型钢混凝土梁施工方案
- 格式:doc
- 大小:109.50 KB
- 文档页数:9
- 1 - 目 录
一、编制依据 - 0 -
二、 工程概况 - 0 -
2.1建筑设计概况 - 0 -
2.2结构概况 - 1 -
三、施工特点及施工安排 - 1 -
四、材料准备 - 1 -
4.1、型钢梁及其配件 - 1 -
4.2、钢筋类原材 - 2 -
4.3、机具准备 - 2 -
4.4、技术准备 - 2 -
4.5、作业准备 - 2 -
五、施工工艺及验收标准 - 2 -
5.1、工艺流程 - 2 -
5.2施工工艺 - 2 -
5.3型钢梁侧模的安装 - 3 -
5.4剪力钉做法 - 3 -
5.5焊接工程: - 3 -
5.6焊接检查: - 4 -
5.7质量标准 - 5 -
5.8 型钢梁的安装与校正 - 5 -
5.9梁、板混凝土浇筑 - 5 -
5.10钢筋安装质量检查 - 6 -
5.11施工试验计划 - 6 -
六、安全文明施工 - 6 -
七、成品保护 - 7 - - 0 - 一、编制依据
办公楼(改扩建宏伟公司办公楼工程项目)工程设计图纸及合同文件
办公楼(改扩建宏伟公司办公楼工程项目)施工组织设计
《混凝土结构施工质量验收规范》GB50204-2011
《钢结构施工质量验收规范》GB50205-2002
《型钢混凝土组合结构技术规程》JGJ138-2001
《型钢混凝土组合结构构造》 04SG523
《建筑钢结构焊接技术规范》JGJ81-2002
二、 工程概况
2.1建筑设计概况
序号 项 目 内 容
1 建筑规模 建筑
面积 15000m2
层高 地下 地下两层 4836m2
地上 地上9层(局部7层/8层)
10164m2
2 建筑高度 建筑总高(m) 38.90m
室内地坪标高绝对标高 43.90m
3 建筑类别 二类高层
4 耐火等级 一级 抗震设防烈度 8度
6 墙体材料 地下室墙体为混凝土;地上外墙为200mm和250mm厚加气混凝土砌块;地上内墙局部为混凝土其他部位为200mm厚加气混凝土砌块。
装修做法
7 外墙保温 50mm厚玻璃纤维板
8 外墙装饰 外挂石材和仿真漆涂料
9 内墙 涂料和面砖
10 楼地面 普通地砖及大理石地面
11 顶棚 纤维水泥板和吸声板
12 门窗 铝合金门窗
13 防水 地下室 屋 面 建筑内部
一级防水3+4厚弹性改性沥青II型防水 3+4厚弹性改性沥青II型防水 1.5厚聚氨酯防水涂料 - 1 -
2.2结构概况
序号 项 目 内 容
1 结构形式 框架、剪力墙结构
2 建筑物地基 筏板基础
3 基础埋深 9.6m
4 环境类别 地下环境类别为二b,室内干燥环境类别为一类,室内潮湿环境为二a类。
5 混凝土等级 垫层为C15
筏板及地下墙、板、柱为C40
地上墙、柱为C40
地上梁板楼梯及坡道为C35
6 砼构件尺寸 墙 300mm、200mm
柱 800mm×800mm;700mm×700mm;
框梁 300mm×700mm;400mm×800mm;250mm×500mm;
顶板 120mm;200mmn;250mm;350mm;450mm。
7 抗震设防 抗震设防为丙类;抗震设防烈度为8度
8 结构安全等级 结构安全等级为二级
9 耐火等级 耐火等级为一级
梁均为C35混凝土,现浇混凝土框架柱强度等级为C40,粗骨料最大料径≤25mm。型钢采用Q235-B,焊条采用E43型。
三、施工特点及施工安排
根据设计要求和工程现场情况,型钢梁混凝土在施工中需注意以下问题:
型钢梁按装方案确定及其与现场实际施工情况的协调。
支模承重架搭设。
模板、钢筋与钢结构的协调施工。
混凝土施工质量控制,尤其是型钢梁底混凝土的振捣。
型钢梁上有部分圆柱插筋,梁在此位置进行了扩大截面处理,因此需注意梁柱节点部位的模板加固施工。
四、材料准备
4.1、型钢梁及其配件
(1)、“工”字钢的制作采用工厂制作,现场拼装。
型钢构件出厂前,应向安装单位提供每个构件的质量检查记录及产品合格证,安装单位在安装前,要对- 2 - 外形尺寸、预留孔直径及位置、连接件位置及角度、焊缝、栓钉焊的加工质量等进行全面检查,在符合设计文件和有关标准后,方可进行安装。凡偏差大于有关规定、规程、规定的允许偏差者,安装前应在地面进行维修。
(2)、构配件应配套进场,且必须有出厂质量证明书和有关技术文件等,能满足安装要求。并应有明显标识,严禁混装混放和标识不清。
4.2、钢筋类原材
(1)钢筋的品种、规格、型号、机械性能等必须符合设计要求要求且必须有合格证、性能检测报告和进场复验单。
(2)钢筋进场时,应按现行国家标准《钢筋混凝土用热轧带肋钢筋》GB1499等的规定抽取试件做力学性能检验。其质量必须符合有关标准规定。
(3)梁均为C35混凝土,现浇混凝土框架柱强度等级为C40,并有相关配比单、坍落度及测温记录
4.3、机具准备
(1)起重设备
塔式起重机。
(2)主要机具
弯曲机、切断机、经纬仪、水准仪、电焊机、熔焊栓钉机、力矩扳手、插入式振捣器、木抹子、长抹子、铁插尺、胶皮水管、铁板、串桶等。
4.4、技术准备
(1)安装前应对建筑物型钢梁的定位轴线、梁底标高和梁下支撑体系的稳定性进行复查,型钢中心用水彩弹出中心线与模板物中线核 校正合格后方可开始安装。
(2)疏通运输道路及安装机械的行走路线,安排好型钢构配件进场后的临时堆放场地等,以保证安装的顺利进行。
(3)型钢构件在装卸、运输和堆存过程中应采取防止变形的措施,不得损坏构件。运至现场后,要进行变形检查,并在施工现场加以矫正。然后按安装流水顺序堆放在安装机械的回转半径内。
(4)复验安装定位所用的轴线控制点和测量标高使用的水准点,放出标高控制线和吊点辅助线。
(5)钢筋使用前必须认真校对下料单与图纸(变更文件)中所要求的钢筋的规格、型号、尺寸、数量等是否一致,钢筋的弯钩长度、弯折位置、锚固长度或搭接长度等是否一致,如有不符合必须立即纠正。
4.5、作业准备
(1)钢筋与型钢结构的焊接连接工艺评定、钢筋与钢筋的焊接连结或机械连结的工艺试验已完成。
(2)浇筑混凝土层段的模板、钢筋、预埋件及管线等全部安装完毕,经检验符合设计要求,并办完隐、预检手续。
(3)浇筑前应将模板内的垃圾、泥土等杂物及钢筋上的油污清除干净,并检查钢筋的水泥砂浆垫块是否垫好。如果用木模板时应浇水使模板湿润。柱子模板的扫除口应在清除杂物及积水后再封闭。
(4)已对操作工人进行详细的技术交底和安全交底。
五、施工工艺及验收标准
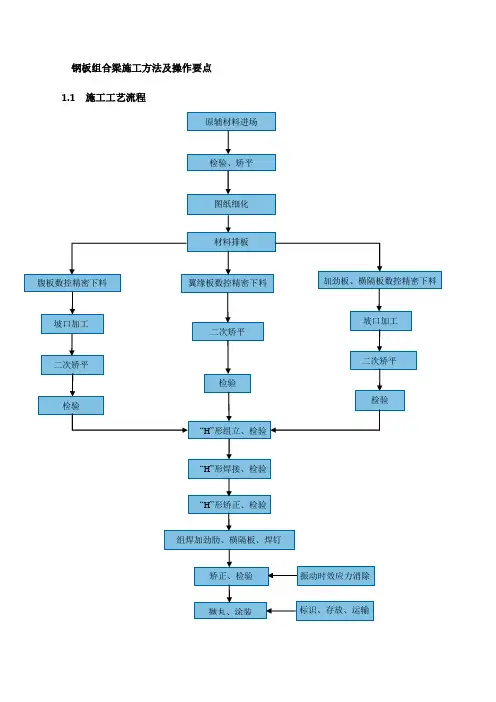
5.1、工艺流程
型钢梁对接→钢梁清理→焊接定位钢筋→焊接锚固钢板→型钢梁支撑体系及底模的架设→连接安装梁下部主筋→连接安装梁上部主筋→绑扎内箍筋→连接安装内箍筋外的纵向钢筋→安装绑扎梁腰筋→外箍筋绑扎→挂保护层垫块→隐蔽验收→侧模安装→梁、板砼浇筑。
5.2施工工艺
型钢与钢筋的连接,型钢安装就位,校正无误,并连结牢固验收合格后,方可进行普通钢筋的绑扎、连接、锚固。型钢混凝土结构的钢筋绑扎,与钢筋混凝土结构中的钢筋绑扎基本相同。
- 3 - 5.3型钢梁侧模的安装
为保证梁的截面尺寸,除竖向均采用钢管加固外,在梁高的方向上主楞到梁底距离依次是:150mm,1100mm,主楞材料为不小于φ48*3.0圆钢管;穿梁螺栓水平间距每隔700mm设置φ16钢筋对拉螺栓加固,按此安装方法计算,可以满足型钢梁截面在浇筑混凝土时的受力要求,之于此方式考虑,主要因为避免与型钢混凝土梁的拉筋同时在型钢梁上过多钻孔削弱型钢受力性能。
5.4剪力钉做法
型钢腹板全长栽焊剪力钉;A19@300,L≧65mm;型钢伸入支座同墙宽,型钢当与暗柱主筋有冲突处,应切割U行豁口,主筋通过后补焊同级别钢板。剪力钢筋焊接接缝为三级。
剪力钉的焊接应按照工厂所制定的焊接工艺进行,必要时应保括预热工序。当温度低于0℃或钢板表面潮湿时不应进行焊接,对于有影响焊接质量的物质必须清除干净。将剪力钉焊在钢梁上的其位置误差应符合设计要求;焊接工艺试验除选择电流、电压、焊接时间和焊枪;剪力钉焊接前,应除去锈蚀、油污、水份及其它不利于焊接的物质。焊接瓷环使用前在150℃的烤炉中烘干2小时。钢梁上翼缘应处在平焊位置,焊接部位应打磨清理,范围大于2倍剪力钉直径;剪力钉施焊时,与钢板要保持垂直,焊枪保持稳定不动,直至焊接金属完全固化。
剪力钉焊接程序原则上从翼缘长度方向中心逐渐向两边展开,接地导线尽可能对称于被焊杆件。
对焊接剪力钉的质量检验应包括外观检查和锤击弯曲检验。
外观检查应观察剪力钉的熔化长度、焊缝饱满度、焊缝宽度、高度以及剪力钉与底金属结合程度。以Hwm、Hwmin分别代表焊缝沿剪力钉轴线方向的平均高度和最小高度,Dw、D分别代表焊缝的平均直径和剪力钉直径,则应满足:Hwm≥0.2D;Hwmin≥0.15D;Dw≥1.25D,方为合格。
焊接剪力钉时,每日每台班开始焊接前或更换一种焊接条件时都必须按规定的焊接工艺试焊两个剪力钉,进行30°弯曲试验,即用锤击或套筒把剪力钉从原来轴线弯曲30°,其焊缝和热影响区没有肉眼可见的裂缝为合格,若有一个破坏应重新焊两个进行试验,若仍不合要求,应调整焊接工艺参数重新试焊,直到合格为止。若试验的剪力钉未发现破坏现象,则该钉可保留在弯曲位置。
剪力钉焊接中,对没有获得完整360°周边焊的剪力钉,可采用小直径低氢焊条进行补焊。补焊时要求预热温度50~80℃,焊缝长度至少应在缺焊处每端扩出10mm,补焊焊脚尺寸6mm,缺陷长度90°或其他不合格的剪力钉应从构件上拆除。
5.5焊接工程:
(1)平焊:
1)选择合格的焊接工艺,焊接电速度,焊接电弧长度等,通过焊接工艺试验验证。
2)清理焊口:焊前检查坡口、组装间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污,污物。
3)烘焙焊条应符合规定的温度与时间,从烘箱中取出的焊条,放在焊条保温桶内,随用随取。
4)焊接电流:根据焊件厚度、焊接层次、焊条型号、直径、焊工熟练程度等因素,选择适宜的焊接电流。
5)引弧:角焊缝起落点在焊缝端部,宜大于10mm,不应随便打弧,打火引弧后应立即将焊条,焊缝区拉开,使焊条与构件间保持2~4mm间隙产生电弧。对接焊缝及对接和角接组合焊缝,在焊缝两端设引弧和引出板,必须在引弧板上引弧后再焊到缝区,中途接头则应在焊缝接头前方15~20mm处打火引弧,将焊件预热后再将焊条退回到焊缝起始处,把熔池填满到要求的厚度后,方可向前施焊。
6)焊接速度:要求等速焊接,保证焊缝厚度、宽度均匀一致,从面罩内看熔池中铁中与熔渣保持等距离(2~3mm)为宜。
7)焊接电弧长度:根据焊条型号不同而确定,一般要求电弧长度稳定不变,酸性焊条一般为3~4mm,碱性焊条一般为2~3mm为宜。
8)焊接角度:根据两焊件的厚度确定,焊接角度有两个方面,一是焊条与焊接前进方向的夹角为60°~