数控铣削的加工过程
- 格式:ppt
- 大小:1.47 MB
- 文档页数:25
数控铣削加工工艺范围及铣削方式
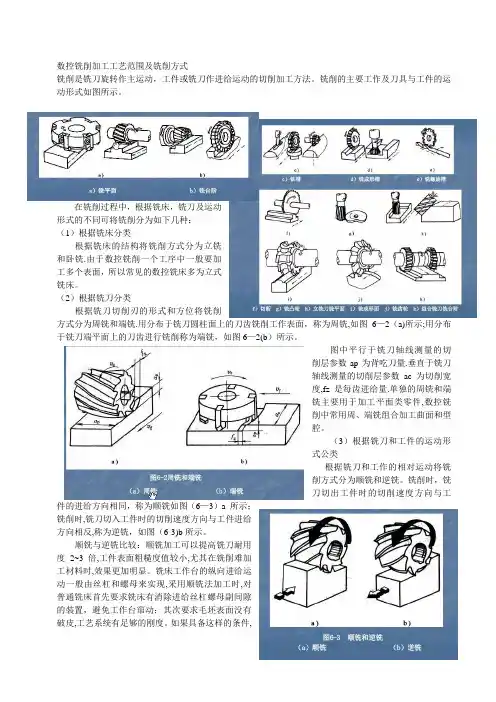
铣削是铣刀旋转作主运动,工件或铣刀作进给运动的切削加工方法。铣削的主要工作及刀具与工件的运动形式如图所示。
在铣削过程中,根据铣床,铣刀及运动形式的不同可将铣削分为如下几种:
(1)根据铣床分类
根据铣床的结构将铣削方式分为立铣和卧铣.由于数控铣削一个工序中一般要加工多个表面,所以常见的数控铣床多为立式铣床。
(2)根据铣刀分类
根据铣刀切削刃的形式和方位将铣削方式分为周铣和端铣.用分布于铣刀圆柱面上的刀齿铣削工作表面,称为周铣,如图6—2(a)所示;用分布于铣刀端平面上的刀齿进行铣削称为端铣,如图6—2(b)所示。
图中平行于铣刀轴线测量的切削层参数ap为背吃刀量.垂直于铣刀轴线测量的切削层参数ac为切削宽度,fz是每齿进给量.单独的周铣和端铣主要用于加工平面类零件,数控铣削中常用周、端铣组合加工曲面和型腔。
(3)根据铣刀和工件的运动形式公类
根据铣刀和工作的相对运动将铣削方式分为顺铣和逆铣。铣削时,铣刀切出工件时的切削速度方向与工件的进给方向相同,称为顺铣如图(6—3)a 所示;铣削时,铣刀切入工件时的切削速度方向与工件进给方向相反,称为逆铣,如图(6-3)b所示。
顺铣与逆铣比较:顺铣加工可以提高铣刀耐用度2~3倍,工件表面粗糙度值较小,尤其在铣削难加工材料时,效果更加明显。铣床工作台的纵向进给运动一般由丝杠和螺母来实现,采用顺铣法加工时,对普通铣床首先要求铣床有消除进给丝杠螺母副间隙的装置,避免工作台窜动;其次要求毛坯表面没有破皮,工艺系统有足够的刚度。如果具备这样的条件,应当优先考虑采用顺铣,否则应采用逆铣.目前生产中采用逆铣加工方式的比较多。数控铣床采用无间隙的滚球丝杠传动,因此数控铣床均可采用顺铣加工.
数控铣削主要特点
(1) 生产率高
(2) 可选用不同的铣削方式
(3) 断续切削
(4) 半封闭切削
数控铣削主要加工对象
(1)平面类零件

槽形零件数控铣削加工及编程实例
随着科技的不断发展,数控技术已经被广泛应用于加工行业中,成为了机械加工中的重要方式之一,特别是在零件加工中应用越来越广泛。而其中槽形零件是比较常见的一种,本文将讨论数控铣削加工及编程实例。
首先,我们需要了解数控铣削的基本概念。数控铣削是通过计算机控制铣床进行加工操作的一种方法。与传统的手动和半自动加工方式相比,数控铣削具有更高的精度、更快的速度和更低的成本。对于槽形零件的加工,数控铣床可以实现快速且精密的加工。
其次,讨论数控铣削加工的流程。在数控铣削中,我们需要进行程序编制、刀具选用、夹具设计、机床调整等步骤。
程序编制是整个加工过程中最关键的一步。槽形零件加工程序可以采用G代码或ISO代码进行编制。需要注意的是,编写的程序应该尽可能简洁,保证精度和速度的同时又不影响工件的质量。具体的程序编写过程需要根据机床、材料、零件形状等因素进行细致的调整。
刀具选用是根据零件形状、材料、加工精度等因素进行选择。对于槽形零件的加工,通常采用铣刀进行加工。铣刀应该选用合适的形状和尺寸,保证其能够完成加工任务,同时也应注意刀具材料的选择,保证切削性能。 夹具设计是数控铣削加工中不可或缺的一步。打磨或用夹具将工件固定在铣床上。采用合适的夹具设计,可以保证加工精度和工件质量,同时还能提高加工效率。在夹具设计过程中还要考虑到充分挖掘加工精度,并不断优化夹具的设计和制造工艺。
最后,与编写工艺相关的问题。机床的调整是保证加工精度的关键环节。在加工旋转镜像和直线式槽时,加工过程中需要进行编程选择。这里需要根据加工要求进行选择。另外,完成加工后还要进行工件的检验,通过研磨和漆膜等工艺处理方式,进行清洗,最后昨次交付。
简要的讲述了槽形零件数控铣削加工及编程实例,必须从实际需求出发,充分了解加工要求以及设计要求,根据设计要求努力创造出助力精度和减少成本的装置,质量{\color{red}测试前调整}完美的加工,设置自动化质量检查系统,保证加工质量达到最佳状态。

第三章数控铣削加工工艺与编程
第一节数控铣削加工工艺
序号:19
课题 课题一 数控铣床的适用范围及零件的相关分析 课时 2
目的要求 初步了解数控铣床的适用范围,明确对零件进行工艺性分析的目的。
知识点 要紧加工对象、零件的工艺分析。
要害点 零件的工艺分析
教学进程
设计 1.简要介绍数控铣床的要紧加工对象;
2.理清零件工艺性分析的相关内容。
教学方法 讲授、概括〔多媒体教学〕 教具引用 网络资源
课后记述
参考链接
要紧内容:
一、数控铣床的要紧加工对象
数控铣床的要紧加工对象有:1.平面类零件2.变歪角类零件3.曲曲折折曲曲折折折折面类(立体类)零件。
二、数控铣削加工工艺规程的制订
数控加工程序不仅包括零件的工艺规程,还包括切削用量、走刀路线、刀具尺寸和铣床的运动过程等,因此必须对数控铣削加工工艺方案进行具体的制定。
1.数控铣削加工的内容
〔1〕零件上的曲曲折折曲曲折折折折线轮廓,特别是由数学表达式描绘的非圆曲曲折折曲曲折折折折线和列表曲曲折折曲曲折折折折线等曲曲折折曲曲折折折折线轮廓;
〔2〕已给出数学模型的空间曲曲折折曲曲折折折折面;
〔3〕外形复杂、尺寸繁多、划线与检测困难的部位;
〔4〕用通用铣床加工时难以瞧瞧、测量和操纵进给的内外凹槽;
〔5〕以尺寸协调的高精度孔或面;
〔6〕能在一次安装中顺带铣出来的简单外表;
〔7〕采纳数控铣削后能成倍提高生产率,大大减轻体力劳动强度的一般加工内容。
2.零件的工艺性分析
〔1〕零件图样分析
1〕零件图样尺寸的正确标注;
2〕零件技术要求分析;
3〕零件图上尺寸标注是否符合数控加工的特点。
〔2〕零件结构工艺性分析
1〕保证获得要求的加工精度;
2〕尽量统一零件外轮廓、内腔的几何类型和有关尺寸;
3〕选择较大的轮廓内圆弧半径;
4〕零件槽底部圆角半径不宜过大;
5〕保证基准统一原那么;
6〕分析零件的变形情况。
〔3〕零件毛坯的工艺性分析

数控加工工艺过程卡
数控加工是一种通过数控机床实现零件加工的技术,它具有高精度、高效率、高稳定性等优点,在现代制造业中得到广泛应用。而数控加工工艺过程卡是对数控加工过程的描述和规范,它包含了零件的工艺流程、机床设备的参数设置、刀具的选用和刀具路径规划等信息。以下是一个关于数控加工工艺过程卡的示例,供参考:
零件名称:薄壁零件
材料:铝合金6061
加工精度:0.01mm
加工工艺:铣削、钻孔、螺纹加工
设备:数控铣床、数控钻床
刀具:铣刀、钻孔刀、螺纹攻丝刀
1.工艺流程:
1.1首先根据图纸进行零件的准备和标记
1.2将工件夹紧于数控铣床工作台
1.3调整数控铣床的零点和坐标轴
1.4选择合适的铣刀,装夹在数控铣床刀柄上
1.5设置加工参数,确定切削速度和进给速度
1.6进行主体加工,包括铣削外形和加工孔位
1.7检验零件尺寸和形状是否满足要求 2.设备参数设置(数控铣床):
2.1设置工件夹具和工作台的夹紧力
2.2调整数控铣床的零点和坐标轴
2.3根据刀具类型和材料确定切削速度和进给速度
2.4调整刀具的位置和切削深度
2.5检查数控铣床的润滑系统是否正常运行
3.刀具选用:
3.1铣削外形:选择合适的面铣刀,刀径根据零件尺寸确定
3.2钻孔:选择合适的钻孔刀,直径根据零件需求确定
3.3螺纹加工:选择合适的螺纹攻丝刀,根据螺纹尺寸和规格确定
4.刀具路径规划:
4.1铣削外形:根据零件几何形状和加工要求,确定铣刀的切削路径和铣削方向
4.2钻孔:根据孔位和孔径确定钻孔的位置和顺序
4.3螺纹加工:根据螺纹的要求,确定攻丝刀的加工路径和攻丝顺序
5.加工注意事项:
5.1在加工过程中,保持加工液的供给和润滑系统的正常工作
5.2在加工过程中,及时清理切削屑和切屑槽,以保证切削效果和切屑排出 5.3加工前要检查工具刀具是否完好,并及时更换磨损或损坏的刀具
通过对数控加工工艺过程的规范和描述,可以确保零件的加工质量和生产效率,提高工艺流程的标准化和规范化,为企业的生产制造提供有力的支持。