螺栓安装拧紧技术
- 格式:ppt
- 大小:2.00 MB
- 文档页数:30
化 工 设 备 与 管 道第42卷螺栓拧紧方法及预紧力控制初泰安(扬子石油化工公司芳烃厂,南京 210048)[摘要] 石化、炼油企业装置上的静密封结构以螺栓法兰垫片连接系统为主,检修期间螺栓拧紧方法的选择和预紧力的正确控制对保证装置的安全运行至关重要。
本文介绍了实际生产中常用的扭矩法、螺母转角法和液压拉伸法的基本原理,并给出了各种预紧力的控制方法及其所能达到的精度,对安装和维修有一定的指导意义。
[关键词] 螺栓; 预紧力; 拧紧; 法兰连接 螺栓法兰连接在化工装置中广为应用。
为了保证法兰连接系统紧密不漏、安全可靠地长周期运行,垫片表面必须有足够的密封比压,特别在高温工况下垫片会产生老化、蠕变松弛,法兰和螺栓产生热变形,高温连接系统的密封比常温困难得多,此时螺栓预紧力的施加与控制就显得十分重要,过大或过小的预紧力都会对密封产生不利影响。
螺栓预紧力过大,密封垫片会被压死而失去弹性,甚至会将螺栓拧断;过小的螺栓预紧力又使受压后垫片表面的残余压紧应力达不到工作密封比压,从而导致连接系统泄漏。
因此如何控制螺栓预紧力是生产实际中必须重视的问题。
1 螺栓拧紧方法1.1扭矩拧紧法扭矩拧紧法[1、2]是最常用的螺栓拧紧方法,通过扭矩扳手显示的扭矩值来控制被连接件的预紧力,操作简单、直观。
拧紧螺栓时的拧紧力矩:M=K t Q0d×10-3N m式中:Q0———预紧力,N;K t———计算系数;d———螺栓的公称直径,m m。
Q0=MK t d×10-3N(1)系数K t与螺纹表面及法兰的光洁度、润滑状况、拧紧速度、所用拧紧工具、以及反复拧紧时的温度变化等有关,通常在0.1~0.3之间变化。
K t的变化将导致预紧力Q0也发生较大变化,变化范围大约在40%左右。
所以,如采用扭矩法拧紧螺栓,其计算载荷需要1.3倍最大工作载荷,这必然会造成螺栓直径增大,或数量增加,或提高材质。
这对简化结构、降低成本,减轻其重量都是不利的。
拧紧技术原理及应用介绍拧紧技术是指通过施加力矩将螺纹连接件(如螺栓、螺母等)固定在一起的工艺和方法。
它广泛应用于机械制造、汽车制造、航空航天、船舶、建筑等各个行业中。
拧紧技术的原理是利用预紧力,即把螺栓与螺母的一侧转动,使其产生正向或反向的力,在力矩的作用下,使螺纹连接件互相牢固地连接在一起。
拧紧技术的概念包括一系列参数,如加矩、螺纹粘接、拉伸控制等。
首先,拧紧技术的主要参数是加矩。
在拧紧过程中,螺栓和螺母需要施加的力矩,称为加矩。
加矩是拧紧力和转动角度的乘积,表示了螺纹连接部件的受力情况。
一般情况下,加矩的大小与预紧力呈正相关关系,即加矩越大,预紧力越大。
其次,拧紧技术还要考虑螺纹粘接。
螺纹粘接是指在螺栓和螺母连接过程中,由于摩擦力和变形等因素,使之产生一定的阻力,从而防止连接部件松动。
螺纹粘接需要合理控制加矩的大小,以确保连接部件既不会松动,也不会损坏。
最后,拧紧技术还需要考虑拉伸控制。
拉伸是指螺栓或螺母在连接过程中产生的拉力。
拉伸受力状态对螺纹连接的稳定性和可靠性起着重要影响。
在拧紧过程中,需要控制螺栓或螺母的拉伸量,以确保其在工作过程中不会发生断裂。
拧紧技术的应用非常广泛。
首先,在机械制造领域,拧紧技术应用于各种各样的螺纹连接件,如螺栓、螺母、螺旋桨等。
通过合理的拧紧技术,可以确保机械设备的正常运行和安全性。
其次,在汽车制造领域,拧紧技术用于汽车组装过程中的各种连接件。
如引擎的连接螺栓、底盘的固定螺栓等。
通过科学的拧紧技术,可以保证汽车的性能和安全性。
现在汽车生产线上已经广泛应用了自动拧紧技术,提高了生产效率和质量。
再次,在航空航天领域,拧紧技术被广泛应用于飞机的制造和维修过程中。
飞机的安全性和可靠性非常重要,连接件的拧紧紧固强度必须得到严格控制。
因此,拧紧技术在飞机制造中起着至关重要的作用。
最后,在建筑领域,拧紧技术用于建筑结构的连接,如钢结构中的螺栓连接。
拧紧技术的应用能够保证建筑结构的稳固性和安全性,提高建筑结构的抗震性能。


通用螺纹紧固件拧紧工艺规范1.目的为加强公司产品螺纹紧固件紧固规范,保证螺纹装配强度,提升产品装配质量,特制定通用螺纹紧固件拧紧工艺规范。
2.范围公司产品通用螺纹紧固件在生产制造、现场安装调试、产品售后维修过程中都需遵循本工艺规范,对螺纹紧固件实施拧紧。
3.职责3.1工艺工程师编制本工艺规范、对本规范进行说明、解释和修订;3.2产品制造部门、安装调试部门、售后维修部门按本工艺规范要求实施螺纹拧紧;3.3检验部门按本工艺规范进行检验。
4.详细规定4.1紧固件要求4.1.1 M12(含M12)以下螺钉(螺栓)推荐使用不锈钢A2-70材质,M12以上螺栓推荐使用达克罗处理螺栓;4.1.2螺纹紧固件推荐使用国标优选螺纹规格;4.1.3图纸或技术文件中规定了螺栓强度性能等级,严格按照图样及技术文件上规定性能等级的紧固件装配;未规定紧固件强度性能等级,按照强度等级为8.8级紧固件进行装配。
4.2紧固件连接4.2.1 螺纹、螺钉和螺母连接时严禁打击或使用不合适的旋具或扳手,紧固后螺钉槽、螺母和螺钉、螺栓头部不得损坏;4.2.2图纸或工艺文件中规定拧紧力矩的紧固件,严格按照规定拧紧力矩紧固;未规定拧紧力矩的紧固件,其拧紧力矩按照下图表1拧紧:4.2.3同一零件多个螺纹紧固件连接时,各个螺钉(螺栓)需交叉、对称、逐步、均匀拧紧;如有定位销,应从靠近该销位置的螺钉(螺栓)开始拧紧;4.2.4螺钉、螺栓和螺母拧紧后,其支承面应与被紧固零件贴合;4.2.5螺母拧紧后,螺栓、螺钉应露出螺母端面2-3个螺距;4.2.6沉头螺钉紧固后,沉头不得高出沉孔端面。
4.3紧固件润滑推荐螺纹紧固前进行螺纹润滑。
4.4二次拆装螺钉、螺栓(螺纹紧固件在生产车间装配好后,发运时需要拆卸,发运到现场后再次进行紧固安装)推荐出厂时发运全新螺栓到现场进行螺纹紧固装配。
5相关文件6相关记录。
1. 确定拧紧扭矩
扭剪型高强螺栓的拧紧扭矩需要根据螺栓的规格和材料、连接的构件材料、使用环境等因素进行计算。
拧紧扭矩值需要满足设计要求和使用要求,过高或过低都会影响连接的性能。
2. 使用扭剪扳手拧紧
扭剪型高强螺栓必须使用扭剪扳手进行拧紧,扭剪扳手具有设置扭矩值的功能,可以保证螺栓的拧紧力度准确、可控。
拧紧时应垂直于螺栓轴线,并按照检验规定的扭矩进行拧紧,拧紧到预定扭矩时,扳手发出“卡嗒”声表示拧紧完毕。
3. 停止拧紧
当扭剪扳手发出“卡嗒”声时,需要继续用力,将扭剪扳手再次拧动1/4圈左右,让螺栓形变,产生剪断断裂。
然后再松开扳手,完成拧紧过程。
需要注意的是,不要反复拧紧,否则会影响螺栓的拧紧力度和性能。
化 工 设 备 与 管 道第42卷螺栓拧紧方法及预紧力控制初泰安(扬子石油化工公司芳烃厂,南京 210048)[摘要] 石化、炼油企业装置上的静密封结构以螺栓法兰垫片连接系统为主,检修期间螺栓拧紧方法的选择和预紧力的正确控制对保证装置的安全运行至关重要。
本文介绍了实际生产中常用的扭矩法、螺母转角法和液压拉伸法的基本原理,并给出了各种预紧力的控制方法及其所能达到的精度,对安装和维修有一定的指导意义。
[关键词] 螺栓; 预紧力; 拧紧; 法兰连接 螺栓法兰连接在化工装置中广为应用。
为了保证法兰连接系统紧密不漏、安全可靠地长周期运行,垫片表面必须有足够的密封比压,特别在高温工况下垫片会产生老化、蠕变松弛,法兰和螺栓产生热变形,高温连接系统的密封比常温困难得多,此时螺栓预紧力的施加与控制就显得十分重要,过大或过小的预紧力都会对密封产生不利影响。
螺栓预紧力过大,密封垫片会被压死而失去弹性,甚至会将螺栓拧断;过小的螺栓预紧力又使受压后垫片表面的残余压紧应力达不到工作密封比压,从而导致连接系统泄漏。
因此如何控制螺栓预紧力是生产实际中必须重视的问题。
1 螺栓拧紧方法1.1扭矩拧紧法扭矩拧紧法[1、2]是最常用的螺栓拧紧方法,通过扭矩扳手显示的扭矩值来控制被连接件的预紧力,操作简单、直观。
拧紧螺栓时的拧紧力矩:M=K t Q0d×10-3N m式中:Q0———预紧力,N;K t———计算系数;d———螺栓的公称直径,m m。
Q0=MK t d×10-3N(1)系数K t与螺纹表面及法兰的光洁度、润滑状况、拧紧速度、所用拧紧工具、以及反复拧紧时的温度变化等有关,通常在0.1~0.3之间变化。
K t的变化将导致预紧力Q0也发生较大变化,变化范围大约在40%左右。
所以,如采用扭矩法拧紧螺栓,其计算载荷需要1.3倍最大工作载荷,这必然会造成螺栓直径增大,或数量增加,或提高材质。
这对简化结构、降低成本,减轻其重量都是不利的。
螺栓拧紧工艺技术螺栓拧紧工艺技术是指在装配过程中将螺栓拧紧到既能确保装配的稳固性,又不至于造成材料过度应力的一种工艺。
螺栓拧紧工艺技术在各个行业中都有广泛的应用,比如汽车制造、机械制造、建筑工程等。
本文将对螺栓拧紧工艺技术进行详细介绍。
螺栓拧紧工艺技术的目标是通过适当的拧紧力矩使螺栓连接件间产生正应力,从而确保装配的稳固性。
在实际应用中,螺栓拧紧通常采用手动扳手、气枪扳手、液压扳手等工具进行。
下面将介绍一些常用的螺栓拧紧工艺技术。
首先,要选择合适的拧紧力矩。
拧紧力矩是指使螺栓产生所需正应力的施加力矩大小。
力矩的大小与螺栓的直径、材料以及受力方式等因素有关。
通常,可通过力矩计或力矩扳手测量拧紧力矩,并根据需要进行调整。
其次,要正确选择扳手。
扳手是螺栓拧紧工艺技术中不可或缺的工具。
不同类型的扳手适用于不同规格和类型的螺栓,如手动扳手适用于小型或精密装配,液压扳手适用于大型或高强度装配。
选择合适的扳手有助于提高工作效率和减少不良。
另外,注意拧紧顺序。
在装配过程中,螺栓的拧紧顺序很重要。
通常采用交叉、对称的方式进行拧紧,以保证螺栓连接的均匀力分布,避免因局部失稳而导致装配失效。
最后,要注意拧紧角度。
螺栓的正应力与拧紧角度有关。
通过控制拧紧角度,可以实现螺栓连接件间产生不同的正应力,从而满足不同的装配要求。
拧紧角度可以通过角度扳手或电子式拧紧扳手进行控制。
在实际操作过程中,还需要进行拧紧力矩的控制和检测。
一般来说,对于较为重要的装配,需要进行力矩控制和力矩检测,以确保螺栓连接的质量和稳定性。
力矩控制可以通过设置扳手可调的扭转角度实现,而力矩检测可以通过力矩计或扳手上的显示器进行。
螺栓拧紧工艺技术在各个行业中都是至关重要的。
它不仅关系到装配的质量和稳定性,还关系到产品的可靠性和安全性。
因此,在进行螺栓拧紧工艺技术时,必须严格按照操作规程进行,并进行必要的力矩控制和力矩检测。
只有如此,才能确保螺栓连接的质量和稳定性,从而满足各个行业的需求。
螺栓拧紧技术及拧紧机螺栓拧紧在机械制造业中的应用非常广泛,机械制造中零部件的连接与装配,机械整体的装配等等,可以说几乎是都离不开螺栓拧紧。
第一节螺栓拧紧的基本概念及拧紧的方法任何机体均是由多种零件连接(即组装)起来的,而零件的连接有多种,采用螺栓连接就是其中最常用的一种,而欲采用螺栓连接就必须应用拧紧,因而这“拧紧”也就成了装配工作中应用得极为广泛的概念。
零件采用螺栓连接的目的就是要使两被连接体紧密贴合,并为承受一定的动载荷,还需要两被连接体间具备足够的压紧力,以确保被连接零件的可靠连接和正常工作。
这样就要求作为连接用的螺栓,在拧紧后要具有足够的轴向预紧力(即轴向拉应力)。
然而这些力的施加,也都是依靠“拧紧”来实现的。
因而,我们很有必要了解一些有关拧紧的基本概念。
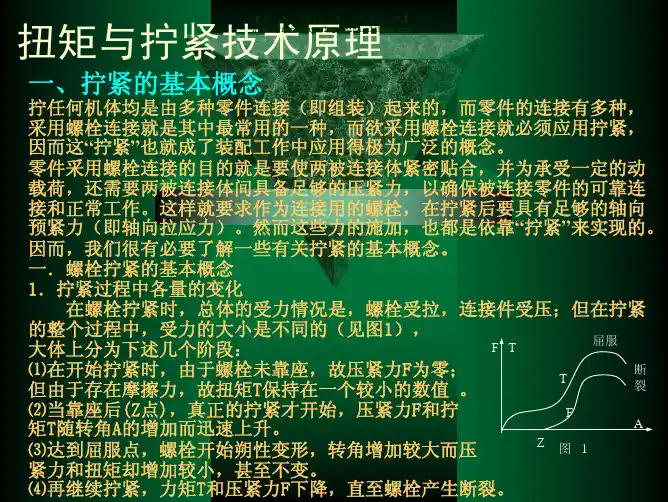
一.螺栓拧紧的基本概念1.拧紧过程中各量的变化在螺栓拧紧时,总体的受力情况是,螺栓受拉,连接件受压;但在拧紧的整个过程中,受力的大小是不同的(见图1),大体上分为下述几个阶段:⑴在开始拧紧时,由于螺栓未靠座,故压紧力F为零;但由于存在摩擦力,故扭矩T保持在一个较小的数值。
⑵当靠座后(Z点),真正的拧紧才开始,压紧力F和拧矩T随转角A 的增加而迅速上升。
图 1⑶达到屈服点,螺栓开始朔性变形,转角增加较大而压紧力和扭矩却增加较小,甚至不变。
⑷再继续拧紧,力矩T 和压紧力F 下降,直至螺栓产生断裂。
2.力矩率力矩率R 所表示的是力矩增量△T 对转角△A 的比值(见图2),即:R =△T /△A (1)硬性连接的R 值高,软性连接的R 值低。
R 值与螺栓的长度、连接中各件之间的摩擦以及连接件垫圈的弹性有关。
摩擦系数的变化,是影响力矩率的主要因素。
此外,再加上垫圈、密封垫片等引起的弹性变化,装配线上同样螺纹连接之间的力矩率变化可能超过百分之百,这样,力矩/转角的曲线就可能落在图3斜线中的任何位置。
3.摩擦与力矩对压紧力的影响 从图4中可见,同一力矩T 值, 而由于摩擦系数μ值的不同,压紧力 F 可能相差很大。
高强度螺栓安装施拧工艺规程1一般要求1.1 高强度螺栓连接副的紧固宜采用扭矩法施工;检查和验收可采用“松扣回扣法”,当试验数据足够且准确时,也可采用“紧扣法”。
1.2 每套高强度螺栓连接副应为一根螺栓、一个螺母和两个垫圈,并应配套使用。
高强度螺栓连接副不得重复使用。
1.3 高强度螺栓的预拉力应符合表1.3的规定。
1.4 当环境温度低于-10℃、摩擦面潮湿或暴露于雨雪中时•,不得进行螺栓的安装和施拧作业;雨雪后施工时,应采取措施保证栓接板面干燥。
1.5 高强度螺栓连接副在安装和施拧作业时,应遵守相关的安全规定。
2施工准备2.1 高强度螺栓连接副进场后,应按本规范附录A的规定进行扭拒系数试验,试验后超过6个月再使用时,应重新进行扭矩系数试验,检验合格方可使用。
2.2 对损伤严重的栓接板面,施工前应按相应的涂装工艺重新处理。
2.3 对高强度螺栓连接副进行施拧前,应检查确认板缝中无任何杂物。
2.4 作业者应是经培训考核合格、能熟练进行安装施拧操作的专业人员。
2.5 应配备足够的高强度螺栓连接副施工的工具,施拧和检查用的扳手应在施工前进行标定和校正,并应符合下列规定:(1)施拧用电动扳手和定扭矩讯响扳手应编号使用,每台电动扳手和控制器及稳压电源,应固定配套编号,不得混杂。
(2)对标定好的电动扳手应指定专人使用,在使用过程中严禁随意调节控制器的旋钮。
(3)高强度螺栓连接副施拧所用扭矩扳手的扭矩误差不得超过使用扭矩值的±5%,检查所用扭矩扳手的误差不得超过使用扭矩值的±3%。
3.1 高强度螺栓连接副的安装应在构件的位置精确调整定位后进行,且螺栓、螺母和垫圈应按制造厂提供的批号配套使用。
3.2 安装高强度螺栓连接副时,构件连接部位的摩擦面应保持清洁、干燥。
3.3 安装高强度螺栓连接副时,螺栓头一侧和螺母一侧应各置一个垫圈,垫圈有内倒角的一侧应分别朝向螺栓头或螺母支承面。
螺栓的长度应符合安装图的规定,穿入方向应全桥一致。