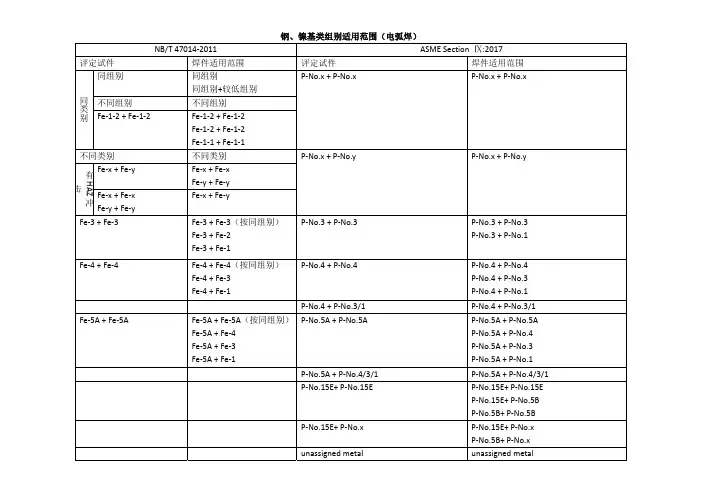
焊接工艺评定钢、镍基分组应用(NBT47014、ASMEⅨ、EN15614)
- 格式:pdf
- 大小:99.35 KB
- 文档页数:5
焊接工艺评定
编 号:PQR-HJ1601
评定标准: NB/T47014-2011
《承压设备焊接工艺评定》
母材类别: Fe-1+Fe-1
母材牌号: 20+20
规 格 : φ159×6
焊接方法: GTAW+SMAW
接头形式: 对接
焊接位置: 6G
焊接材料: ER49-1+E4315
单位:重庆恒久管道设备安装
有限责任公司
日期:2016年2月29日
焊接工艺评定目录
序号 内 容 共 页
1 焊接工艺评定报告(PQR) 1-4
2 预焊接工艺规程(PWPS) 5-7
3 焊接过程记录 8
4 外观检查记录 9
5 无损检测报告(RT) 10-14
6 机械性能报告 15
7 钢管质量证明书 16
8 焊丝质量证明书 17
9 焊条质量证明书 18
-- ----- ---
焊接工艺评定报告(PQR)
单位名称 重庆恒久管道设备安装有限责任公司
焊接工艺评定报告编号 PQR-HJ1601 预焊接工艺规程编号 PWPS-HJ1601
焊接方法 GTAW+SMAW 机动化程度(手工、机动、自动) 手工
接头简图:(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺的焊缝金属厚度)
φ159×层焊接坡口焊接层次点点点点焊接位置6和焊接方向层
母材:
材料标准 GB/T8163-2008
材料代号 20
类、组别号 Fe-1-1 与类、组别号 Fe-1-1 相焊

NBT47014制作的焊接工艺评定
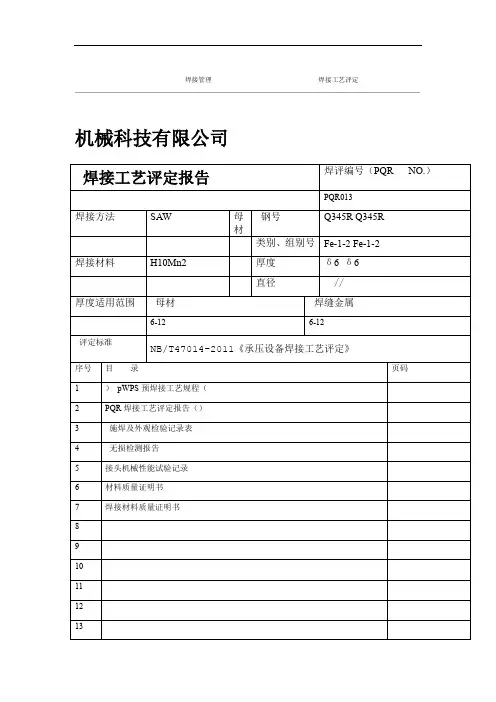
机械科技
焊接工艺评定报告 焊评编号〔PQR NO.〕
PQR013
焊接方法 SAW
母材 钢号 Q345R Q345R
类别、组别号 Fe-1-2 Fe-1-2
焊接材料 H10Mn2 厚度 δ6 δ6
直径 / /
厚度适用范围 母材 焊缝金属
6-12 6-12
评定标准 NB/T47014-2021?承压设备焊接工艺评定?
序号 目 录 页码
1 预焊接工艺规程〔pWPS〕
2 焊接工艺评定报告〔PQR〕
3 施焊及外观检验记录表
4 无损检测报告
5 接头机械性能试验记录
6 材料质量证明书
7 焊接材料质量证明书
8
9
10
11
12
13
结论 本焊评按NB/T47014-2021?承压设备焊接工艺评定?标准规定,焊接试件、检验试样、各项性能测定经确认记录正确,符合标准规定。
本焊评经评定: □√合格 □不合格
编 制 审 核 批 准 监检确认 日 期
预焊接工艺规程
表一 :
(pWPS) 1-1
单位名称: 机械科技
预焊接工艺规程编号: pWPS013 日期:
所依据焊接工艺评定报告编号: /
焊接方法: SAW 机动化程度〔手工、机动、自动〕 自动
焊接接头: 对接
坡口型式: I
衬垫〔材料及规格〕:
/
其它: / 简图:〔接头形式、坡口形式与尺寸、焊层、焊道布置及顺序〕
母材:
类别号: Fe-1 组别号: Fe-1-2 与类别号:

关于执行《承压设备焊接工艺评定》(NB/T 47014-2011)的意见(质检特函〔2011〕102号)
质检特函〔2011〕102号
关于执行《承压设备焊接工艺评定》
(NB/T 47014-2011)的意见
各有关单位:
《承压设备焊接工艺评定》(NB/T 47014-2011(JB/T 4708),以下简称NB/T 47014)已经国家能源局批准发布,并于2011年10月1日起实施。为了顺利实施此标准,经研究,现提出如下意见,请遵照执行。
一、自本文发布之日起,锅炉、压力容器(不含气瓶)制造、安装、改造单位(以下简称生产企业),进行新的焊接工艺评定以及修改原有焊接工艺评定时应当执行NB/T 47014。
二、继续有效的焊接工艺评定项目
生产企业按《蒸汽锅炉安全技术监察规程》附录Ⅰ、《钢制压力容器焊接工艺评定》(JB/T 4708-2000)、《铝容器焊接工艺评定》(JB/T 4734-2002附录B)、《钛容器焊接工艺评定》(JB/T 4745-2006附录B)、《铜制压力容器的焊接工艺评定》(JB/T
4755-2006附录B)、《镍及镍合金制压力容器的焊接工艺评定》(JB/T 4756-2006附录B)、《换热管与管板接头的焊接工艺评定》(GB151-1999附录B)评定合格的焊接工艺评定项目继续有效。
三、执行NB/T 47014过程中如遇到问题,请及时向全国锅炉压力容器标准化技术委员会反馈。
二〇一一年十一月二十二日
抄送:全国锅炉压力容器标准化技术委员会
焊接管理 焊接工艺评定
机械科技有限公司
焊接工艺评定报告 焊评编号(PQR NO.)
PQR013
焊接方法 SAW 母
材 钢号 Q345R Q345R
类别、组别号 Fe-1-2 Fe-1-2
焊接材料 H10Mn2 厚度 δ6 δ6
直径 //
厚度适用范围 母材 焊缝金属
6-12 6-12
评定标准 NB/T47014-2011《承压设备焊接工艺评定》
序号 目 录 页码
1 ) pWPS预焊接工艺规程(
2 PQR焊接工艺评定报告()
3 施焊及外观检验记录表
4 无损检测报告
5 接头机械性能试验记录
6 材料质量证明书
7 焊接材料质量证明书
8
9
10
11
12
13
结
论 本焊评按NB/T47014-2011《承压设备焊接工艺评定》标准规定,焊接试件、检验试样、各项性能测定经确认记录正确,符合标准规定。 √□合格 □不合格本焊评经评定:
审 核 批 准 监检确认 日 期 编 制
1
============================================================================================
焊接工艺评定 焊接管理
预焊接工艺规程1-1 (pWPS)