轴承套圈热处理工艺设计5
- 格式:ppt
- 大小:557.00 KB
- 文档页数:9
轴承套圈加工工艺方法及特点对于轴承套的加工工序来说,我们常见的就有两种方法:一种是集中工序,另一种是分散工序。
一、轴承套圈加工的集中工序轴承套圈集中工序只用了一道工序就可完成一个或几个套圈的车削加工。
集中工序的特点:(1)一次装夹循环中能完成大部分或全部车削工序,减少了套圈装夹定位误差和装夹定位辅助时间,提高了套圈各表面间的位置和尺寸精度,提高了生产率。
若是成批生产的中、小型套圈在多轴自动车床上一次可车出2~3个。
(2)缩短了工艺流程,减少了中间贮存、装卸、运输环节,便于生产管理;减少了机床设备和工具量。
(3)有利于实现自动化和大批量生产,缩短了生产周期,降低了生产成本。
但同时对车床、刀具、夹具和辅助工具等工艺装备和工件毛坯均有较高的要求。
例如要求毛坯留量少且尺寸有较高精度,对金相组织和硬度等表面质量也要求较严格;要求车床有较大的功率、刚性和较高的加工精度及自动化程度,常采用多刀、多工步、多工位的多轴半自动机和自动机床,一般对大批量生产宜采用多轴自动机床,对中、小批量和加工型号多变的宜采用多刀半自动车床;工艺装备的种类和数量多,专用性强、更换型号麻烦,调整困难且费时,工人的技术水平要求较高,需要合理的生产组织管理。
二、轴承套圈加工的分散工序轴承套圈分散工序要分几次装夹才能完成-一个套圈的车削加工。
分散工序的特点:(1)适合于中、大型电机SKF轴承座的安装小批及单件生产。
容易组织生产,车床、工夹具简单经济,便于更换轴承型号,成本低。
若单机连成自动线, 亦适合大批量生产。
(2)可以采用刚性好、功率大的高效专用车床来加工,便于选取最佳的工艺参数,可用高速大走刀切削,提高了加工效率。
(3)对单机可以实现自动上下料、自动走刀和自动测量,机床容易操作,对工人要求技术不高。
(4)对套圈毛坯要求不高,各类形式、大小、国产轴承与进口轴承的新旧代号尺寸规格参数对照表(一百六十一)精度批量不一的毛坯都能适应。
但“分散工序"工序多而工艺路线长,加工时间和工序间停贮、运输、检查装卸等时间长,-个套圈需经多机、多工序、多次装夹定位、多人操作和检查,定位误差大、加工精度差。
陶瓷轴承套圈的加工工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!陶瓷轴承套圈加工工艺流程。
1. 原材料制备。
根据设计要求选取合适的陶瓷粉末材料。
27
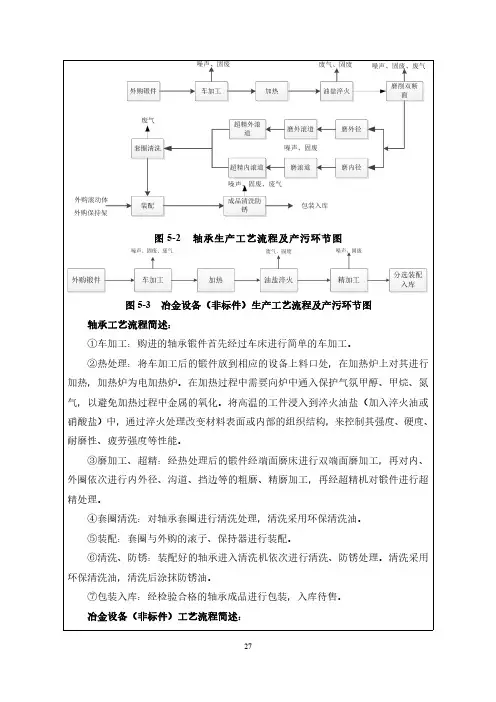
图5-2轴承生产工艺流程及产污环节图
图5-3冶金设备(非标件)生产工艺流程及产污环节图
轴承工艺流程简述:
①车加工:购进的轴承锻件首先经过车床进行简单的车加工。
②热处理:将车加工后的锻件放到相应的设备上料口处,在加热炉上对其进行加热,加热炉为电加热炉。
在加热过程中需要向炉中通入保护气氛甲醇、甲烷、氮气,以避免加热过程中金属的氧化。
将高温的工件浸入到淬火油盐(加入淬火油或硝酸盐)中,通过淬火处理改变材料表面或内部的组织结构,来控制其强度、硬度、耐磨性、疲劳强度等性能。
③磨加工、超精:经热处理后的锻件经端面磨床进行双端面磨加工,再对内、外圈依次进行内外径、沟道、挡边等的粗磨、精磨加工,再经超精机对锻件进行超精处理。
④套圈清洗:对轴承套圈进行清洗处理,清洗采用环保清洗油。
⑤装配:套圈与外购的滚子、保持器进行装配。
⑥清洗、防锈:装配好的轴承进入清洗机依次进行清洗、防锈处理。
清洗采用环保清洗油,清洗后涂抹防锈油。
⑦包装入库:经检验合格的轴承成品进行包装,入库待售。
冶金设备(非标件)工艺流程简述:。