第十课 电子束选区熔化技术
- 格式:pptx
- 大小:3.53 MB
- 文档页数:43
第16卷第1期精密成形工程代俊林1,吴世品1,2*,张宇1,王雪娇1,马强3(1.天津职业技术师范大学,天津 300072;2.天津大学现代连接技术实验中心,天津 300350;3.天津金桥焊材集团有限公司,天津 300399)摘要:金属增材制造作为前沿热点制造技术之一,近年来在各种重要工业领域的研究和应用日益广泛。
利用增材制造技术制备金属材料的过程中,不可避免会造成材料表面粗糙、气孔、未熔合等缺陷,虽然工艺技术的改进可以在一定程度上减小缺陷程度,但至今仍无法完全消除这些缺陷。
增材制造金属材料的过程中,缺陷部位通常会成为应力集中源诱发疲劳裂纹的形核,造成金属材料的疲劳寿命下降。
首先从表面质量、内部缺陷及微观结构等方面阐述了增材制造金属材料疲劳性能的影响因素;其次从宏观与微观角度概括了疲劳裂纹萌生/扩展机理的研究现状与进展;总结了热处理、表面优化、电磁辅助以及超声辅助等疲劳延寿技术的研究进展;最后讨论了基于机器学习技术的疲劳寿命评估模型,同时展望了机器学习和人工智能技术在增材制造金属材料领域的应用前景,为推动增材制造金属材料的发展和应用提供了借鉴与参考价值。
关键词:增材制造;金属材料;缺陷;疲劳寿命;疲劳裂纹;疲劳寿命评估DOI:10.3969/j.issn.1674-6457.2024.01.001中图分类号:TG456 文献标志码:A 文章编号:1674-6457(2024)01-0001-14Research Progress on Fatigue Properties of Additive Manufactured Metal MaterialsDAI Junlin1, WU Shipin1,2*, ZHANG Yu1, WANG Xuejiao1, MA Qiang3(1. Tianjin University of Technology and Education, Tianjin 300072, China; 2. Center for Advanced Joining Technology, TianjinUniversity, Tianjin 300350, China; 3. Tianjin Golden Bridge Welding Materials Group Co., Ltd., Tianjin 300399, China)ABSTRACT: Metal additive manufacturing, also known as one of the prominent manufacturing technologies, has garnered sig-nificant attention and has been extensively investigated and used across diverse crucial industrial sectors in recent times. The additive manufacturing method inherently gives rise to various defects, including but not limited to surface roughness, porosity, and lack of fusion. Despite advancement in process technology, it remains unfeasible to entirely eradicate defects, but can reduce defects to a certain amount. During the additive manufacturing of metal materials, the defective parts usually become the source of stress concentration and induce fatigue crack nucleation, resulting in a decrease in the fatigue life of metal materials. The fac-tors affecting the fatigue performance of metals produced by additive manufacturing were described firstly from the surface quality, internal defects, and microstructure. Secondly, the research progress of fatigue crack initiation and expansion mecha-nism was summarized from the macroscopic and microscopic perspectives. Then, the current progress of fatigue life-extension收稿日期:2023-08-26Received:2023-08-26基金项目:天津市教委科研计划项目(2020KJ104)Fund:Tianjin Municipal Education Commission Scientific Research Program Projects (2020KJ104)引文格式:代俊林, 吴世品, 张宇, 等. 增材制造金属材料的疲劳性能研究进展[J]. 精密成形工程, 2024, 16(1): 1-13.DAI Junlin, WU Shipin, ZHANG Yu, et al. Research Progress on Fatigue Properties of Additive Manufactured Metal Materials[J]. Journal of Netshape Forming Engineering, 2024, 16(1): 1-13.*通信作者(Corresponding author)2精 密 成 形 工 程 2024年1月techniques such as heat treatment, surface optimization, electromagnetic-assisted and ultrasonic-assisted techniques were intro-duced. Finally, the fatigue life evaluation model utilizing machine learning technology was further examined, along with the po-tential application of machine learning and artificial intelligence technology in the domain of additive manufacturing of metal materials, providing experience and reference value for advancing the progress and utilization of metal additive manufacturing. KEY WORDS: additive manufacturing; metal materials; defects; fatigue life; fatigue cracks; fatigue life evaluation增材制造(Additive Manufacturing ,AM )作为现代制造领域前沿热点技术之一,是一种通过计算机辅助设备建立数字模型并逐层堆积材料用以完成最终所需产品的现代制造工艺方法[1-2]。
大工23春《3D打印原理及应用》在线作业2
试卷总分:100 得分:100
一、单选题 (共 10 道试题,共 60 分)
1.以下立体光固化成型的优缺点叙述正确的是()。
[A.]制作表面质量好
[B.]成型精度低
[C.]成型速度慢
[D.]制件无需二次固化
正确答案:A
2.根据光源的不同,立体光固化成型的分类不包括()。
[A.]立体光固化成型技术
[B.]数字光处理技术
[C.]模拟光处理技术
[D.]液晶显示技术
正确答案:C
3.光固化技术中,下列对液晶显示技术叙述错误的是()。
[A.]打印精度高
[B.]采用面成形光源,每次成形一个面
[C.]性价比高
[D.]结构复杂
正确答案:D
4.聚合物喷射系统的结构不包括()。
[A.]喷头
[B.]激光器
[C.]紫外光灯
[D.]导轨
正确答案:B
5.聚合物喷射技术中应用的剥离性支撑材料是()。
[A.]SUP707
[B.]SUP706
[C.]SUP705
[D.]DUP705
正确答案:C
6.下列纳米颗粒喷射技术叙述正确的是()。
[A.]产品精度高
[B.]产品尺寸不灵活
[C.]材料利用率低
[D.]产品需要打磨
正确答案:A。
3D打印技术在核电领域的发展应用情况综述AbstractIn recent years,metal 3D printing technology has developed rapidly. As a new generation of manufacturing technology,it can realize the rapid,high quality,efficient,economic,intelligent and flexible manufacturing of any complex shape parts without the limitation of the complexity of the parts structure. At present,the typical 3D printing processes mainly include arc additive manufacturing,electron beam selective melting,metal laser near net forming and laser selective melting forming. Through in-depth comparison of the typical 3D printing processes,grasping their design ideas,and directly applying them to the nuclear power industry,it has a very good development prospect and significant strategic significance,which is important to promote technological progress and equipment performance improvement Significance.Key words3D printing technology;Nuclear power equipment1 3D打印技术简介3D打印又叫增材制造(AM),于20世纪90年代开始发展,目前已趋成熟。
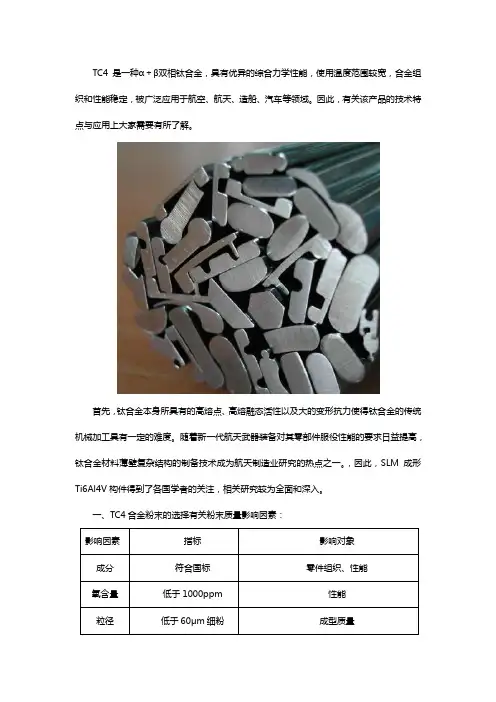
TC4是一种α+β双相钛合金,具有优异的综合力学性能,使用温度范围较宽,合金组织和性能稳定,被广泛应用于航空、航天、造船、汽车等领域。
因此,有关该产品的技术特点与应用上大家需要有所了解。
首先,钛合金本身所具有的高熔点、高熔融态活性以及大的变形抗力使得钛合金的传统机械加工具有一定的难度。
随着新一代航天武器装备对其零部件服役性能的要求日益提高,钛合金材料薄壁复杂结构的制备技术成为航天制造业研究的热点之一。
,因此,SLM成形Ti6Al4V构件得到了各国学者的关注,相关研究较为全面和深入。
一、TC4合金粉末的选择有关粉末质量影响因素:二、TC4增材制造工艺选择,不同增材制造工艺对比三、TC4成型参数的选择采用激光选区熔化技术,零件成型过程中由于扫描速度快、熔池小且凝固快。
因此,打印的工艺参数是影响零件组织、孔隙率和表面粗糙度的重要因素。
四、TC4零件成型支撑的选择SLM是利用金属粉末在激光束的热作用下完全熔化、经冷却凝固而成型的一种技术。
为保证复杂零件的成型质量,SLM工艺一般需要添加支撑结构,其主要作用体现在:1)承接下一层未成型粉末层,防止激光扫描到过厚的金属粉末层,发生塌陷;2)由于成型过程中粉末受热熔化冷却后,内部存在收缩应力,导致零件发生翘曲等,支撑结构连接已成型部分与未成形部分,可有效抑制这种收缩,能使成型件保持应力平衡。
五、TC4激光选区熔化打印案例——卫星领域早在2014年,空客公司就曾采用德国EOS设备成功制造过卫星支架,且采用增材制造手段,较传统的机加工,每颗卫星所需的三个支架的制造时间从一个月减少到不足五天。
在2016年,在两家法国航天公司的共同努力,采用Concept Laser X line 1000R设备为韩国两颗通讯卫星打印了当时最大的3D打印件—卫星支架,单个尺寸达到450×400×210 mm,该支架较传统加工质量减轻了22%。
相比西方国家已成功在3D打印技术成功引用的卫星支架领域,国内还尚未出现卫星支架采用增材制造的相关报道。
工业技术科技创新导报 Science and Technology Innovation Herald100DOI:10.16660/ki.1674-098X.2005-5554-5217金属激光选区熔化在航空领域的应用研究与展望①张婷 刘焕文 刘伟红(西安飞机工业(集团)有限责任公司 陕西西安 710089)摘 要:激光选区熔化技术是增材制造技术的一个重要分支,加强对激光选区熔化技术的工作原理、工艺影响因素、成形材料种类的研究十分必要。
本文介绍了选区激光熔化技术的工艺原理及成形特点,针对金属激光选区熔化技术在航空领域研制生产过程及应用中存在的问题,提出了对策与建议,并对金属激光选区熔化技术在飞机研制生产过程应用进行了展望。
旨在优化和提升航空领域零件的质量和稳定性,了解未来航空领域金属激光选区熔化技术的发展趋势,为其零件制造以及应用提供强有力的保障。
关键词:增材制造 激光选区熔化 应用问题 材料中图分类号:V25 文献标识码:A 文章编号:1674-098X(2020)12(b)-0100-03Application Research and Prospect of Metal Laser SelectiveMelting in AviationZHANG Ting LIU Huanwen LIU Weihong(Xi'an Aircraft Industry Group Company Ltd., Xi'an, Shaanxi Province, 710089 China)Abstract: Laser selective melting technology is one of the additive manufacturing technologies. It is necessary to strengthen the research of the working principle of laser selective melting technology, process inf luencing factors, and the types of molding materials. This paper introduce the technological principle and forming characteristics of selective laser melting technology, and put forwards some countermeasures and suggestions aiming at the problems in the application of the laser melting technology in the aviation field, and put forward the application of the laser melting technology in the aircraft development and production process. It aims to optimize and improve the material quality and stability in the aviation field, to understand the technical trend of metal laser selection in the aviation field in the future, and provide a strong guarantee in the manufacturing process.Key Words: Additive manufacturing; Laser selective melting; Application problems; Materials①作者简介:张婷(1988—),女,汉族,陕西西安人,硕士,工程师,研究方向为3D打印及锻铸技术。
3D打印与钛试卷一、单项选择题(45)1)3D打印属于(C)制造A、等材B、减材C、增材D、手工业2)压力加工属于(A)制造:A、等材B、减材C、增材D、手工业3)冲压属于(B)制造A、等材B、减材C、增材D、手工业4)熔融沉积造型(FDM)3D打印技术所用的原材料(C)A、粉体打印B、液体打印C、丝材打印D、片式打印5)下列关于选择性激光烧结(SLS)技术,说法错误的有(D)A、SLS四大烧结机理,每一种烧结过程中,同时伴随其他几种烧结的进行。
B、从理论上讲,所有受热后能相互粘结的粉末材料都能作为SLS的成形材料。
C、尼龙复合粉由基料尼龙和无机填料、偶联剂、流动剂、光吸收剂、抗氧化剂等辅助剂组成。
D、成形零件的致密度随着激光输出能量的加大而增高,随着扫描速度的增大而增高。
6)1983年,美国科学家查克·赫尔(Chuck Hull)发明了(C)3D打印技术A、SLSB、FDMC、SLAD、LOM7)LENS技术是指(C)技术A、电子束选区熔化B、等离子束熔丝沉积C、激光近净成形D、激光选区熔化8)使用SLS3D打印原型后过程将液态金属物质浸入多孔的SLS坯体的孔隙内的工艺是(C)A、浸渍B、热等静压烧结C、熔浸D、高温烧结9)以下是SLA成形技术特有的后处理技术(D)A、取出成型件B、去除支撑C、后固化成型件D、排出未固化的光敏树脂10)SLA使用的原材料是(C)A、粉末材料B、高分子材料C、光敏树脂D、金属材料11)3D打印最早出现的是以下哪一种技术(A)A、SLAB、FDMC、LOMD、3DP12)下列哪种产品仅使用3D打印技术无法制造完成(B)A、首饰B、手机C、服装D、义齿13)下列关于3D打印技术的描述,不正确的是(D)A、3D打印是一种以数字模型文件为基础,通过逐层打印的方式来构造物体的技术。
B、3D打印起源于上世纪80年代,至今不过三四十年的历史。
C、3D打印多用于工业领域,尼龙、石膏、金属、塑料等材料均那能打印。
激光增材制造技术及现状研究!引言在上个世纪,增材制造(A d d i t i v e M a n u f a c t u r i n g,A M)的概念得到了显著的发展。
依据美国试验材料学会(A m e r i c a n S o c i e t y f o r T e s t i n g a n d M a t e r i a l s,A S T M)的定义:增材制造技术不同于传统的减法加工过程,是基于材料的增量制造,利用3D数据模型,将材料一层一层连接起来制造物体的过程。
由于增材制造技术具有设计和制造一体化、加工精度高、制造周期短,产品物理化学性能优异等特点,美国《时代周刊》将增材制造列为“美国十大增长最快的工业”,英国《经济学人》杂志则认为它将“与其他数字化生产模式一起推动实现第三次工业革命”。
金属材料增材制造技术作为整个增材制造体系中最具前沿和难度的技术,是先进制造技术的重要发展方向。
对于金属材料增材制造技术,按照热源类型的不同主要可分为激光增材制造、电子束增材制造、电弧增材制造等。
其中激光增材制造(L a s e r A d d i t i v e M a n u f a c t u r i n g,L A M)技术是一种兼顾精确成形和高性能成形需求的一体化制造技术,也是目前金属增材制造最可靠和可行的方法。
国内外增材制造的研究也主要集中在激光增材制造技术,本文在总结增材制造的发展历史基础上,重点介绍了激光增材制造的原理、激光选区熔化成形技术和直接沉积技术的发展现状,为激光增材制造在国内各个领域的应用提供支持。
一、增材制造的发展历史1983年,美国科学家查尔斯·胡尔(C h a r l e s H u l l)发明光固化成形技术(s t e r e o l i t h o g r a h y A p p e a r a n c e,S L A)并制造出全球首个增材制造部件。
1986年,查尔斯·胡尔获得了全球第一项增材制造专利,同年成立3D S y s t e m s公司。