第10章 热处理工艺设计
- 格式:ppt
- 大小:1.36 MB
- 文档页数:48
热处理工艺课程设计任务书一热处理工艺课程设计的作用和目的热处理工艺课程设计是材料专业学生学完相关热处理课程后运用理论知识指导生产实践的一个必经环节,培养学生综合运用所学知识制定生产实践中的热处理工艺的能力,包括工艺设计中的细节问题,设备选用,夹具设计,工艺流程,资料、手册的查用,规范、标准、工艺卡的书写等二热处理工艺课程设计的任务(65Mn犁铧片)1.相变点的确定(《热处理工程师指南》P244)2.热处理工艺参数的制定(《热处理工程师指南》P244和P246)3.热处理设备的选择(《现代热处理手册》P546)4.组织特点和性能的分析(《热处理工程师指南》P246)5.夹具的设计或选用6.工艺卡片填写零部件编号零部件名称(犁铧片)材料牌号(65Mn)、重量零件制造加工流程技术要求(包括组织、性能、变形量)(52~60HRC,淬火区20~25mm,820正负10度淬火,380正负10度回火)零件简图装炉量、零件的摆布加热参数冷却条件介质种类、温度要求、冷却停留时间、作业时间(《现代热处理手册》P547)三零件的技术要求及选材(由零件的服役条件而定)1.技术要求x~y HRC2.材料的选择(根据具体要求确定)用途→工作条件→性能要求→选材3.化学成分及合金元素的作用(《热处理技术手册》P591、P590)4.所选材料的相变临界点(《热处理工程师指南》P244)5.热处理工艺的总体制定(如淬火温度及介质,回火温度;化学热处理工艺;感应淬火工艺;真空热处理等)(《现代热处理手册》P546)四制定热处理工艺依据及具体参数的确定 1.所选工艺的目的(由技术要求或服役条件而定)2.淬火工艺(1)目的(2)温度(3)设备(4)加热方法到温加热、随炉加热(5) 加热介质(6)保温时间 t t=a×K×D K-装炉修正系数,D-工件有效厚度(mm),a-由钢种决定的加热系数(min/mm)(7)冷却介质及方法五写说明书 (打印)课程设计的意义所有上述内容设计的体会、见解、工艺卡及主要参考书主要参考书(具体去图书馆借)1《热处理工程师手册》,樊东黎主编,机械工业出版社;2《热处理技师手册》,张玉庭主编,机械工业出版社;3《热处理手册(共4卷)》,中国机械工程学会热处理学会,机械工业出版社;4《热处理实用数据速查手册》,叶卫平主编,机械工业出版社;5《金属热处理工艺学》,夏立芳,哈尔滨工业大学出版社;6《热处理常见缺陷分析与对策》,王忠诚主编,化学工业出版社。
目录第一章热处理工设计目的 (1)第二章课程设计任务 (1)第三章热处理工艺设计方法 (1)3.1 设计任务 (1)3.2 设计方案 (2)3.2.1 12CrNi3叶片泵轴的设计的分析 (2)3.2.2 钢种材料 (2)3.3设计说明 (3)3.3.1 加工工艺流程 (3)3.3.2 具体热处理工艺 (4)3.4分析讨论 (11)第四章结束语 (13)参考文献 (14)12CrNi3叶片泵轴的热处理工艺设计一. 热处理工艺课程设计的目的热处理工艺课程设计是高等工业学校金属材料工程专业一次专业课设计练习,是热处理原理与工艺课程的最后一个教学环节。
其目的是:(1)培养学生综合运用所学的热处理课程的知识去解决工程问题的能力,并使其所学知识得到巩固和发展。
(2)学习热处理工艺设计的一般方法、热处理设备选用和装夹具设计等。
(3)进行热处理设计的基本技能训练,如计算、工艺图绘制和学习使用设计资料、手册、标准和规范。
二. 课程设计的任务进行零件的加工路线中有关热处理工序和热处理辅助工序的设计。
根据零件的技术要求,选定能实现技术要求的热处理方法,制定工艺参数,画出热处理工艺曲线图,选择热处理设备,设计或选定装夹具,作出热处理工艺卡。
最后,写出设计说明书,说明书中要求对各热处理工序的工艺参数的选择依据和各热处理后的显微组织作出说明。
三. 热处理工艺设计的方法1. 设计任务12CrNi3叶片泵轴零件图如图3.1图3.1 12CrNi3叶片泵轴2、设计方案2.1.工作条件叶片泵是由转子、定子、叶片和配油盘相互形成封闭容积的体积变化来实现泵的吸油和压油。
叶片泵的结构紧凑,零件加工精度要求高。
叶片泵转子旋转时,叶片在离心力和压力油的作用下,尖部紧贴在定子内表面上。
这样两个叶片与转子和定子内表面所构成的工作容积,先由小到大吸油再由大到小排油,叶片旋转一周时,完成两次吸油与排油。
泵轴在工作时承受扭转和弯曲疲劳,在花键和颈轴处收磨损。
热处理工艺课程设计任务书目录1.热处理工艺课程设计的意义及方法 (3)1.1热处理工艺课程设计的意义 (3)1.2热处理工艺设计的方法 (3)2.绪论——45钢轴类零件简介 (4)2.1.45钢简介 (4)2.1.1主要化学成分作用分析 (4)2.1.2 45钢加热和冷却临界点 (5)2.2传动轴零件加工工艺 (5)3.加工工艺 (6)4.热处理工艺设计的内容 (7)4.1调质处理 (7)4.1.1加热温度 (7)图4-2装炉安装简图 (8)4.1.2保温时间 (8)4.1.3冷却方法及介质 (10)4.1.4检验方法 (10)4.1.5调质处理材料的组织、性能 (10)4.2高频感应淬火 (11)4.2.1原理 (11)4.2.2加热温度和时间的确定 (12)4.2.3冷却方法及介质 (12)4.2.4组织和性能 (12)4.2.5常见缺陷及分析 (13)4.3低温回火 (14)4.3.1加热温度和时间 (14)4.3.2加热设备及方法 (14)4.3.3回火后组织和性能 (14)4.3.4冷却介质和方法 (15)附录一热处理工艺卡 (17)5.热处理工艺设计感想和体会 (18)6.参考文献 (19)1.热处理工艺课程设计的意义及方法1.1热处理工艺课程设计的意义热处理工艺课程设计是材料学专业金属材料相关课程的一次专业课设计练习,是材料科学基础、金属材料学、热处理原理与工艺、热处理装备课程的最后一个教学环节。
其目的是:(1)培养学生综合运用所学的材料学专业课程的知识去解决工程问题的能力,并使其所学知识得到巩固和发展。
(2)学习热处理工艺设计的一般方法、热处理设备选用和装夹具设计等。
(3)进行热处理设计的基本技能训练,如计算、工艺图绘制和学习使用设计资料、手册、标准和规范。
通过热处理工艺课程设计的学习,把所学到的材料科学基础、金属材料学、热处理原理与工艺等专业课程知识灵活的运用到实践中,真正的通过自己对材料的选择、认识,工艺的掌握和运用,来熟练掌握这项基本工艺设计能力,从而反过来巩固所学专业知识,做到讲理论知识灵活恰当地运用到生产实践中。
50CrVA钢调速弹簧的热处理工艺设计1 热处理工艺课程设计的意义热处理工艺课程设计是高等工业学校金属材料工程专业一次专业课设计练习,是热处理原理和工艺课程的最终一个教学环节。
其目的是:(1)培育学生综合运用所学的热处理课程的学问去解决工程问题的实力,并使其所学学问得到巩固和发展。
(2)学习热处理工艺设计的一般方法、热处理设备选用和装夹具设计等。
(3)进行热处理设计的基本技能训练,如计算、工艺图绘制和学习运用设计资料、手册、标准和规范。
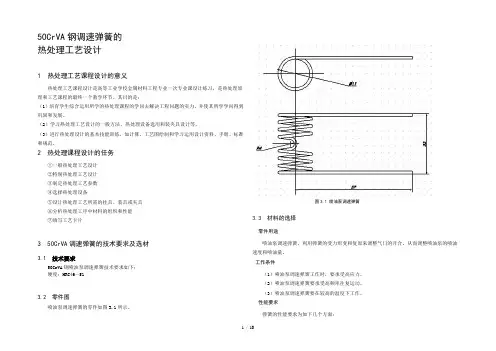
2热处理课程设计的任务①一般热处理工艺设计②特别热处理工艺设计③制定热处理工艺参数④选择热处理设备⑤设计热处理工艺所需的挂具、装具或夹具⑥分析热处理工序中材料的组织和性能⑦填写工艺卡片350CrVA调速弹簧的技术要求及选材3.1 技术要求50CrVA钢喷油泵调速弹簧技术要求如下:硬度:HRC46~513.2 零件图喷油泵调速弹簧的零件如图3.1所示。
图3.1 喷油泵调速弹簧3.3 材料的选择零件用途喷油泵调速弹簧,利用弹簧的受力形变和复原来调整气门的开合,从而调整喷油泵的喷油速度和喷油量。
工作条件(1)喷油泵调速弹簧工作时,要承受高应力。
(2)喷油泵调速弹簧要承受高频率往复运动。
(3)喷油泵调速弹簧要在较高的温度下工作。
性能要求弹簧的性能要求为如下几个方面:力学性能:由于弹簧是在弹性范围内工作,不允许有永久变形。
要求弹簧材料有良好的微塑性变形实力,即弹性极限、屈服极限和屈强比要高。
理化性能方面:喷油泵调速弹簧的工况很困难,要在较高的温度下长期工作,因此要求弹簧材料有良好的耐热性,即有高的蠕变极限、蠕变速率较小和较低的应力松弛率。
工艺性能方面:尺寸较小的弹簧热处理时变形大、难以校正和保证弹簧产品质量,宜选用已强化的弹簧材料,冷成型后不经淬火、回火,只须进行低温退火。
这样更能保证大批量小弹簧的产品质量和成本低廉。
材料选择选用50CrVA钢热轧弹簧钢丝卷制。
由于50CrVA钢中含有铬能够提高淬透性并且可降低锰引起过热的敏感性,铬熔于铁素体中使弹性极限提高。
钢的热处理工艺设计说明书学生姓名设计题目加工中心主轴指导教师系主任完成日期年月日前言热处理工艺是金属材料工程的重要组成部分。
通过热处理可以改变材料的加工工艺性能,充分发挥材料的潜力,提高工件的使用寿命。
本课程设计是在《材料科学基础》﹑《金属热处理工艺学》﹑《失效分析》﹑《金属力学性能》等课程学习的基础上开设的,是理论与实践相结合的重要教学环节。
通过该课程设计,可使学生在综合运用所学专业基础理论和专业知识能力方面得到训练,学会独立分析问题和解决问题的方法,提高工程意识和工程设计能力。
热处理工艺是整个机械加工过程种的一个重要环节,它与工件设计及其它加工工艺之间存在密切关系。
如何实现工件设计时提出的几何形状和加工精度,满足设计时所要求的多种性能指标,热处理工艺制定的合理与否,有着至关重要的作用。
目录前言一.热处理工艺课程设计的目的 (5)二.热处理工艺课程设计的任务 (5)三.热处理工艺课程设计设计内容和步骤 (5)3.1零部件简图,钢种和技术要求 (5)3.2零部件的工作条件、破坏方式和性能要求的分析 (6)3.3零部件用钢的分析 (6)3.3.1 相关钢种化学成分的作用 (6)3.3.2.相关钢种的热处理工艺性能分析 (7)3.3.3钢材的组织性能与各种热处理工艺的关系 (8)3.4热处理工艺方案及工艺参数的论述 (11)3.4.1零件的加工工艺路线及其简单论证 (11)3.4.2锻造工艺曲线 (11)3.4.3预备热处理工艺方案、工艺参数及其论证 (12)3.4.4最终热处理工艺方案,工艺参数及论证 (12)3.4.4.1 20CrMnMo的正火工艺 (12)3.4.4.2 20CrMnMo的渗碳工艺 (14)3.4.4.3 20CrMnMo的淬火工艺 (17)3.4.4.4 20CrMnMo的回火工艺 (19)3.4.4.5 总的热处理工艺曲线 (22)3.4.5 辅助工序方案 (22)四.选择加热设备 (22)4.1 中温井式电阻炉 (22)4.2 井式渗碳炉 (23)五.工装图 (25)六.工序质量检验项目、标准方法 (27)七.热处理工艺过程中缺陷分析 (28)7.1常见的渗碳缺陷 (28)7.2常见的淬火缺陷 (29)7.3常见的回火缺陷 (29)八.心得体会 (30)九.参考文献 (31)一、热处理工艺课程设计的目的1. 深入了解热处理课程的基本理论2. 初步学会制定零部件的热处理工艺3. 了解与本设计有关的新技术,新工艺4. 设计尽量采用最新技术成就,并注意和具体实践相结合,是设计具有一定的先进性和实践性.二、热处理工艺课程设计的设计任务1. 编写设计说明书2. 编制工序施工卡片3. 绘制必要的工装图三、热处理工艺课程设计内容和步骤3.1零部件简图、钢种和技术要求1.简图2.钢种: 20CrMnMo3.技术要求:1.要求主轴头部144.4mm及尾部30mm处渗碳淬火,渗碳层深度1.3~1.5mm;2.硬度为60~65HRC.3.2零部件的工作条件、破坏方式和性能要求的分析1.零部件的工作条件作为机床的传动件,主轴是传递动力的零件,传递着动力和各种负荷,它的前后端由于承受一定的扭转和摩擦力,它的合理选材直接影响整台车床的精度和使用寿命。
* * 大学热处理原理与工艺课程设计题目: 50Si2Mn弹簧钢的热处理工艺设计院(系):机械工程学院专业班级:**学号:*******学生姓名:**指导教师:**起止时间:2014-12-15至2014-12-19课程设计任务及评语目录一、概述---------------------------------------------------------11.课程设计的目的--------------------------------------------------12.课程设计的任务--------------------------------------------------13.课程设计的题目--------------------------------------------------14.课程设计的内容及步骤--------------------------------------------1二、热处理工艺课程设计的内容及要求--------------------------------11、零件的技术要求及选材-------------------------------------------12、化学特点和性能-------------------------------------------------23、制定热处理工艺路线---------------------------------------------34、工艺参数-------------------------------------------------------35、热处理工艺曲线-------------------------------------------------76、分析各热处理工序中材料的组织和性能-----------------------------77、缺陷分析-------------------------------------------------------88、选择热处理设备-------------------------------------------------109、测温仪器和温度控制方式-----------------------------------------10三、收获和体会----------------------------------------------------11四、参考文献------------------------------------------------------11第一部分概述1、课程设计的目的热处理工艺课程设计是高等学校金属材料工程专业一次专业课设计练习,是热处理原理与工艺课程的最后一个教学环节。
1 5CrNiMo热作模具钢热处理工艺概述模具是机械、冶金、电子、轻工、国防等部门的重要工艺设备,是保证高效率生产、高产品质量和降低生产成本的重要手段。
随着工业技术的迅速发展,各部门都广泛的采用新的高精度、高效率的模具成型工艺代替传统的切削加工工艺。
目前,机械工业大约70%的零件采用模具成型。
模具根据工作条件可分为冷作模具和热做模具。
热作模具在工作时,承受着巨大的冲击力、压应力、张应力、弯曲应力,模具型腔与高温(有时可达1150~1200℃)金属接触后,本身温度可达300~400℃,局部高达500~600℃。
还经受着空气、油、水等的反复冷却。
在时冷时热的苛刻条件下工作的模具,其型腔表面极易产生热疲劳裂纹。
由此,对热模具钢提出了第一个基本使用性能要求.即具有高的热疲劳抗力。
一般说来,影响钢的热疲劳抗力的因素之一是钢的导热性。
钢的导热性高,可使模具表层金属受热程度降低,从而减小钢的热疲劳倾向性。
一般认为钢的导热性与合碳量有关,含碳量高时导热性低,所以热作模具钢不宜采用高碳钢。
在生产中通常采用中碳钢(C0.5%~0.6%)含碳量过低.会导致钢的硬度和强度下降,也是不利的。
另外一个因素是钢的临界点影响。
通常钢的临界点越高,钢的热疲劳倾向性越低。
因此.一般通过加入合金元素Cr、W、Si、引来提高钢的临界点。
从而提高钢的热疲劳抗力。
此外,炽热金属在模具型腔中变形所产生的强烈摩擦、容易因磨损而降低精度。
为此,对热模具钢的基本使用性能要求是热塑变抗力高,包括高温硬度和高温强度、高的热塑变抗力,实际上反映了钢的高回火稳定性。
由此便可以找到热模具钢合金化的第二种途径,即加入Cr、W、Si.等合金元素可以提高钢的回火稳定性。
根据热作模具钢的工作条件,失效形式及性能要求,本设计选择的模具钢材料为5CrNiMo钢;在设计退火--淬火加高温回火热处理工艺中,本设计借鉴了《热处理工程师手册》,《钢的热处理》等。
根据工艺设计的理论基础设定了完整的热处理工艺流程,使热处理的5CrNiMo钢满足热作模具钢的质量要求。
一、CA8480轧辊车床主轴热处理工艺的设计1. 工作环境1)与滑动轴承配合2)中轻载荷3)精度不高4)低冲击、低疲劳2. 性能要求主轴是机床的重要零件之一,切削加工时,高速旋转的主轴承受弯曲、扭转和冲击等多种载荷,要求它具有足够的刚度、强度、耐疲劳、耐磨损以及精度稳定等性能。
3. 选材主轴依用材和热处理方式可分为四种类型,即局部淬火主轴,渗碳主轴,渗氮主轴和调质(正火)主轴。
根据主轴的工作条件,选择材料为45钢。
4. 工艺方法选择和工艺路线的确定方案一:毛胚—锻造—正火—粗加工—中频感应加热淬火—中温回火—精加工方案二:毛胚—锻造—粗加工—调质—中频感应加热淬火—精加工45钢正火后性能和调质接近,满足使用要求,但是正火更经济,所以选着方案一。
5. 工艺参数1)正火:锻后840~860°C×2~4h,空冷2)感应淬火:粗车后使用208 中频发电机和φ1000mm×5000mm 卧式淬火机。
淬后表面硬度48 ~52HRC3)回火:井式炉340°C×4h,空冷热处理工艺曲线如图1.5.1。
图1.5.1 CA8480轧辊车床主轴热处理工艺曲线6. 工序说明1)正火:目的在于获得一定的硬度,细化晶粒,并获得比较均匀的组织和性能。
正火后其硬度接近于最佳切削加工的硬度。
正火后获得珠光体组织。
珠光体的片间距及团直径较小,而且可以抑制先共析网状渗碳体的析出。
2)感应淬火:轴颈处进行感应淬火,以获得表面层硬而耐磨,心部又有足够塑性、韧性的工件。
表面为M,往里为M+F,再往里为M+F+P,中心为P+F。
3)回火:减少或消除淬火应力,提高韧性和塑性,获得硬度、强度、塑性和韧性的适当配合,以满足不同工件的性能要求。
回火后得到回火屈氏体组织,有较高的弹性极限,又有较高的塑性和韧性。
7. 常见热处理缺陷1)变形开裂壁厚不均匀和有尖角的工件,淬火时易变形开裂,45钢的易裂尺寸范围为5~11mm。
目录1 设计任务 (3)1.1设计任务 (3)1.1.1 课设要求 (3)1.1.2 设计说明书要求 (3)1.2设计的技术要求 (3)2 热处理零件图 (4)3 设计方案 (5)3.138C R M O A L A钢发动机活塞杆热处理工艺概述 (5)3.238C R M O A L A钢活塞杆服役条件、失效形式 (5)3.2.1 服役条件 (5)3.2.2 失效形式 (5)4 设计说明 (7)4.138C R M O A L A钢活塞杆材料选择 (7)4.238C R M O A L A钢活塞杆C曲线 (8)4.338C R M O A L A钢活塞杆加工工艺流程图 (9)4.438C R M O A L A钢活塞杆正火、调质、渗氮、低温回火工艺 (9)4.4.1 锻造工艺曲线 (10)4.4.2 预备热处理:正火工艺 (10)4.4.3 调质处理工艺 (10)4.4.4 渗氮工艺 (11)4.4.5 最终热处理:低温回火 (12)4.538C R M O A L A钢活塞杆热处理工艺理论 (12)4.5.1 正火工艺原理 (12)4.5.2 渗氮工艺原理 (13)4.5.3 回火工艺原理 (14)5 质量检验 (16)5.1质量检验流程 (16)5.238C R M O A L A钢活塞杆热处理常见缺陷预防及补救 (16)5.2.1 加热时常见的缺陷的预防及补救方法 (16)5.2.2 渗氮时常见的缺陷的预防及补救方法 (17)6 热处理工艺卡片 (19)致谢................................................................................................................ 错误!未定义书签。
参考文献 (20)1设计任务1.1设计任务1.1.1课设要求熟悉设计题目,查阅相关文献资料,概述38CrMoAlA钢活塞杆的热处理工艺,进行零件的服役条件与失效形式分析,提出硬度、耐磨性、强度、耐蚀性等要求。
热处理工艺课程设计热处理工艺课程设计学院:机械工程学院班级:材料0903一.温度控制系统1.设计要求1)系统应能满足生产要求除了应达到所给定的要求外,还应符合生产过程的各种工艺要求。
2)可靠性高过程控制计算机的工作环境比较恶劣,各种干扰严重。
为此,在设计时必须必须选用高性能,高可靠性的计算机,把安全可靠放在首位。
可靠性高是计算机最重要的一个基本要求。
因为计算机一旦出现故障,将造成整个生产的混乱,引起严重后果,特别是对CPU的要求更为严格。
为保证可靠性可采用多CPU组成的多微机控制系统来提高可靠性,目前一般采用双机系统和集散控制系统。
集散控制系统是分级分布式控制,它是多台以微处理器为核心的基本控制器分别控制各个被控制对象,由上一级计算机进行监督处理,这种分散控制系统可使故障对整个系统的影响减至最少。
3)操作性能好操作性能好表现在两个方面:一是使用方便,二是容易维修。
4)实时性强过程计算机的实时性表现在对内部和外部事件能够及时地做出响应,不丢失信息,不延误操作。
5)通用性能好为了适应生产工艺的变更和控制规模,控制功能的扩充,在设计系统的时候必须考虑它能与上,下机通信以及与后援装置模拟仪表控制台,系统的控制与连接,以便在构成集散控制系统和分级控制系统时,能方便地进行系统扩充。
6)技术先进,经济效益高系统设计时既要考虑其先进性,又要考虑其性能价格比,要有市场意识。
随着计算机技术的迅速发展,应尽量缩短设计周期,并有一定预见性,以保持其先进性,提高社会效益,经济效益,应从提高产品的数量和质量,消耗成本,消除污染环境,改善劳动条件等方面综合考虑。
7)确定系统的整体控制方案在对生产过程控制进行详细调研的基础上,应充分了解控制要求,控制规模,各种工艺参数,限制条件,操作系统及其他控制要求。
在工程人员和现场控制人员的密切配合下,研究和确定控制系统的初步方案:是集中型控制还是分散型控制,是闭环控制还是开环控制,是数据处理类还是控制调节类。