二次顶出机构(图文教程,经典案例)
- 格式:pdf
- 大小:408.36 KB
- 文档页数:11
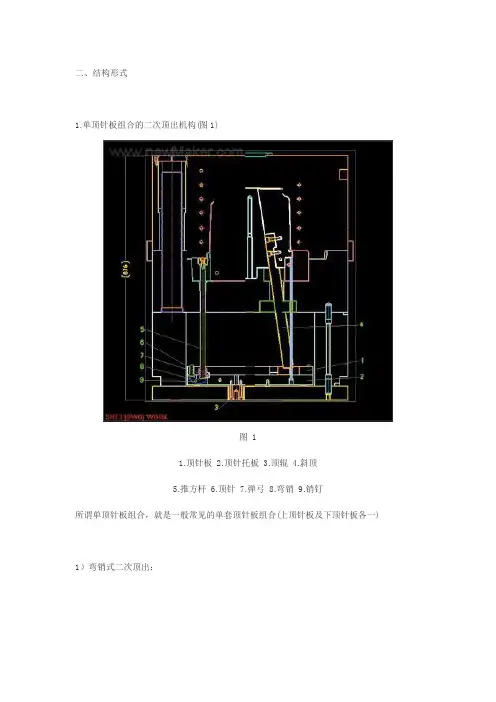
二、结构形式1.单顶针板组合的二次顶出机构(图1)图11.顶针板2.顶针托板3.顶辊4.斜顶5.推方杆6.顶针7.弹弓8.弯销9.销钉所谓单顶针板组合,就是一般常见的单套顶针板组合(上顶针板及下顶针板各一) 1)弯销式二次顶出:产品分析:此产品内部倒扣较大,且倒扣上有深骨位,顶出时会吃斜顶。
采用二次顶出方式,能很好解决成品顶出不良、吃斜顶等问题。
产品如图2所示:图2动作原理:第一次顶出,由顶辊3推动顶针板1和顶针托板2完成。
当顶针6碰到B板时,由销钉9固定的弯销8转动,同时推动推方杆5完成第二次顶出。
合模时弹弓7起复位作用。
结构特点:此结构简单,弯销加工方便,成本较低。
但弯销靠与板的接触面做旋转运动,生产量大时,受力不平衡,容易出现偏差。
2)推板式二次顶出(图3)图31.A板2.B板3.推板4.推板5.顶针板6.顶针托板7.下码模板8.顶辊9.推方杆10.推方杆11.顶针12.垫块13.垫块14.垫块15.限位螺丝16.限位螺丝17.下模镶件18.下模镶件产品分析:该产品中间部分较高,包紧力大,顶出时易顶裂。
采用推板顶出再用推方和顶针顶出的方式,能避免出现顶出不平衡所引起的顶裂。
产品如图4所示:图4动作原理:前后模开模后,顶辊8在注塑机的推动下带动5、6号顶针板和顶针托板再推动2、3号B板和推板完成第一次顶出动作。
B板2与顶针托板6由9号推方杆连在一起。
当第一次顶出到70mm时,限位螺丝16限制4号推板向前动作。
3号推板继续顶出完成产品的第二次顶出。
当第二次顶出到30mm时,限位螺丝15限制6号顶针托板继续向前运动。
当顶针板5继续顶出时,10号推方和11号顶针同时将产品最终顶出。
结构特点:此结构动作顺畅,用推板做第一次顶出,顶出力大,而且受力平衡,常用于那些易变形或者包紧力大的产品的顶出。
然而此结构常要二次分型或三次分型,会影响注塑周期。
2.双顶针板组合的二次顶出机构所谓双顶针板组合,就是由两套顶针板组合(上顶针板、顶针托板及下顶针板、顶针托板各一)。

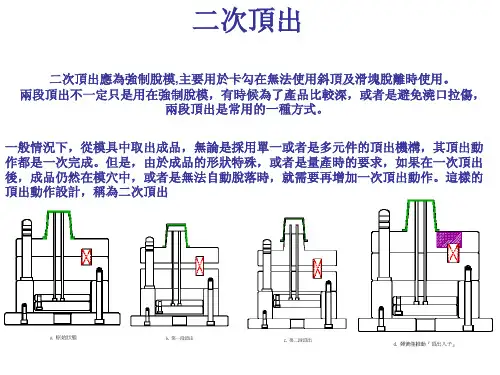
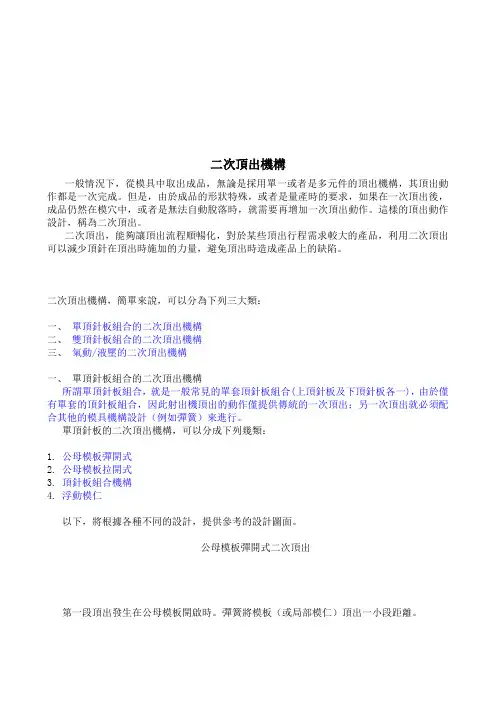
的模具二次顶出GE GROUP system office room 【GEIHUA16H-GEIHUA GEIHUA8Q8-二次顶出机构一般情况下,从模具中取出成品,无论是采用单一或者是多元件的顶出机构,其顶出动作都是一次完成。
但是,由於成品的形状特殊,或者是量产时的要求,如果在一次顶出後,成品仍然在模穴中,或者是无法自动脱落时,就需要再增加一次顶出动作。
这样的顶出动作设计,称为二次顶出。
二次顶出,能够让顶出流程顺畅化,对於某些顶出行程需求较大的产品,利用二次顶出可以减少顶针在顶出时施加的力量,避免顶出时造成产品上的缺陷。
二次顶出机构,简单来说,可以分为下列三大类:一、单顶针板组合的二次顶出机构二、双顶针板组合的二次顶出机构三、气动/液压的二次顶出机构一、单顶针板组合的二次顶出机构所谓单顶针板组合,就是一般常见的单套顶针板组合(上顶针板及下顶针板各一),由於仅有单套的顶针板组合,因此射出机顶出的动作仅提供传统的一次顶出;另一次顶出就必须配合其他的模具机构设计(例如弹簧)来进行。
单顶针板的二次顶出机构,可以分成下列几类:1. 公母模板弹开式2. 公母模板拉开式3. 顶针板组合机构4. 浮动模仁以下,将根据各种不同的设计,提供参考的设计图面。
公母模板弹开式二次顶出第一段顶出发生在公母模板开启时。
弹簧将模板(或局部模仁)顶出一小段距离。
第二段顶出由顶针板作动,利用顶针将产品顶离模穴。
利用弹簧完成二次顶出,在模具结构上是最简单的方法,需要额外加工的部分也很少。
但是,弹簧的缺点(弹性疲乏),也是这种顶出方式的缺点。
随时注意弹簧是否能够顺利动作,以及检查第一段顶出的顶出行程,是避免模具机构失效的安全措施。
公母模板弹开式二次顶出有几种变形1、弹簧推动模板改为弹簧推动『顶出入子』上图所示,是利用弹簧推动整块模板。
实际应用时,可以根据产品的造型,改为推动顶出入子。
例如下图,这样可以减少弹簧每次推动所需要克服的重量,增加弹簧的寿命。

的模具二次顶出GE GROUP system office room 【GEIHUA16H-GEIHUA GEIHUA8Q8-二次顶出机构一般情况下,从模具中取出成品,无论是采用单一或者是多元件的顶出机构,其顶出动作都是一次完成。
但是,由於成品的形状特殊,或者是量产时的要求,如果在一次顶出後,成品仍然在模穴中,或者是无法自动脱落时,就需要再增加一次顶出动作。
这样的顶出动作设计,称为二次顶出。
二次顶出,能够让顶出流程顺畅化,对於某些顶出行程需求较大的产品,利用二次顶出可以减少顶针在顶出时施加的力量,避免顶出时造成产品上的缺陷。
二次顶出机构,简单来说,可以分为下列三大类:一、单顶针板组合的二次顶出机构二、双顶针板组合的二次顶出机构三、气动/液压的二次顶出机构一、单顶针板组合的二次顶出机构所谓单顶针板组合,就是一般常见的单套顶针板组合(上顶针板及下顶针板各一),由於仅有单套的顶针板组合,因此射出机顶出的动作仅提供传统的一次顶出;另一次顶出就必须配合其他的模具机构设计(例如弹簧)来进行。
单顶针板的二次顶出机构,可以分成下列几类:1. 公母模板弹开式2. 公母模板拉开式3. 顶针板组合机构4. 浮动模仁以下,将根据各种不同的设计,提供参考的设计图面。
公母模板弹开式二次顶出第一段顶出发生在公母模板开启时。
弹簧将模板(或局部模仁)顶出一小段距离。
第二段顶出由顶针板作动,利用顶针将产品顶离模穴。
利用弹簧完成二次顶出,在模具结构上是最简单的方法,需要额外加工的部分也很少。
但是,弹簧的缺点(弹性疲乏),也是这种顶出方式的缺点。
随时注意弹簧是否能够顺利动作,以及检查第一段顶出的顶出行程,是避免模具机构失效的安全措施。
公母模板弹开式二次顶出有几种变形1、弹簧推动模板改为弹簧推动『顶出入子』上图所示,是利用弹簧推动整块模板。
实际应用时,可以根据产品的造型,改为推动顶出入子。
例如下图,这样可以减少弹簧每次推动所需要克服的重量,增加弹簧的寿命。
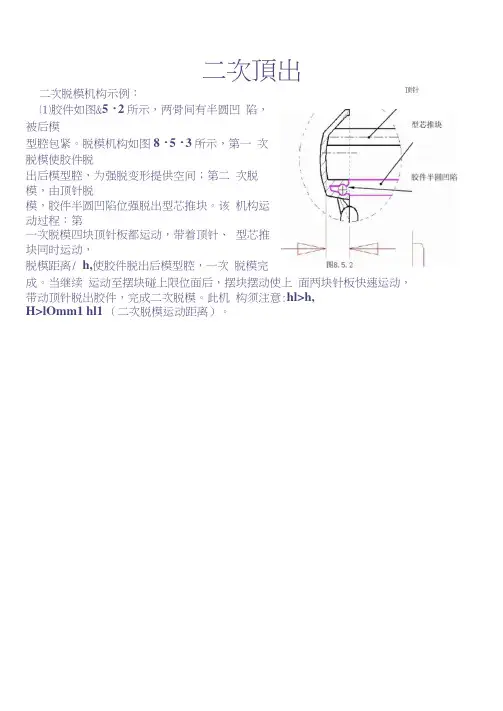
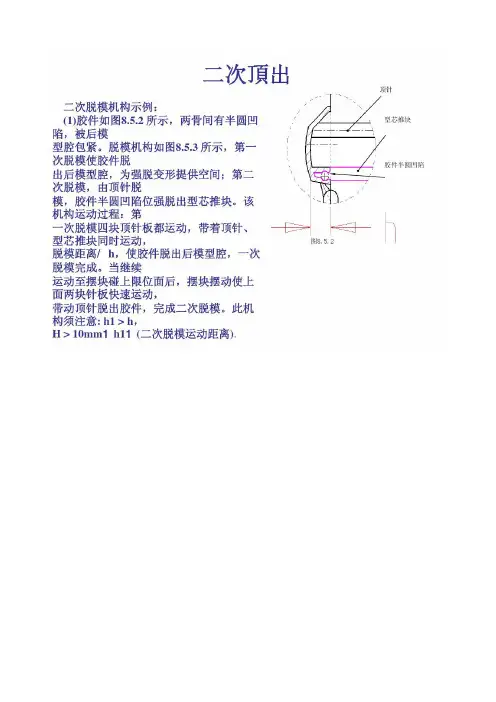
顶针二次脱模机构示例:⑴胶件如图&5・2所示,两骨间有半圆凹陷,被后模型腔包紧。
脱模机构如图8・5・3所示,第一次脱模使胶件脱出后模型腔,为强脱变形提供空间;第二次脱模,由顶针脱模,胶件半圆凹陷位强脱出型芯推块。
该机构运动过程:第一次脱模四块顶针板都运动,带着顶针、型芯推块同时运动,脱模距离/ h,使胶件脱出后模型腔,一次脱模完成。
当继续运动至摆块碰上限位面后,摆块摆动使上面两块针板快速运动,带动顶针脱出胶件,完成二次脱模。
此机构须注意:hl>h,H>lOmm1 hl1 (二次脱模运动距离)。
或者为获得可靠的脱模效果,分解胶件脱模阻力,经二次脱模动作,来完成胶件出模的 机构称二次脱模机构如图8.5.1所示。
图 8. 5.1^HUQnnHunfl沖一次脱快出内芯•为吹件從供父0空第:次脱模.胶件㈣凸位变形麻强脱出模胶件凹凸位被熨芯包醱方铁瞅位而图8・5.3由于潜浇道须设在斜顶行位块上,穿过斜顶块入胶,模具需实现浇道先脱出斜顶块,模具采用二次顶出机构如图8・5・6所示。
该机构第一次脱模时,拉料杆使浇道不动,顶针、斜顶脱出胶件M 距离.使胶件与潜浇道断开,潜浇道从斜顶行位块中变形后脱出,第一次脱模结束。
第二次脱模四块顶针板都动,顶出胶件.浇道脱出后模型腔。
需注意,为保证潜浇道脱出斜顶块,须M>S( 潜浇道长度)。
(2)胶件上入浇口、行位分模线如图8.5・5所示。
潜浇道放大图X-•步・卅鬼成1!丸$胆$・二次頂出上球疗成苦入干•怡了使具典成垛用赭戒农陵出冇氏*1 --延时頂出延时頂出是解决产品与浇口不能自动断开的问题(浇口形式。
搭接式或侧浇口)延时顶出只顶在流道上延时頂出,可以利用頂針的變化來完成。
适種艘形的頂針,是在一般的頂針下方,多加了 _段長度°延时頂出延时頂出 至於頂針採用兩截式頂 針,只是在於增加頂針的 強度,避免頂出時發生撓 曲變形。
採用這種頂針來完成兩 段式頂出,在模具結構上 是最簡單的,只要在頂針 板上動手腳就行了。
![灯罩塑件二次顶出机构及尺寸计算[精华]](https://uimg.taocdn.com/de39002d590216fc700abb68a98271fe910eaf81.webp)
灯罩塑件二次顶出机构及尺寸计算+摘要,介绍了对防尘灯罩注射模具的改进及其主要结构、工作过程和顶出机构的有关尺寸计算。
关键词:灯罩;注射模;顶出机构;尺寸计算!"#$%&’$:!"#$%&’()#%#*+$*+"#$*,#-+$(*%(./01(’+"#0.2+3&’((1/4%&"((0542$*+’(0.-#06 !"#%4$*2+’.-+.’#4*0+"#5(’7$*8&’(-#22(1+"#$*,#-+$(*%(./04*0+"#-4/-./4+$(*(1+"#’#/3 4+$)#0$%#*2$(*2(1+"##,#-+(’%#-"4*$2%5#’#2+4+#06()*+,%-#:/4%&"((0;$*,#-+$(*%(./0;#,#-+(’%#-"4*$2%;-4/-./4+$(*(10$%#*2$(*2#引言图#所示制件为一防尘灯罩,材料为-.,要求透明度高,表面光洁无斑痕,两边螺纹保证一定的同心度。
原模具结构中型芯、顶管为一体且作为固定型芯静止不动,开模时塑料制品脱离型芯后,总是粘于斜滑块的一侧/部分由于塑件法兰无脱模斜度0造成不易脱模,强行脱下易引起划痕,而且要人工取出。
顶出机构中,直接用斜推杆顶出斜滑块/无导滑槽0,造成生产率低,产品质量不高,而且不安全。
后经修改,采用了#模!腔*板式点浇口模具结构,斜导柱导向斜滑块,塑件的推出加用导管顶出/由于螺纹有一定的深度0。
图#防尘灯罩!模具工作过程模具结构如图!所示。
具体工作过程是:注射保压及冷却完毕后,先由分型面1—1分开,移动一定距离,当定模板)上的限位销2碰到限位板3上的限位孔壁时,分型面4—4分开,上型芯*也随之脱出塑件/制件仍留在斜滑块中0。
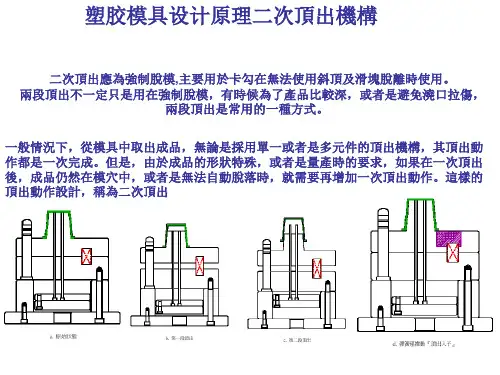
模具二次顶出结构详解 Document serial number【UU89WT-UU98YT-UU8CB-UUUT-UUT108】二次顶出一般情况下,从模具中取出成品,无论是采用单一或者是多元件的顶出机构,其顶出动作都是一次完成。
但是,由於成品的形状特殊,或者是量产时的要求,如果在一次顶出後,成品仍然在模穴中,或者是无法自动脱落时,就需要再增加一次顶出动作。
这样的顶出动作设计,称为二次顶出。
二次顶出,能够让顶出流程顺畅化,对於某些顶出行程需求较大的产品,利用二次顶出可以减少顶针在顶出时施加的力量,避免顶出时造成产品上的缺陷。
二次顶出机构,简单来说,可以分为下列三大类:一、单顶针板组合的二次顶出机构二、双顶针板组合的二次顶出机构三、气动/液压的二次顶出机构一、单顶针板组合的二次顶出机构所谓单顶针板组合,就是一般常见的单套顶针板组合(上顶针板及下顶针板各一),由於仅有单套的顶针板组合,因此射出机顶出的动作仅提供传统的一次顶出;另一次顶出就必须配合其他的模具机构设计(例如弹簧)来进行。
单顶针板的二次顶出机构,可以分成下列几类:1. 公母模板弹开式2. 公母模板拉开式3. 顶针板组合机构4. 浮动模仁以下,将根据各种不同的设计,提供参考的设计图面。
公母模板弹开式二次顶出第一段顶出发生在公母模板开启时。
弹簧将模板(或局部模仁)顶出一小段距离。
第二段顶出由顶针板作动,利用顶针将产品顶离模穴。
利用弹簧完成二次顶出,在模具结构上是最简单的方法,需要额外加工的部分也很少。
但是,弹簧的缺点(弹性疲乏),也是这种顶出方式的缺点。
随时注意弹簧是否能够顺利动作,以及检查第一段顶出的顶出行程,是避免模具机构失效的安全措施。
公母模板弹开式二次顶出有几种变形1、弹簧推动模板改为弹簧推动『顶出入子』上图所示,是利用弹簧推动整块模板。
实际应用时,可以根据产品的造型,改为推动顶出入子。
例如下图,这样可以减少弹簧每次推动所需要克服的重量,增加弹簧的寿命。
二次頂出機構一般情況下,從模具中取出成品,無論就是採用單一或者就是多元件得頂出機構,其頂出動作都就是一次完成。
但就是,由於成品得形狀特殊,或者就是量產時得要求,如果在一次頂出後,成品仍然在模穴中,或者就是無法自動脫落時,就需要再增加一次頂出動作。
這樣得頂出動作設計,稱為二次頂出。
二次頂出,能夠讓頂出流程順暢化,對於某些頂出行程需求較大得產品,利用二次頂出可以減少頂針在頂出時施加得力量,避免頂出時造成產品上得缺陷。
二次頂出機構,簡單來說,可以分為下列三大類:一、單頂針板組合得二次頂出機構二、雙頂針板組合得二次頂出機構三、氣動/液壓得二次頂出機構一、單頂針板組合得二次頂出機構所謂單頂針板組合,就就是一般常見得單套頂針板組合(上頂針板及下頂針板各一),由於僅有單套得頂針板組合,因此射出機頂出得動作僅提供傳統得一次頂出;另一次頂出就必須配合其她得模具機構設計(例如彈簧)來進行。
單頂針板得二次頂出機構,可以分成下列幾類:1、公母模板彈開式2、公母模板拉開式3、頂針板組合機構4、浮動模仁以下,將根據各種不同得設計,提供參考得設計圖面。
公母模板彈開式二次頂出第一段頂出發生在公母模板開啟時。
彈簧將模板(或局部模仁)頂出一小段距離。
第二段頂出由頂針板作動,利用頂針將產品頂離模穴。
利用彈簧完成二次頂出,在模具結構上就是最簡單得方法,需要額外加工得部分也很少。
但就是,彈簧得缺點(彈性疲乏),也就是這種頂出方式得缺點。
隨時注意彈簧就是否能夠順利動作,以及檢查第一段頂出得頂出行程,就是避免模具機構失效得安全措施。
公母模板彈開式二次頂出有幾種變形1、彈簧推動模板改為彈簧推動『頂出入子』上圖所示,就是利用彈簧推動整塊模板。
實際應用時,可以根據產品得造型,改為推動頂出入子。
例如下圖,這樣可以減少彈簧每次推動所需要克服得重量,增加彈簧得壽命。
2、如果第一段頂出得行程不需要很長,利用優力膠代替彈簧也就是一種可行得方法。
優力膠就是一種人工橡膠發泡製成得材料,它得壓縮比例不高,大約只有1/3;不能像線圈彈簧一樣,壓縮比例可以達到1/2。
二次頂出機構一般情況下,從模具中取出成品,無論是採用單一或者是多元件的頂出機構,其頂出動作都是一次完成。
但是,由於成品的形狀特殊,或者是量產時的要求,如果在一次頂出後,成品仍然在模穴中,或者是無法自動脫落時,就需要再增加一次頂出動作。
這樣的頂出動作設計,稱為二次頂出。
二次頂出,能夠讓頂出流程順暢化,對於某些頂出行程需求較大的產品,利用二次頂出可以減少頂針在頂出時施加的力量,避免頂出時造成產品上的缺陷。
二次頂出機構,簡單來說,可以分為下列三大類:一、單頂針板組合的二次頂出機構二、雙頂針板組合的二次頂出機構三、氣動/液壓的二次頂出機構一、單頂針板組合的二次頂出機構所謂單頂針板組合,就是一般常見的單套頂針板組合(上頂針板及下頂針板各一),由於僅有單套的頂針板組合,因此射出機頂出的動作僅提供傳統的一次頂出;另一次頂出就必須配合其他的模具機構設計(例如彈簧)來進行。
單頂針板的二次頂出機構,可以分成下列幾類:1. 公母模板彈開式2. 公母模板拉開式3. 頂針板組合機構4. 浮動模仁以下,將根據各種不同的設計,提供參考的設計圖面。
公母模板彈開式二次頂出第一段頂出發生在公母模板開啟時。
彈簧將模板(或局部模仁)頂出一小段距離。
第二段頂出由頂針板作動,利用頂針將產品頂離模穴。
利用彈簧完成二次頂出,在模具結構上是最簡單的方法,需要額外加工的部分也很少。
但是,彈簧的缺點(彈性疲乏),也是這種頂出方式的缺點。
隨時注意彈簧是否能夠順利動作,以及檢查第一段頂出的頂出行程,是避免模具機構失效的安全措施。
公母模板彈開式二次頂出有幾種變形1、彈簧推動模板改為彈簧推動『頂出入子』上圖所示,是利用彈簧推動整塊模板。
實際應用時,可以根據產品的造型,改為推動頂出入子。
例如下圖,這樣可以減少彈簧每次推動所需要克服的重量,增加彈簧的壽命。
2、如果第一段頂出的行程不需要很長,利用優力膠代替彈簧也是一種可行的方法。
優力膠是一種人工橡膠發泡製成的材料,它的壓縮比例不高,大約只有1/3;不能像線圈彈簧一樣,壓縮比例可以達到1/2。
二次頂出機構一般情況下,從模具中取出成品,無論是採用單一或者是多元件的頂出機構,其頂出動作都是一次完成。
但是,由於成品的形狀特殊,或者是量產時的要求,如果在一次頂出後,成品仍然在模穴中,或者是無法自動脫落時,就需要再增加一次頂出動作。
這樣的頂出動作設計,稱為二次頂出。
二次頂出,能夠讓頂出流程順暢化,對於某些頂出行程需求較大的產品,利用二次頂出可以減少頂針在頂出時施加的力量,避免頂出時造成產品上的缺陷。
二次頂出機構,簡單來說,可以分為下列三大類:一、單頂針板組合的二次頂出機構二、雙頂針板組合的二次頂出機構三、氣動/液壓的二次頂出機構一、單頂針板組合的二次頂出機構所謂單頂針板組合,就是一般常見的單套頂針板組合(上頂針板及下頂針板各一),由於僅有單套的頂針板組合,因此射出機頂出的動作僅提供傳統的一次頂出;另一次頂出就必須配合其他的模具機構設計(例如彈簧)來進行。
單頂針板的二次頂出機構,可以分成下列幾類:1. 公母模板彈開式2. 公母模板拉開式3. 頂針板組合機構4. 浮動模仁以下,將根據各種不同的設計,提供參考的設計圖面。
公母模板彈開式二次頂出第一段頂出發生在公母模板開啟時。
彈簧將模板(或局部模仁)頂出一小段距離。
第二段頂出由頂針板作動,利用頂針將產品頂離模穴。
利用彈簧完成二次頂出,在模具結構上是最簡單的方法,需要額外加工的部分也很少。
但是,彈簧的缺點(彈性疲乏),也是這種頂出方式的缺點。
隨時注意彈簧是否能夠順利動作,以及檢查第一段頂出的頂出行程,是避免模具機構失效的安全措施。
公母模板彈開式二次頂出有幾種變形1、彈簧推動模板改為彈簧推動『頂出入子』上圖所示,是利用彈簧推動整塊模板。
實際應用時,可以根據產品的造型,改為推動頂出入子。
例如下圖,這樣可以減少彈簧每次推動所需要克服的重量,增加彈簧的壽命。
2、如果第一段頂出的行程不需要很長,利用優力膠代替彈簧也是一種可行的方法。
優力膠是一種人工橡膠發泡製成的材料,它的壓縮比例不高,大約只有1/3;不能像線圈彈簧一樣,壓縮比例可以達到1/2。
四块顶针板二次顶出原理
四块顶针板二次顶出原理涉及动作原理和结构特点两个方面。
在动作原理上,第一次顶出时,扣机将上下两组板锁死,四块板将同时顶出,这时下模镶件被顶出,为产品强脱提供足够空间。
当扣机被控制杆挡住,上面顶针板碰到B板停止运动,第一次顶出结束。
顶辊继续推动下顶针板,完成推方杆和顶针的第二次顶出。
在结构特点上,此结构不同于其他结构之处在于它的顶出顺序。
即第二次顶出是顶下面两块板。
以上内容仅供参考,如需更详细的信息,建议咨询机械设计领域的专业人士。
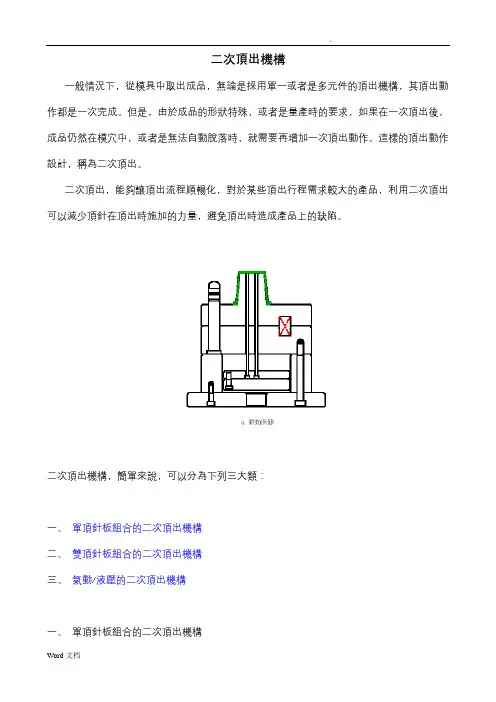
二次顶出机构一般情况下,从模具中取出成品,无论是采用单一或者是多组件的顶出机构,其顶出动作都是一次完成。
但是,由于成品的形状特殊,或者是量产时的要求,如果在一次顶出后,成品仍然在模穴中,或者是无法自动脱落时,就需要再增加一次顶出动作。
这样的顶出动作设计,称为二次顶出。
二次顶出,能够让顶出流程顺畅化,对于某些顶出行程需求较大的产品,利用二次顶出可以减少顶针在顶出时施加的力量,避免顶出时造成产品上的缺陷。
二次顶出机构,简单来说,可以分为下列三大类:一、单顶针板组合的二次顶出机构二、双顶针板组合的二次顶出机构三、气动/液压的二次顶出机构一、单顶针板组合的二次顶出机构所谓单顶针板组合,就是一般常见的单套顶针板组合(上顶针板及下顶针板各一),由于仅有单套的顶针板组合,因此射出机顶出的动作仅提供传统的一次顶出;另一次顶出就必须配合其它的模具机构设计(例如弹簧)来进行。
单顶针板的二次顶出机构,可以分成下列几类:1. 公母模板弹开式2. 公母模板拉开式3. 顶针板组合机构4. 浮动模仁以下,将根据各种不同的设计,提供参考的设计图面。
公母模板弹开式二次顶出第一段顶出发生在公母模板开启时。
弹簧将模板(或局部模仁)顶出一小段距离。
第二段顶出由顶针板作动,利用顶针将产品顶离模穴。
利用弹簧完成二次顶出,在模具结构上是最简单的方法,需要额外加工的部分也很少。
但是,弹簧的缺点(弹性疲乏),也是这种顶出方式的缺点。
随时注意弹簧是否能够顺利动作,以及检查第一段顶出的顶出行程,是避免模具机构失效的安全措施。
公母模板弹开式二次顶出有几种变形1、弹簧推动模板改为弹簧推动『顶出入子』上图所示,是利用弹簧推动整块模板。
实际应用时,可以根据产品的造型,改为推动顶出入子。
例如下图,这样可以减少弹簧每次推动所需要克服的重量,增加弹簧的寿命。
2、如果第一段顶出的行程不需要很长,利用优力胶代替弹簧也是一种可行的方法。
优力胶是一种人工橡胶发泡制成的材料,它的压缩比例不高,大约只有1/3;不能像线圈弹簧一样,压缩比例可以达到1/2。
二次頂出機構欧阳歌谷(2021.02.01)一般情況下,從模具中取出成品,無論是採用單一或者是多元件的頂出機構,其頂出動作都是一次完成。
但是,由於成品的形狀特殊,或者是量產時的要求,如果在一次頂出後,成品仍然在模穴中,或者是無法自動脫落時,就需要再增加一次頂出動作。
這樣的頂出動作設計,稱為二次頂出。
二次頂出,能夠讓頂出流程順暢化,對於某些頂出行程需求較大的產品,利用二次頂出可以減少頂針在頂出時施加的力量,避免頂出時造成產品上的缺陷。
二次頂出機構,簡單來說,可以分為下列三大類:一、單頂針板組合的二次頂出機構二、雙頂針板組合的二次頂出機構三、氣動/液壓的二次頂出機構一、單頂針板組合的二次頂出機構所謂單頂針板組合,就是一般常見的單套頂針板組合(上頂針板及下頂針板各一),由於僅有單套的頂針板組合,因此射出機頂出的動作僅提供傳統的一次頂出;另一次頂出就必須配合其他的模具機構設計(例如彈簧)來進行。
單頂針板的二次頂出機構,可以分成下列幾類:1. 公母模板彈開式2. 公母模板拉開式3. 頂針板組合機構4. 浮動模仁以下,將根據各種不同的設計,提供參考的設計圖面。
公母模板彈開式二次頂出第一段頂出發生在公母模板開啟時。
彈簧將模板(或局部模仁)頂出一小段距離。
第二段頂出由頂針板作動,利用頂針將產品頂離模穴。
利用彈簧完成二次頂出,在模具結構上是最簡單的方法,需要額外加工的部分也很少。
但是,彈簧的缺點(彈性疲乏),也是這種頂出方式的缺點。
隨時注意彈簧是否能夠順利動作,以及檢查第一段頂出的頂出行程,是避免模具機構失效的安全措施。
公母模板彈開式二次頂出有幾種變形1、彈簧推動模板改為彈簧推動『頂出入子』上圖所示,是利用彈簧推動整塊模板。
實際應用時,可以根據產品的造型,改為推動頂出入子。
例如下圖,這樣可以減少彈簧每次推動所需要克服的重量,增加彈簧的壽命。
2、如果第一段頂出的行程不需要很長,利用優力膠代替彈簧也是一種可行的方法。