情况下,从模具中取出成品,无论是采用单一或者是多元件的顶出机构,其顶出动作都是一次完成。
但是,由於成品的形状特殊,或者是量产时的要求,如果在一次顶出後,成品仍然在模穴中,或者是无法自动脱落时,就需要再增加一次顶出动作。
这样的顶出动作设计,称为二次顶出。
二次顶出,能够让顶出流程顺畅化,对於某些顶出行程需求较大的产品,利用二次顶出可以减少顶针在顶出时施加的力量,避免顶出时造成产品上的缺陷。
二次顶出机构,简单来说,可以分为下列三大类:一、单顶针板组合的二次顶出机构二、双顶针板组合的二次顶出机构三、气动/液压的二次顶出机构一、单顶针板组合的二次顶出机构所谓单顶针板组合,就是一般常见的单套顶针板组合(上顶针板及下顶针板各一),由於仅有单套的顶针板组合,因此射出机顶出的动作仅提供传统的一次顶出;另一次顶出就必须配合其他的模具机构设计(例如弹簧)来进行。
单顶针板的二次顶出机构,可以分成下列几类:1. 公母模板弹开式2. 公母模板拉开式3. 顶针板组合机构4. 浮动模仁以下,将根据各种不同的设计,提供参考的设计图面。
公母模板弹开式二次顶出第一段顶出发生在公母模板开启时。
弹簧将模板(或局部模仁)顶出一小段距离。
第二段顶出由顶针板作动,利用顶针将产品顶离模穴。
利用弹簧完成二次顶出,在模具结构上是最简单的方法,需要额外加工的部分也很少。
但是,弹簧的缺点(弹性疲乏),也是这种顶出方式的缺点。
随时注意弹簧是否能够顺利动作,以及检查第一段顶出的顶出行程,是避免模具机构失效的安全措施。
公母模板弹开式二次顶出有几种变形1、弹簧推动模板改为弹簧推动『顶出入子』上图所示,是利用弹簧推动整块模板。
实际应用时,可以根据产品的造型,改为推动顶出入子。
例如下图,这样可以减少弹簧每次推动所需要克服的重量,增加弹簧的寿命。
二次顶出方式在注塑模具中的应用收藏此信息打印该信息添加:用户投稿来源:未知作者:深圳东江科技有限公司谢舜东[机电之家网]摘要:制品的顶出方式对塑件的质量和生产效率有着重要的影响。
由于二次顶出有着避免产品顶裂等优点,使得二次顶出运用越来越广。
本文介绍了二次顶出常用的结构形式、适用场合以及设计要点。
为从事模具设计工作的人员更合理更经济的选用二次顶出方式提供借鉴。
关键词:二次顶出;注塑模具;顶针板;顶针托板一、引言产品的顶出有机械、液压和气动三种方式。
其中机械顶出的运用最为普遍。
一般情况下,从模具中取出产品,顶出动作可一次完成。
但是,由于产品的形状特殊,或者是生产时的要求,如果在一次顶出后,产品仍然在型腔中,或者是无法自动脱落,就需要再增加一次顶出动作。
这便是二次顶出。
二次顶出能够让顶出流程顺畅化,对于某些顶出行程需求较大的产品,利用二次顶出可以减少顶针在顶出时施加的力量,避免顶出时造成产品上的缺陷。
如何设计顶出方式才能使得模具动作顺畅、加工成本低廉?通过以下几种结构形式的比较,再根据产品的结构特点,可以选用最为合理的顶出方式。
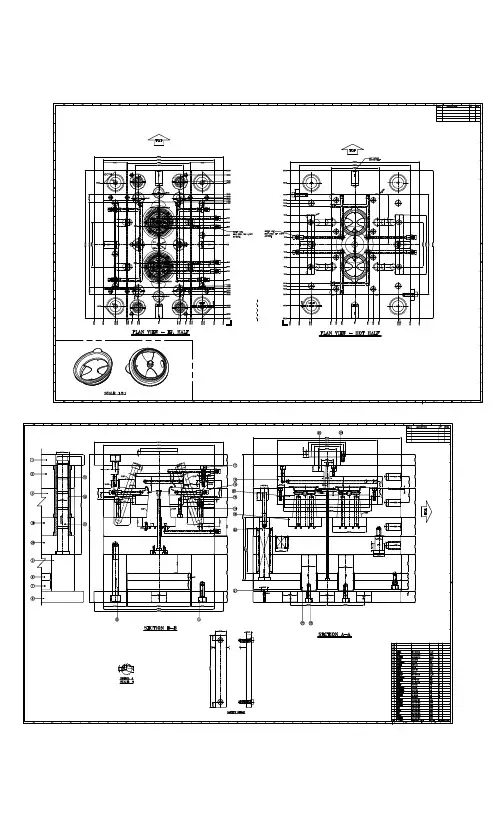
二、结构形式1.单顶针板组合的二次顶出机构(图1)图11.顶针板2.顶针托板3.顶辊4.斜顶5.推方杆6.顶针7.弹弓8.弯销9.销钉所谓单顶针板组合,就是一般常见的单套顶针板组合(上顶针板及下顶针板各一)1)弯销式二次顶出:产品分析:此产品内部倒扣较大,且倒扣上有深骨位,顶出时会吃斜顶。
采用二次顶出方式,能很好解决成品顶出不良、吃斜顶等问题。
产品如图2所示:图2动作原理:第一次顶出,由顶辊3推动顶针板1和顶针托板2完成。
当顶针6碰到B板时,由销钉9固定的弯销8转动,同时推动推方杆5完成第二次顶出。
合模时弹弓7起复位作用。
结构特点:此结构简单,弯销加工方便,成本较低。
但弯销靠与板的接触面做旋转运动,生产量大时,受力不平衡,容易出现偏差。
2)推板式二次顶出(图3)图31.A板2.B板3.推板4.推板5.顶针板6.顶针托板7.下码模板8.顶辊9.推方杆10.推方杆11.顶针12.垫块13.垫块14.垫块15.限位螺丝16.限位螺丝17.下模镶件18.下模镶件产品分析:该产品中间部分较高,包紧力大,顶出时易顶裂。