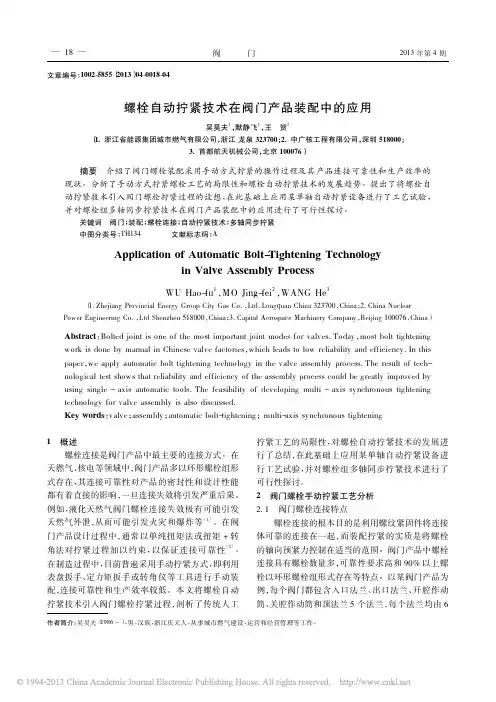
螺栓自动拧紧技术在阀门产品装配中的应用_吴昊夫
- 格式:pdf
- 大小:662.96 KB
- 文档页数:4

(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号 (43)申请公布日 (21)申请号 201910228198.1(22)申请日 2019.03.25(71)申请人 温州易正科技有限公司地址 325100 浙江省温州市永嘉县江北街道码道村科技新村9号楼(三楼B区)(72)发明人 徐标 (74)专利代理机构 北京众合诚成知识产权代理有限公司 11246代理人 连平(51)Int.Cl.B25B 21/00(2006.01)B25B 23/145(2006.01)B25B 23/155(2006.01)
(54)发明名称一种用于螺栓的自动液压拧紧器(57)摘要本发明公开了一种用于螺栓的自动液压拧紧器,包括工作台,工作台上设有可以自动旋转的工件放置座,工件放置座上固定有定位环,定位环上设有若干均布的定位孔,其中一个定位孔的下方设有定位轴,定位轴通过驱动机构驱使其升降,驱动机构还连接有升降支架,升降支架上设有液压拧紧器。本发明通过油缸提供动力将螺栓或螺母拧紧到需要的扭矩,且工件可以自动旋转,自动对多个螺栓或螺母依次拧紧,可以大幅
度提高生产效率。
权利要求书2页 说明书4页 附图5页CN 109895008 A2019.06.18
CN 109895008
A1.一种用于螺栓的自动液压拧紧器,包括工作台(11),其特征在于:所述工作台(11)上固定有芯轴(12),芯轴(12)上铰接有用于放置工件(13)的工件安置座(14),工件安置座(14)的底部固定有与芯轴(12)同轴心设置的减速齿圈(15),减速齿圈(15)与驱动齿轮(16)啮合,驱动齿轮(16)固定在伺服电机(17)的电机轴上,伺服电机(17)与工作台(11)固定连接;所述工件安置座(14)的外壁上固定有定位环(18),定位环(18)上成型有若干圆周均布的定位孔(181),其中一个定位孔(181)的下侧设有定位轴(19),定位轴(19)插套在基座(20)的台阶孔(201)内,所述基座(20)固定在工作台(11)上,所述定位轴(19)的下端固定有升降块(21),所述基座(20)成型有驱动腔(202),驱动腔(202)的上侧套接有升降支架(22)套接有升降支架(22),所述驱动腔(202)内设置有驱使升降支架(22)与升降块(21)同步升降的驱动机构(3);所述升降支架(22)的上端固定连接有液压拧紧器(4),所述液压拧紧器(4)包括与升降支架(22)固定连接的壳体(41),所述壳体(41)成型有上侧开口的空腔(411),空腔(411)内铰接有输出轴(42),输出轴(42)的下端成型有用于连接套筒(49)的四棱柱体(421),四棱柱体(421)伸出到壳体(41)外,所述输出轴(42)的中部成型有凸台(422),凸台(422)的上端面上成型有第一螺旋面(423),所述输出轴(42)上套接有输入轴(43),输入轴(43)的下端面上成型有与第一螺旋面(423)相配合的第二螺旋面(431),第一螺旋面(423)压靠在第二螺旋面(431)上,所述输入轴(43)与凸台(422)之间设有拉簧(48);所述输入轴(43)的外壁上固定有内齿圈(44),内齿圈(44)与长齿轮(46)的上端啮合,长齿轮(46)的下端与齿条(45)啮合,长齿轮(46)铰接在空腔(411)内,齿条(45)的一端与第一油缸(47)的活塞杆固定连接,所述第一油缸(47)固定在壳体(41)的外壁上,所述输出轴(42)的上端铰接在端盖(20)上,端盖(20)固定在壳体(41)的上端面上。2.根据权利要求1所述的一种用于螺栓的自动液压拧紧器,其特征在于:所述驱动机构(3)包括设置在驱动腔(202)内的第二油缸(31),第二油缸(31)的缸体夹持在两块上下设置的挡板(32)之间,挡板(32)固定在驱动腔(202)的内壁上,所述第二油缸(31)的活塞杆穿过下侧的挡板(32)的伸出端固定有压块(33),压块(33)的下侧壁成型有左低右高设置的第一斜面(331),第一斜面(331)压靠在驱动块(34)上的左低右高设置的第二斜面(341)上,所述驱动块(34)的右侧壁上成型有左高右低设置的第三斜面(342)及连接第三斜面(342)的低端的平面(343),平面(343)压靠在升降块(21)的下底面上,所述升降块(21)的上底面与台阶孔(201)的台阶面之间设有压簧(35),所述驱动块(34)与L型推拉杆(36)的一端固定连接,L型推拉杆(36)的另一端穿过两块挡板(32)的上伸出端与升降支架(22)固定连接。3.根据权利要求2所述的一种用于螺栓的自动液压拧紧器,其特征在于:所述基座(20)的下端成型有连通驱动腔(202)与台阶孔(201)的矩形槽(203),所述驱动块(34)插套在矩形槽(203)内,所述驱动块(34)的下侧壁上固定有滑块(37),滑块(37)插套在滑轨(38)的滑行槽(381)内,所述滑轨(38)与基座(20)固定连接。4.根据权利要求1所述的一种用于螺栓的自动液压拧紧器,其特征在于:所述输入轴(43)上固定有挡块(40),挡块(40)位于输入轴(43)的上方。5.根据权利要求4所述的一种用于螺栓的自动液压拧紧器,其特征在于:所述挡块(40)的下底面与输入轴(43)的上端面之间的距离L1大于第二螺旋面(431)的首端与尾端之间的高度差H。6.根据权利要求1所述的一种用于螺栓的自动液压拧紧器,其特征在于:

阀门装配调试技术的操作步骤与流程解析
阀门是工业生产中常用的一种控制装置,用于控制流体的流量、压力和方向。阀门的装配和调试是确保阀门正常运行的关键步骤。本文将从操作步骤和流程解析两个方面,介绍阀门装配调试技术的具体要点。
一、操作步骤
1. 准备工作:在进行阀门装配调试之前,需要对所需工具和材料进行准备。常用的工具包括扳手、扳子、螺丝刀等,材料包括密封垫片、润滑油等。
2. 阀门组件安装:根据阀门的类型和规格,按照阀门制造商提供的装配图纸,将阀门的各个组件进行安装。在安装过程中,需要注意组件之间的配合精度和紧固力度,确保安装的牢固和密封性。
3. 密封件安装:在阀门装配过程中,密封件的安装非常重要。根据阀门的使用环境和介质特性,选择合适的密封垫片进行安装。在安装过程中,要注意垫片的位置和压紧力度,以确保阀门的密封性能。
4. 润滑处理:阀门在使用过程中需要进行润滑,以减少摩擦和磨损。在装配过程中,需要在适当的位置涂抹润滑油,确保阀门的灵活性和稳定性。
5. 调试工作:完成阀门的装配后,需要进行调试工作。首先,检查阀门的外观和连接是否正常,确保没有松动和漏气现象。然后,逐步打开和关闭阀门,观察阀门的动作是否灵活,是否存在卡滞或漏气等问题。最后,根据需要进行压力和流量的测试,以验证阀门的控制性能。
二、流程解析
阀门装配调试的流程可以分为准备、装配、调试和验收四个阶段。 1. 准备阶段:在此阶段,需要明确阀门的使用要求和技术参数,准备所需的工具和材料,并对阀门进行检查和清洗。同时,还需要准备好相关的技术文档和记录表格,以便记录和分析调试过程中的数据。
2. 装配阶段:在此阶段,按照阀门制造商提供的装配图纸和工艺要求,对阀门进行组装和安装。在装配过程中,需要仔细检查各个组件的尺寸和配合精度,确保装配的准确性和可靠性。同时,还需要进行润滑和密封件的安装。
3. 调试阶段:在此阶段,需要进行阀门的功能和性能测试。首先,进行手动操作,观察阀门的动作是否灵活、准确。然后,根据需要进行压力和流量的测试,以验证阀门的控制性能。在测试过程中,需要记录各项测试数据,并进行分析和比对。
龙源期刊网
螺钉的二次拧紧与扭矩的控制
作者:寇舒
来源:《科教导刊·电子版》2016年第03期
摘 要 螺钉拧紧是装配流水线中最常用的工艺。一般都是通过控制螺钉扭矩来实现螺钉拧紧装配。本文以一个汽缸盖的螺钉装配为例阐述四螺钉拧紧机的设计和应用情况。该螺钉机只用一个气马达实现螺钉两次拧紧,精确控制螺钉扭矩,实现几个螺钉的同时拧紧。
关键词 气马达 扭矩 两次拧紧 同步拧紧
中图分类号:TH69 文献标识码:A
0引言
随着国内工业的发展,装配流水线越来越多。作为一条装配流水线,最常用到的应该是螺钉的装配。最原始的螺钉装配是用手工工具拧螺钉,后来借助一些气动或电动工具装配,随着技术的不断发展现今主要用自动机拧紧。相对来说用自动机拧紧效率高,质量稳定,在实际应用中也用得较多。
螺钉的拧紧实际上是一个比较复杂的过程,我们在应用中主要控制的是螺钉的压紧力,但由于没法实时检测压紧力,就通过实验手段得到需要压紧力下的扭矩。用螺钉的扭矩作为螺钉拧紧的控制目标。对于一些高精度的螺钉装配,都要求进行螺钉扭矩的控制。
1存在的问题
在本文所用到的装配线上有多处涉及有扭矩控制的螺钉装配,尤其是汽缸盖螺钉的拧紧,由于缸体较薄,容易产生变形,如果安装的四个螺钉拧紧有快慢的情况下更加突出。在最早的装配中,我们在工艺上规定了两次拧紧,要进行先预紧,再最终拧紧。我们采用手动工具拧紧,要求操作工按照左上、右下、右上、左下顺序进行先预紧后拧紧操作。随着产量的提高,手工拧紧已经越来越不适应生产的需要,同时,手工拧紧扭矩的控制精度较低,往往会超出我们的工艺要求,造成较多的下线返修。后来制作了一台拧紧专机,从使用情况看,由于它改变了两次拧紧的工艺,采用了一次拧紧,虽然提高拧紧速度,但卡死情况却多了,同时由于气马达之间的相互影响,扭矩控制偶尔也超差。

阀门装配调试技术的步骤与流程详解
阀门是工业生产中常见的设备,其作用是调节流体的流量和压力。为确保阀门的正常运行,需要进行装配和调试。本文将详细介绍阀门装配调试技术的步骤与流程。
一、准备工作
在进行阀门装配调试之前,需要做一些准备工作。首先,要对阀门及其相关配件进行检查,确保其完好无损。其次,要准备好所需的工具和设备,如扳手、螺丝刀、密封胶等。最后,要对工作区域进行清洁,确保操作环境整洁。
二、阀门装配
1. 将阀门和相关配件按照图纸或规范要求进行组装。在组装过程中,要注意各个部件的位置和方向,确保其正确安装。
2. 在组装过程中,要注意使用适当的润滑剂,以减少阀门的摩擦和磨损。同时,还要注意润滑剂的使用量,过量使用会影响阀门的密封性能。
3. 完成阀门的组装后,要进行检查。检查内容包括:阀门的外观是否完好,各个连接处是否紧固,阀门的开启和关闭是否灵活等。
三、阀门调试
1. 调试前,要对阀门进行清洗,以确保其内部无杂质。清洗方法可以根据阀门的材质和使用环境选择,常见的清洗方法包括冲洗、擦拭等。
2. 在调试过程中,要注意逐步增加流体的压力,以避免阀门和管道的瞬时冲击。同时,还要注意监测阀门的工作状态,及时发现问题并进行调整。
3. 调试过程中,要注意记录各项参数,如流量、压力等。这些参数对于后续的运行和维护都具有重要意义。 四、阀门验收
1. 阀门调试完成后,要进行验收。验收内容包括:阀门的开启和关闭是否正常,阀门的密封性能是否达标,阀门的工作参数是否符合要求等。
2. 验收过程中,要根据相关标准和规范进行检查,确保阀门的质量和性能满足要求。
3. 如果发现问题,要及时进行修复和调整。修复过程中,要注意使用合适的材料和工具,确保修复效果。
五、阀门维护
阀门的维护工作是保证其长期正常运行的关键。维护工作包括定期检查、清洁、润滑等。定期检查可以发现问题并及时处理,清洁和润滑可以延长阀门的使用寿命。