毎周品质异常08月25日更新 -
- 格式:xlsx
- 大小:4.72 MB
- 文档页数:6




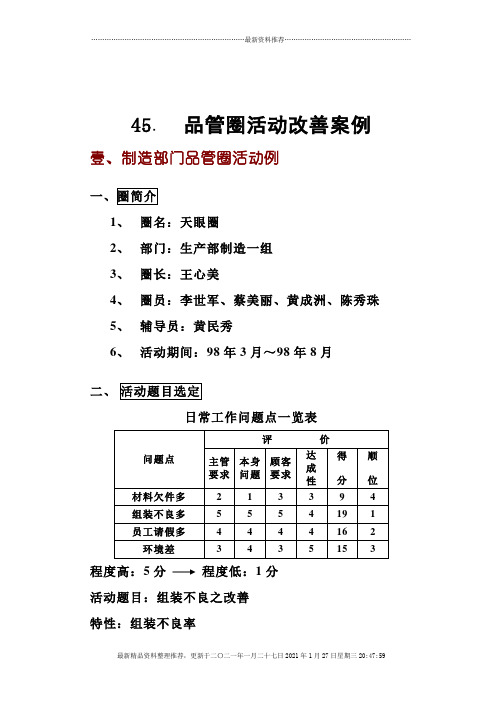
45. 品管圈活动改善案例壹、制造部门品管圈活动例1、圈名:天眼圈2、部门:生产部制造一组3、圈长:王心美4、圈员:李世军、蔡美丽、黄成洲、陈秀珠5、辅导员:黄民秀6、活动期间:98年3月~98年8月二、日常工作问题点一览表程度高:5分程度低:1分活动题目:组装不良之改善特性:组装不良率选定理由:1、 最近组装不良率有日渐上升之趋势2、组装不良造成返工、浪费成本3、客户时有抱怨,影响公司名誉三、注: 虚线部分为本期活动范围示实施线组装不良数据查检表(单位:只)履历:查检日期:98年4月2日~98年4月7日查检线别:B-2线查检周期:每天、全检判定方式:目视查检人:蔡美丽数据收集:4/2~4/7 总检查数:31160只结论:由柏拉图知造成组装不良之项目有很多,但影响比较大的是:振动异常及内部杂物,两者占83.2%,应针对此两项检讨改进。
依上级年度方针目标及圈员们的讨论,目标设定为:至98年7月不良率应降至0.5%以下。
如下图:不良率振动异常 内部 杂物 弹簧粘胶其它偏心对策实施状况说明表一编著者注:类似对策实施状况说明表有多张,只取一张代表说明,其他略。
改善前:4/2~4/7 改善后:6/11~6/16 总检查数:31160只总检查数:34500只二、1、有形成果:(1)组装不良率由改善前之 1.19%降为改善后之0.24%(2)估计每年节省金额:429,000元/年(详细计算式略——编著者注) Array2、无形成果(1)对QC手法之运用更为熟练(2)提升解决问题的能力,享受成就感(3)提升品质意识,问题意识及改善意识(4)与同仁之互动性增加,消除本位(5)对工作更感兴趣,提升士气圈员们对无形成果进行自我评价,并以雷达网表示之三、四、此次活动虽在全体圈员努力热心活动下,已将组装不良率由1.19%下降至0.24%,可谓效果显著,圈员们获得了很大的成就感,也提高了士气,足见品管圈活动对全员改善的贡献。
周生产异常跟踪09月05日更新45733支撑铁片来料与图纸不符在原始初模具确认问题,未完全按照图纸确认。
采购把模具退回由本厂项目负责人及时更改采购5月26日2014/6/15必须完成完成46伞车轮子磨损严重外八导致轮子在推动时磨损,主要原因为设计问题。
1.工程需提供已制品解决方案;2.在制品是否存在此问题如何改善;3.后续如何预防,工程填写以上3点方案工程6月6日6月13日目前线上使用工装校正待跟踪47759成品在运输过程中掉在地摆放不合理工程6月6日完成48101上盘毛刺模具顶针导致塑胶6月7日已确认 完成49718刹车齿与轮子组装过松整体设计较松工程6月13日已确认 完成50787安全扣功能在生产中多次出现功能异常,无法通过拉力测试。
封样确认工程6月16日见样品 完成51501座位处两边织带易向两边滑动设计问题修改版面工程7月5日完成52501餐盘底座利边导致无功能模具问题塑胶7月7日未完成53工装装配工作区制定工装随意摆放,导致在生产时相应的工装未使用上,影响到产品质量新建工装区,回收车间检具,做出领用记录。
装配7月10日完成效果不好,车间还能看到一些不用的检具。
不符合持续跟踪54787作业指导书体现不全面作业指导书上无法看出哪些地方加紧固剂,依据工程要求部份需要增加防松剂,但从资料上看不出哪些地方需要加。
及时修改作业指导书工程7月21日7月26日7月30日完成55218南非版包装方式存在缺陷洗澡架上新增加安全带,经过包装后会出现安全带压伤的痕迹,设计不到位修改包装方式工程7月28日7月25日7月28日完成56502餐盘发白在生产深色系列时,进胶点严重发白更改浇口,减少为1点进胶,减少发白工程7月29日未完成57218侧板进料口外观进料口设计问题目前模具无法更改,暂不更改工程7月28日未完成58311前脚严重内外八与前脚冲压变形有关五金车间需要校正模具五金8月8日未完成59712-前轮塑胶件前轮支架与前轮塑胶配合之间有1mm误差a、设计尺寸为30mm实际测量塑胶件尺寸为29+0.2mm;b、最初塑胶家材质为PA6后改为PP材质导致产品变形尺寸不符;1.工程已同意安排注塑从新按照PP材质调注塑参数;倘若尺寸不合格,将更换PA材质;注塑车间8月8日9月18日下批次大货在批量验证60条码标法国产品外布袋上贴标易脱布上贴标不易粘,在高温条件下更容易脱落。
改为丝印,更改后注意用条码仪器进行扫描确认是否能扫出。
生产8月8日未完成61919-前轮前叉焊接件1.前轮组装后有严重的偏摆;2.前叉螺杆装配困难a.前叉焊接件放入焊接模具中,U型管件两空位不在一个水平面上相差3mm;b.前叉在焊接过程中有焊渣调入圆形孔内,导致螺杆无法穿过。
焊接后的零件必须保证都可以过检具金工车间8月8日62101A-学步车丙纶带套在前撑杆上施加一定力的时候易脱落由于针车丙纶带没有缝纫好,导致缝纫处易脱开将丙纶带固定在螺丝底部,起二次保险作用(已于工程丁斌确认ok)针车8月4日8月5日组装工艺更改完成63218-洗澡架万向轮组装好后轮子不能360度旋转a、塑胶件缩水变形导致尺寸变小;b、零件出模后有飞边,导致万向轴与塑胶件配合之间尺寸减小。
a.注塑车间控制工艺参数;b.打出后的零件50模后用五金件试装。
注塑车间8月4日8月19日上批大货没有此问题,完成64302Q 手把二次包胶后,包胶边缘有缝隙,施加一定力后易脱落手把二次包胶后,包胶边缘有缝隙,施加一定力后易脱落注塑车间培训员工,针对二次包胶的产品一定要检查产品内部不可有空气注塑车间8/65606-摇椅座身调节过程中向下施加110N的力座身关节单边易解锁a、座身上下关节齿轮产品出模后有烧焦现象;b、齿轮烧焦后配合间隙变小;c、齿轮烧焦有后有圆滑平台,相互之间运动易脱档a.注塑车间控制产品的工艺参数;b.生产过程中每个0.5h检查一次产品注塑车间8月5日66728-推把组件1、推把在伸缩过程中,铝压铸件理论值应弹出3mm,实际大货生产只有1.3-1.8mm;2、推把伸缩塑胶件顶端开槽处由于产品变形导致,产品组装过程中钢绳不能通过,a、推把上管不符合1:1图纸尺寸;b、铝压铸件有飞边、压铸件在活动过程中与管件配合有误差0.8mma.来料注意铝压铸件不可以有飞边;b.请采购询问供应商此零件是一模己穴,目前实际测量的零件有0.8mm的尺寸差异8月11日67718-推把塑胶推把缩到最低端时铝压铸件不能弹出,其它档位均OK.a、固定塑胶件与管件配合间隙过大;b、推把固定塑胶件禁锢单边螺丝有锁偏现象;总装操作过程中注意不能将塑胶件锁偏;总装8月11日68718-大关节大关节上下配合后有2-3mm缝隙;a、上下关节唇边有突起导致配合有间隙。
修模工程8月11日完成69718-座身关节大关节上下配合后有2-3mm缝隙;a、上下关节唇边有突起导致配合有间隙。
修模工程8月11日70501-扶手焊接管扶手管右侧有Ф3.2mm的单面孔组装金属面扣后,母扣装配困难此批次扶手管单面孔均不符合图纸尺寸要求车间生产过程中严格按照图纸要求生产金工车间8月23日71718-座身调节钢绳断裂1.座身调节到中间档位时座身齿轮有单边无功能现象;2.座身档位调节过程中有钢绳断裂现象;3.座身档位调节过程中,当调节到中间档位时,水平向下施加120-140N,座身单边解锁;a.总装员工操作先锁紧中间的单手操作按钮,会造成两边钢绳长短不一(此时钢绳运动很困难);b.由于钢绳过长,钢绳余量有可能偏向一边导致调节过程中齿轮的行程太大无法运动,故齿轮单边无中间档位;c.a.1.座身调节是靠一根钢绳控制,很容易出现两边钢绳尺寸不一,从而导致齿轮单边活动间隙不能完全同步;1.更改钢绳长度的同时取消钢绳上的弹簧套;2.增加齿轮上下活动间隙;3.更换座身关节材质PA+30%GF工程2014/8/11----8/2572718-座身插座易拔出将做身装在车架上,单边施加100N,座身插座解锁c.向上施加力的过程中由于座身卡勾变形,导致座身易拉出。
工程8月25日73718-座身固定盖脱落座身调节每个档位时,分别向下施加180N后,座身固定盖单边有脱落现象;b.螺丝头部直径为Ф5.8座身固定盖螺丝沉孔为Ф3.4,施加力的过程中螺丝头部直接从塑胶沉孔处脱出,;建议更换螺丝工程8月25日74728--后轮组件后轮组件组装到车架后,后轮座两边在刹车和解刹的纯在1.5mm的间隙a.车架上下宽度不一致相差5mm;导致后轮组件组装后,后轮座向外撑开,金工车间8-2674728--前脚管横与前脚管套前脚管横与前脚管套组装过程中,抽芯铆接与空位不对,相差1.5mma.管件生产工艺,三个孔位一次冲出,均测量符合图纸尺寸;b.实测塑胶件孔位与关键相差1.5mm与设计尺寸不符。
注塑车间8-2674728--前轮座与前轮轴装配困难前轮组装后,依靠轮子自身重量无法旋转,a.前轮座内孔脱胶导致尺寸变小,当放入脚管套后致使管套变形,从而影响装配b.管套与前轮座装配后有一定间隙,说明前轮座内孔尺寸已变小;注塑8-2674781--软钢线(铝压铸块)推把调节过程中锁定块定向件凸起。
a.软钢线上的铝压铸块上下合模错位;b.铰孔位垂直度有10度的偏差a.首先通知供应商铝压铸块在铰孔过程中一定要注意孔的垂直度;b.请工程与客户协商能否修改模具;采购/工程8-3074781--蓬头(塑钢条)蓬头组装后有扭曲现象a.目前塑钢条定型是靠工装外形与人工操作完成,b.定型后塑钢条自然冷却,导致易回弹。
a.由工程从新给我们提供定型工装(凹槽形式);b.将目前的工艺变更,由操作工取出后直接放入冷水中冷却,工程/针车9月2日9月12日74781--后轮轴管后轮轴组装后,后轮座按钮不能操作a.后轮轴管冲孔叶片没有去掉,导致员工操作过程中叶片易掉落,导致掉落后的叶片卡住后轮快拆铁片;a.要求工程增加去叶片工序;b.请金工车间按照新增加的工序执行;工程/金工9月2日75781-前轮旋转旋转座易顶出a.说明书规定消费者在使用过程中需手按住旋转座的同时,在组装前轮;b.消费者的角度分析,10个人有9个人不看说明书的,正因为如此,前轮有错装现象。
a.解决目前现况旋转座内增加502胶水;b.旋转座结构变更,使用螺丝紧固。
工程9月2日76501A--座官连接扁铁座管与踏脚板配合相差2-3mm,导致踏脚板不易装配。
a.未铆接前座管宽度256.3mm;b.铆接后座管宽度258-260mm;经实际查证,连接扁铁模具中心孔位相差1-1.5mma.金工车间修模;金工车间9月2日77302M---底架底架交叉弯管与底架直管铆接后有翘脚现象a.工程要求302M底架交叉弯管整形工艺为:弯管与直管用螺杆配合后校准;b.实际金工车间只检验底架弯管。
必须严格执行工程技术要求金工车间8月26日74787-踏脚板a.踏脚板两端中心距相差2-3mma.塑胶件变形导致孔距相差2-3mm;a.采用治具定型;b.注塑车间生产过程中用脚管定型,冷却后在放入合格品箱;c.工程请提供管件给注塑车间;d.品管生产过程中跟踪确认,注塑车间9月10日75787-脚管脚管中心孔距距离相差2-3mma.目前五金车间生产的脚管采用断面定位冲孔;a.将端面定位改为插孔定位;b.五金车间请修改模具;五金车间9月10日。