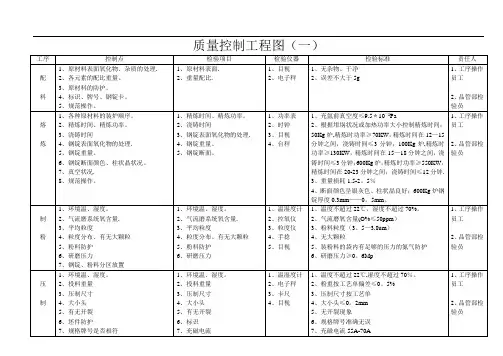
质量控制图
- 格式:ppt
- 大小:1.01 MB
- 文档页数:25
如何理解质量控制图质量控制图现代质量管理强调以预防为主。
要求在质量形成的整个⽣产过程中,尽量少出或不出不合格品,这就需要研究两个问题:⼀是如何使⽣产过程具有保证不出不合格品的能⼒;⼆是如何把这种保证不出不合格品的能⼒保持下去,⼀旦这种保证质量的能⼒不能维持下去,应能尽早发现,及时得到情报,查明原因,采取措施,使这种保证质量的能⼒继续稳定下来,保持下去,真正做到防患于未然。
前⼀个问题⼀般称为⽣产过程中的⼯序能⼒分析,后⼀个问题⼀般称为⽣产过程的控制。
这两个问题都与控制图有着密切的联系。
控制图是画有控制界限的⼀种图。
它是⽤来区分质量波动究竟是偶然原因引起的还是由于系统原因引起的,可以提供系统原因存在的信息,从⽽判断⽣产过程是否处于稳定状态的图。
从这个意义上讲,控制图是发现系统原因的“信号图”、“温度计”。
控制图的主要⽤途有:①分析质量形成过程的状态,看⼯序或质量形成过程是否处于稳定。
如不稳定,应找出其原因,采取措施,控制4M1E,使⼯序或过程达到稳定。
②预防不良品的产⽣等。
⼀、质量波动及其原因分析1.质量特性值的波动性某个⼯⼈,⽤同⼀批原材料在同⼀台机器设备上所⽣产出来的同⼀种零件,其质量特性值不会完全⼀样。
这就是我们常说的产品质量特性值有波动(或称分散、差异)的现象。
这种现象反映了产品质量具有“波动性”这个特点。
2.引起质⼰被动的4M1E造成产品质量的波动的原因主要有五个⽅⾯:①⼈(Man)操作者对质量的认识、技术熟练程度、⾝体状况等;②机器(Machine)机器设备、⼯夹具的精度和维护保养状况等;③材料(Material)材料的成分、物理性能和化学性能等;④⽅法(Method)这⾥包括加⼯⼯艺、⼯装选择、操作规程、测量⽅法等;⑤环境(Enviromen)⼯作地的温度、湿度、照明和清洁条件等;由于这五个因素的英⽂名称的第⼀个字母是M和E,所以常简称为4M1E。
3.偶然性原因和系统性原因从过程质量控制的⾓度来看,通常⼜把上述造成质量波动的五⽅⾯的原因归纳为偶然性原因和系统性原因。

质量控制图的正确理解与应用众所周知,目前定量检测室内质控的主要工具为质量控制图。
工作中经常遇到对质量控制图的理解与应用问题,下面谈一些基本认识,供同道们参考。
一、“事后检查”与“予防为主”日常工作中,当每批检验结果出来后,都会对检验结果进行复核,检查有无漏项、填错结果等等,并对一些异常结果的可信度进行评估,显然这对保证检验结果是否正确无误有重要作用,但也不能否认,这种复核制度有许多局限性,例如患者间的结果各不相同,检测结果出来前,无法知道每一患者测定值应该是多少,有怀疑时经常进行重复检查,但重复检查也只是检查重复性,如存在系统误差,复查也发现不了问题。
大家知道,质控图法是从工业中引进临床实验室的。
1924年W.A.Shewhart发明了质量控制图,直到1951年Levey-Jennings才将Shewhart质控图引入临床实验室,将临床实验室的质量控制推向了一个新阶段,质控图也成为临床实验室内质控的主要方法。
但临床检验与企业生产有许多不同,工业生产中,每一批产品的不管数量多大,其规格是事先规定了的,而且都是一致的,但由于临床标本某一成分的含量事先并不知道,检测结果是否正确的评估就带有一定主观性、评估的结果也带有一定不确定性。
分析阶段的质量控制是通过检测过程的控制来保证检验质量的。
其基本思路是检测条件得到控制,其检验结果的准确性(与真值或理想值的偏倚)及精密度是满足临床要求的话,则检测过程如果是在控制条件下进行的,那么检验结果就应该是可靠的,反之如果检测过程失控,检验结果将是不可靠的。
所以质控图法是通过对检测过程是否在控的判断,来推论检验结果是否可靠,这是总体上的判断。
这是一个重要的思想,但总体上的判断不能完全代替“个体的判断。
”因为一批检验结果中,难免有个别非常“异常”、难以解释的结果,这就需要“个别对待、个别处理”;同时质控图法用来判断检测过程是否在控,并作出该批结果可否发出时,还有一个前提:即送检标本的质量必须是合格的。

质量管理工程中的质量控制图分析方法解析在质量管理领域中,质量控制图是一种常用的工具,用于监控和分析过程的稳定性和性能。
通过质量控制图,我们可以及时发现过程中的异常情况,并采取相应的措施进行改进和调整。
本文将对质量控制图的分析方法进行解析,探讨其在质量管理工程中的应用。
一、质量控制图的基本原理质量控制图是基于统计学原理的一种图形化工具。
其基本原理是将过程的数据按照时间顺序绘制在图表上,通过观察数据的变化趋势,判断过程是否处于稳定状态。
常用的质量控制图包括均值图、范围图、标准差图等。
二、均值图的分析方法均值图是一种用于监控过程平均水平的质量控制图。
其分析方法主要包括以下几个步骤:1. 收集过程数据:收集过程中的样本数据,并按照时间顺序记录。
2. 计算过程平均值:根据收集到的数据,计算每个样本的平均值,并绘制在均值图上。
3. 绘制控制限:根据统计学原理,计算出均值图的上下控制限,并绘制在图表上。
4. 分析数据变化:观察均值图中的数据点是否在控制限范围内,如果出现超出控制限的情况,则表示过程出现异常,需要进行进一步分析和改进。
三、范围图的分析方法范围图是一种用于监控过程离散程度的质量控制图。
其分析方法如下:1. 收集过程数据:同样需要收集过程中的样本数据,并按照时间顺序记录。
2. 计算样本范围:对于每个样本,计算其最大值和最小值之间的范围,并绘制在范围图上。
3. 绘制控制限:根据统计学原理,计算出范围图的上下控制限,并绘制在图表上。
4. 分析数据变化:观察范围图中的数据点是否在控制限范围内,如果出现超出控制限的情况,则表示过程出现异常,需要进行进一步分析和改进。
四、标准差图的分析方法标准差图是一种用于监控过程离散程度的质量控制图,其分析方法与范围图类似,但在计算标准差时,使用的是样本标准差而不是样本范围。
标准差图的分析方法如下:1. 收集过程数据:同样需要收集过程中的样本数据,并按照时间顺序记录。
2. 计算样本标准差:对于每个样本,计算其标准差,并绘制在标准差图上。