多变量控制系统分析与设计04
- 格式:pptx
- 大小:2.09 MB
- 文档页数:80



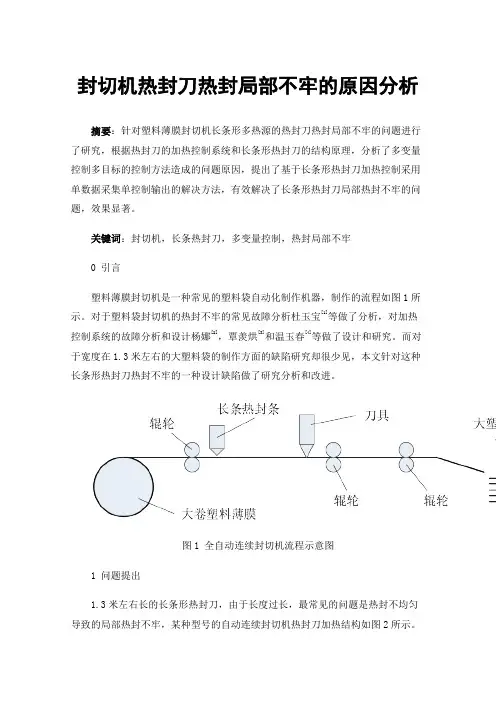
封切机热封刀热封局部不牢的原因分析摘要:针对塑料薄膜封切机长条形多热源的热封刀热封局部不牢的问题进行了研究,根据热封刀的加热控制系统和长条形热封刀的结构原理,分析了多变量控制多目标的控制方法造成的问题原因,提出了基于长条形热封刀加热控制采用单数据采集单控制输出的解决方法,有效解决了长条形热封刀局部热封不牢的问题,效果显著。
关键词:封切机,长条热封刀,多变量控制,热封局部不牢0 引言塑料薄膜封切机是一种常见的塑料袋自动化制作机器,制作的流程如图1所示。
对于塑料袋封切机的热封不牢的常见故障分析杜玉宝[1]等做了分析,对加热控制系统的故障分析和设计杨娜[2],覃羡烘[3]和温玉春[4]等做了设计和研究。
而对于宽度在1.3米左右的大塑料袋的制作方面的缺陷研究却很少见,本文针对这种长条形热封刀热封不牢的一种设计缺陷做了研究分析和改进。
图1 全自动连续封切机流程示意图1 问题提出1.3米左右长的长条形热封刀,由于长度过长,最常见的问题是热封不均匀导致的局部热封不牢,某种型号的自动连续封切机热封刀加热结构如图2所示。
图2 热封刀加热结构整根长条形的热封刀截面如图3所示。
热封刀材质是铜,两侧包裹如图2中的A、B、C、D四片加热片,并且由两套独立的供电系统供电。
A、C由一路控制回路供电,B、D由另一路控制回路供电,每路供电部分受温度传感器1和2分别控制。
由于常常出现不稳定的热封现象,而且每次出现热封不均匀的位置都不一样,热封不牢的位置也不断的变化,既使两路温度设置数值一致也是如此。
图3 热封刀截面作者对整条热封刀每间隔2.5厘米设置一个测温点,使用红外线测温枪,测得数据曲线如图4所示,图4中两条曲线是间隔10分钟前后的温度测量值,由图4温度曲线所示可以发现,不但整条温度不均匀,而且每点的温度都会发生比较大的变化。
这就造成了长条形热封刀温度不均匀现象。
图4 热封刀10分钟前后温度曲线对比3原因分析根据文献[1-8]可知,造成原因有:热封刀热容量不够造成的温度前后变化大而缺乏温度的稳定性;塑料薄膜的质量特性有问题;热封刀本身加热温度不均匀,这种加热温度不均匀可能是由于加热方式不正确所造成的结果。
现代控制理论实验指导书西安文理学院物理与机电工程学院目录前言.............................................. 错误!未定义书签。
实验一系统的传递函数阵和状态空间表达式的转换..... 错误!未定义书签。
实验二多变量系统的能控性和能观测性分析........... 错误!未定义书签。
实验三多变量系统的稳定性分析..................... 错误!未定义书签。
实验四系统设计:状态观测器的设计................. 错误!未定义书签。
前言这是一本为工科高年级学生编写的实验指导书,作为控制系统领域各门控制课程的配套实验教材。
一、现代控制理论实验的任务“现代控制理论”是全日制本科自动化专业的重要专业课程,它的实践性教学环节,对学生理解和掌握现代控制理论起着至关重要的直接影响作用。
现代控制理论实验的主要任务是使学生通过实验进一步理解和掌握现代控制理论的基本概念、基本原理和控制系统的分析与设计方法。
它是现代控制理论课程教学的一部分,其主要目标如下:(1)深刻理解现代控制理论的基本理论;(2)初步掌握控制系统的分析与设计方法;(3)学习和掌握现代计算机技术及其辅助工具的运用,提高计算机的应用能力与水平;(4)提高实际应用能力和动手操作能力,培养严肃认真、一丝不苟的科学态度。
二、实验的要求现代控制理论实验是一个专业性较强的实践环节,要求有专门的实验场所和实验设备;并且要求参加实验者必须具备必要的相关理论基础知识,对所做实验的前提条件及制约因素有足够的认识和理解;同时要求参加实验者具有较强的观察思考能力、研究分析能力和创新能力。
三、现代控制理论实验的实现方法现代控制理论课程的实验方法比较灵活,实验方案和思路也比较多。
众多厂家和高校都研制开发出了各种实验箱以及相应的实验平台,但大多数受到实验场所、实验设备等教学条件的制约。
按照加强理论、巩固基础、培养学生的观察思考能力和创新能力的指导思想,本实验指导书主要通过“计算机软件仿真”的实现方法去完成实验,使学生加深对所学理论的理解和认识。