硬质合金高效磨削液
- 格式:doc
- 大小:34.00 KB
- 文档页数:2
切削液使用中的常见问题切削液使用中的常见问题在切削加工过程中,切削液是很重要的辅助材料。
随着科学技术和机械加工行业的迅猛发展,一些新型、高性能材料得以广泛应用。
这些材料大多属于高强度、高硬度的难加工材料,加工性能很差,这就给切削加工带来了困难。
切削液使用中的常见问题切削液变质发臭主要原因有切削液中含有大量细菌、空气中的细菌进入切削液和工件工序间造成切削液的感染细菌。
相应的抑制措施则是使用高质量、稳定性好的切削液,保持切削液的清洁并经常使用杀菌剂。
切削液腐蚀主要原因有切削液中浓缩液所占的比例偏低、切削液的PH值过高或过低以及不相似的金属材料接触、切削液中细菌的数量超标和工作环境的湿度太高。
采取用纯水配置切削液,并且切削液的比例应按所用切削液说明书中的推荐值使用;在需要的情况下使用防锈液;避免切削液受到污染,并避免不相似的材料接触。
切削液产生泡沫主要原因是切削液的液面太低、切削液的流速太快、切削液的喷嘴角度太直和搅拌配制切削液等。
使用时应注意保证切削液的液面高度并及时添加切削液;控制切削液流速不要太快;注意切削液喷嘴角度不要太直;配置乳化液时避免激烈搅拌和空气搅拌。
引起皮肤过敏主要原因可能是PH值太高、切削液的成分问题或者浓缩液使用配比过高等原因。
操作者应注意避免皮肤与切削液直接接触,使用杀菌剂要按说明书中的剂量使用,切削液中浓缩液比例一定要按照切削液的推荐值使用。
切削液的维护大型机械常采用集中冷却润滑系统,其冷却液是循环使用的,除了冷却液的维护也是重要的因素。
冷却液、切削液的维护工作主要包括以下几项:(1)确保液体循环通畅:及时排除循环路线的金属屑、金属粉末,以免造成导致管路和喷嘴堵塞。
(2)抑菌:切削液(特别是乳液)抑菌生长是颇为重要的。
可采用定期投入杀菌剂抑制细菌繁殖。
(3)切削液的净化:污染切削液的物质主要是金属粉末和沙粒细粉、漂浮油和游离水、微生物和繁殖物,特别是毛霉目真菌。
应定期更换切削液。
1. 锆合金的磨削特点(1)化学活性大,易氧化。
锆合金在空气中易形成氧化层,氧化表层的强度和硬度更高,因而单位面积承受的磨削力较大。
(2)锆合金粘性很大,磨削时容易堵塞砂轮。
锆合金比我们熟知的难磨削材质钛合金粘性还要大。
(3)磨削力大,磨削温度高,容易引起烧伤缺陷。
锆合金的导热率和比热都特别小,不到钛合金的0.5倍。
钛的比热为29J/(kg·K),而锆的比热为0.50J/(kg·K)。
切削热集中在砂轮和工件的摩擦部位上,升温很快,再加上锆合金粉末燃点低,极易烧伤工件,在磨削后的已加工表面产生微裂纹缺陷。
2. 锆合金磨削存在的问题(1)表面粗糙度质量不好。
因锆合金燃点低、比热小,表面易烧伤,以致烧伤积累,表面粗糙度达不到要求,有时有鱼鳞状缺陷。
(2)外圆面容易产生多棱形缺陷。
因锆合金磨削时粘性大,极易使砂轮钝化,导致中心孔变形。
(3)轴类零件中心孔易烧伤变形。
因锆合金燃点低,磨削力大,磨削若润滑不及时,则会导致中心孔烧伤、咬合拉伤及变形,形位公差超差。
(4)锆合金磨削表面容易发乌。
因锆合金极易氧化,磨削后表面容易发乌,亮度不好。
针对锆合金磨削存在的问题,进行了研究、分析和试验,力求在实践应用中解决问题。
3. 针对烧伤问题的解决措施(1)多种砂轮磨料择优试验。
①单晶刚玉:呈淡黄或白色,单颗粒球状晶体,强度和韧性均比棕刚玉、白刚玉高,具有良好的多棱多角切削刃,切削能力较强,适用于易变形、易烧伤工件和低表面粗糙度值磨削。
②锆刚玉:呈灰褐色,具有较高韧性和耐磨性,是Al2O3和ZrO2复合氧化物,适用于耐热合金、钛合金等难磨材料的磨削。
③绿碳化硅:呈绿色,具有较高硬度和脆性,导热性好,棱角锋利,自锐性能好。
适用于粘附材质,以减少与工件的砂轮粘附。
④立方氮化硼砂轮:特点是磨削力小,磨削温度低,磨削效率高,耐磨性好,磨削比(金属切除量/砂轮消耗量)约为普通砂轮的近百倍(磨耗小)。
(2)选择合适的砂轮粒度。
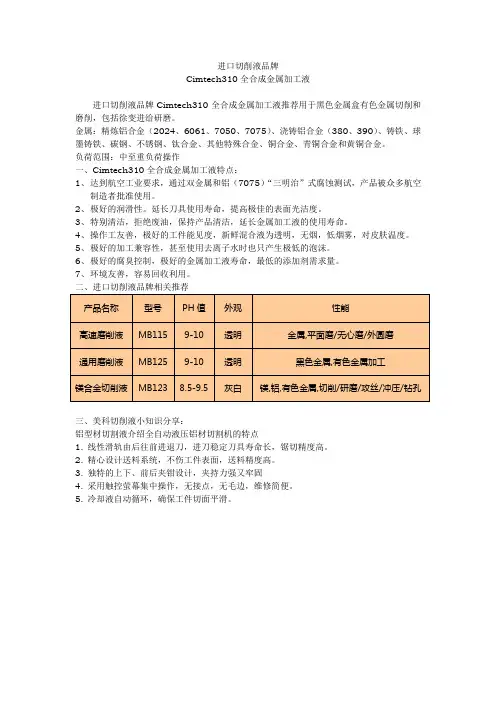
进口切削液品牌
Cimtech310全合成金属加工液
进口切削液品牌Cimtech310全合成金属加工液推荐用于黑色金属盒有色金属切削和磨削,包括徐变进给研磨。
金属:精炼铝合金(2024、6061、7050、7075)、浇铸铝合金(380、390)、铸铁、球墨铸铁、碳钢、不锈钢、钛合金、其他特殊合金、铜合金、青铜合金和黄铜合金。
负荷范围:中至重负荷操作
一、Cimtech310全合成金属加工液特点:
1、达到航空工业要求,通过双金属和铝(7075)“三明治”式腐蚀测试,产品被众多航空
制造者批准使用。
2、极好的润滑性。
延长刀具使用寿命,提高极佳的表面光洁度。
3、特别清洁,拒绝废油,保持产品清洁,延长金属加工液的使用寿命。
4、操作工友善,极好的工件能见度,新鲜混合液为透明,无烟,低烟雾,对皮肤温度。
5、极好的加工兼容性,甚至使用去离子水时也只产生极低的泡沫。
6、极好的腐臭控制,极好的金属加工液寿命,最低的添加剂需求量。
7、环境友善,容易回收利用。
三、美科切削液小知识分享:
铝型材切割液介绍全自动液压铝材切割机的特点
1. 线性滑轨由后往前进退刀,进刀稳定刀具寿命长,锯切精度高。
2. 精心设计送料系统,不伤工件表面,送料精度高。
3. 独特的上下、前后夹钳设计,夹持力强又窂固
4. 采用触控萤幕集中操作,无接点,无毛边,维修简便。
5. 冷却液自动循环,确保工件切面平滑。
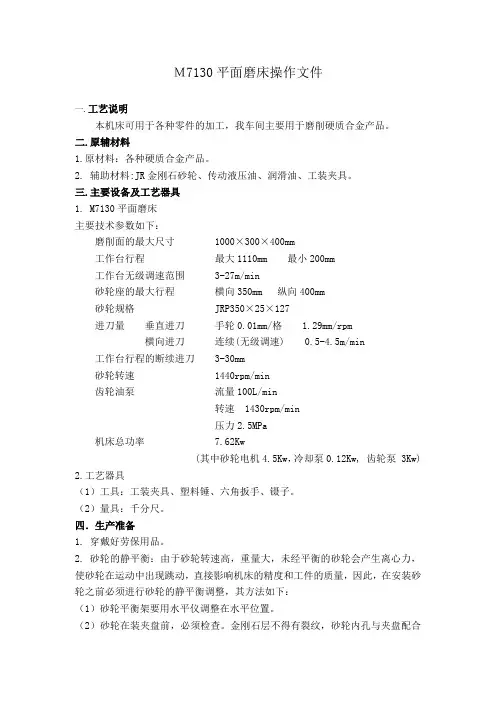
M7130平面磨床操作文件一.工艺说明本机床可用于各种零件的加工,我车间主要用于磨削硬质合金产品。
二.原辅材料1.原材料:各种硬质合金产品。
2. 辅助材料:JR金刚石砂轮、传动液压油、润滑油、工装夹具。
三.主要设备及工艺器具1.M7130平面磨床 •主要技术参数如下:磨削面的最大尺寸 1000×300×400mm工作台行程最大1110mm 最小200mm工作台无级调速范围 3-27m/min砂轮座的最大行程横向350mm 纵向400mm砂轮规格 JRP350×25×127进刀量垂直进刀手轮0.01mm/格 1.29mm/rpm横向进刀连续(无级调速) 0.5-4.5m/min 工作台行程的断续进刀 3-30mm砂轮转速 1440rpm/min齿轮油泵流量100L/min转速 1430rpm/min压力2.5MPa机床总功率 7.62Kw(其中砂轮电机4.5Kw,冷却泵0.12Kw,•齿轮泵 3Kw) 2.工艺器具(1)工具:工装夹具、塑料锤、六角扳手、镊子。
(2)量具:千分尺。
四.生产准备1. 穿戴好劳保用品。
2. 砂轮的静平衡:由于砂轮转速高,重量大,未经平衡的砂轮会产生离心力,使砂轮在运动中出现跳动,直接影响机床的精度和工件的质量,因此,在安装砂轮之前必须进行砂轮的静平衡调整,其方法如下:(1)砂轮平衡架要用水平仪调整在水平位置。
(2)砂轮在装夹盘前,必须检查。
金刚石层不得有裂纹,砂轮内孔与夹盘配合要有0.3mm左右间隙,确认后方可安装夹盘进行平衡。
(3)砂轮两端面与夹盘接触处,应垫上厚度2mm•左右的红石棉板。
然后将螺栓微紧。
(4)砂轮外圆调整好后,任其在平衡架上,自由转动直到停止,然后在砂轮夹盘的最高点左、右各300角处平衡槽内各加一块平衡块。
通过多次反复移动或增加平衡块,直到砂轮无论在什么位置都能呈平衡状态为止。
(5)将平衡好的砂轮装到主轴上。
3. 配制磨削液(1)取2kg硬质合金专用的磨削液,加水120kg(装满水箱)配制成磨削液,以后根据工作量情况(正常生产约一个月左右更换一次),更换并清除磨削料。
磨削烧伤、磨削裂纹及控制措施1、磨削烧伤磨削工件时,当工件表面层温度达到或超过金属材料的相变温度时,表层金属材料的金相组织将发生变化,表层显微硬度也相应变化,并伴随有残余应力产生,甚至消失微裂纹,同时消失彩色氧化膜,这种现象称磨削烧伤。
2、磨削裂纹一般状况下磨削表面多呈残余拉应力,磨削淬火钢、渗碳钢及硬质合金工件时,经常在垂直于磨削的方向上产生微小龟裂,严峻时进展成龟壳状微裂纹,有的裂纹不在工件外表面,而是在表面层下用肉眼根本无法发觉。
裂纹的方向常与磨削方向垂直或呈网状,并且与烧伤同时消失。
其危害是降低零件的疲惫强度,甚至消失早期低应力断裂。
3、磨削烧伤、磨削裂纹的掌握措施(1)正确选择砂轮为避开产生烧伤,应选择较软的砂轮。
选择具有肯定弹性的结合剂(如橡胶结合剂,树脂结合剂),也有助于避开烧伤现象的产生。
(2)合理选择磨削用量从减轻烧伤而同时又尽可能地保持较高的生产率考虑,在选择磨削用量时,应选用较大的工件速度vw和较小的磨削深度ap 。
(3)改善冷却条件① 采纳高压大流量法此法不但可以增加冷却作用,而且也增加了对砂轮的冲洗作用,使砂轮不易堵塞。
② 安装带空气挡板的喷嘴此法可以减轻高速回转砂轮表面处的高压附着气流作用,使磨削液能顺当喷注到磨削区。
③ 采纳磨削液雾化法或内冷却法采纳特地装置将磨削液雾化,使其带走大量磨削热,增加冷却效果;也可采纳内冷却砂轮,其工作原理如图所示。
经过严格过滤的磨削液由锥形套1经空心主轴法兰套2引入砂轮的中心腔3内,由于离心力的作用,磨削液经由砂轮内部有径向小孔的薄壁套4的孔隙甩出,直接浇注到磨削区。
图内冷却砂轮结构1-锥形盖2-主轴法兰套3-砂轮中心腔4-薄壁套。

磨削产品介绍&供应商目录概述:在企业发展和对产品质量、成本、交期、环保等提出更高的要求时,磨削供应商与采购商之间合作、相互依存的关系越来越紧密,供应商之间竞争已成为整个供应链的竞争。
从而磨削需要的成品、半成品、原材料、配件、机械等供应链产品和优质磨削供应商已经大势所趋。
标签:磨削厂家,磨削图片,磨削价格,磨削标价来源:一呼百应平台(互联网+制造服务平台)附加说明:更新日期:2018年07月03日一呼百应平台完整版的磨削供应商数据占用版面过大,因受限于百度文库文件上传大小、篇幅限制,仅仅只上传一部分。
需要查看更多最新完整磨削商家信息,请登陆一呼百应网进行搜索查阅。
出师表两汉:诸葛亮先帝创业未半而中道崩殂,今天下三分,益州疲弊,此诚危急存亡之秋也。
然侍卫之臣不懈于内,忠志之士忘身于外者,盖追先帝之殊遇,欲报之于陛下也。
诚宜开张圣听,以光先帝遗德,恢弘志士之气,不宜妄自菲薄,引喻失义,以塞忠谏之路也。
宫中府中,俱为一体;陟罚臧否,不宜异同。
若有作奸犯科及为忠善者,宜付有司论其刑赏,以昭陛下平明之理;不宜偏私,使内外异法也。
侍中、侍郎郭攸之、费祎、董允等,此皆良实,志虑忠纯,是以先帝简拔以遗陛下:愚以为宫中之事,事无大小,悉以咨之,然后施行,必能裨补阙漏,有所广益。
将军向宠,性行淑均,晓畅军事,试用于昔日,先帝称之曰“能”,是以众议举宠为督:愚以为营中之事,悉以咨之,必能使行阵和睦,优劣得所。
亲贤臣,远小人,此先汉所以兴隆也;亲小人,远贤臣,此后汉所以倾颓也。
先帝在时,每与臣论此事,未尝不叹息痛恨于桓、灵也。
侍中、尚书、长史、参军,此悉贞良死节之臣,愿陛下亲之、信之,则汉室之隆,可计日而待也。
臣本布衣,躬耕于南阳,苟全性命于乱世,不求闻达于诸侯。
先帝不以臣卑鄙,猥自枉屈,三顾臣于草庐之中,咨臣以当世之事,由是感激,遂许先帝以驱驰。
后值倾覆,受任于败军之际,奉命于危难之间,尔来二十有一年矣。
先帝知臣谨慎,故临崩寄臣以大事也。
用金刚石磨料砂轮同时磨削硬质合金和钢
石川忠幸;秦贵斌
【期刊名称】《国外金属加工》
【年(卷),期】1996(000)002
【总页数】6页(P1-6)
【作者】石川忠幸;秦贵斌
【作者单位】不详;不详
【正文语种】中文
【中图分类】TG580.623
【相关文献】
1.不同镀覆工艺金刚石磨料对树脂砂轮磨削性能的影响 [J], 方莉俐;薛丽沙
2.钎焊金刚石砂轮磨削硬质合金的磨削力研究 [J], 詹友基;李远;黄辉;徐西鹏
3.磨削液对砂轮磨削轴承钢流体动压效应的影响 [J], 宋晓萍; 王优强; 赵晶晶; 谢奕浓
4.CFRP砂轮与钢基体砂轮高速磨削过程中的动力学特性 [J], 杨淮文;冯伟;朱建辉;师超钰;刘保国;吴晓磊;丁浩
5.磨削参数对陶瓷结合金刚石砂轮磨削硬质合金表面粗糙度的影响 [J], 宋鹏涛;刘泓;康露;刘跃华;陶洪亮
因版权原因,仅展示原文概要,查看原文内容请购买。
超音速火焰喷涂WC涂层超高速磨削试验研究易军;盛晓敏;郭力【摘要】According to the processing difficulties existing in HVOF tungsten carbide coatings, this paper studies the influence of different wheel speed on the coating, surface roughness and surface morphology. The results showes that with the substantial increase in wheel speed the grinding forces and surface roughness can be significantly reduced. Through the observation of grinding surface microstructure, we can find that under the conditions of ultrahigh speed grinding, the plastic gives priority to the coating material removal way.%针对超音速火焰喷涂碳化钨涂层存在的加工困难,研究了不同砂轮线速度对涂层磨削力、表面粗糙度及表面微观形貌的影响,试验结果表明,随着砂轮线速度的大幅度提高,涂层磨削力、表面粗糙度值都能得到明显的减小;通过观察磨削表面的微观形貌发现,在超高速磨削条件下,涂层材料的去除方式更多的以塑性去除为主.【期刊名称】《制造技术与机床》【年(卷),期】2012(000)006【总页数】4页(P49-52)【关键词】砂轮线速度;高硬度涂层;磨削力;表面粗糙度;表面微观形貌【作者】易军;盛晓敏;郭力【作者单位】湖南大学国家高效磨削工程技术研究中心,湖南长沙 410012;湖南大学国家高效磨削工程技术研究中心,湖南长沙 410012;湖南大学国家高效磨削工程技术研究中心,湖南长沙 410012【正文语种】中文【中图分类】TH163涂层是指附着在某一基体材料上起某种特殊作用,且与基体材料具有一定结合强度的薄层材料。
公司与产品介绍‐ 2 ‐‐ 3‐关于我们TULLOWOIL public limited company 源自享誉世界的英国伦敦,基于其浓厚的学术气氛及对金属加工业发展数百年的沉淀,在金属加工业领域拥有尖端的技术和经验。
经过历年来对润滑科技的研究及实践,拥有先进独有的技术、成熟的经验及环保至上的理念,致力于亚洲地区的现代化工业服务,并提供专业的、全方位的润滑介质解决方案。
为了更好的把独有的润滑技术和产品分享给亚太地区的金属加工制造业,在上海成立了裕露环保科技(上海)有限公司。
裕露公司是一家致力于环保类产品开发、生产销售的公司,产品涉及到金属加工、汽车制造、电子装配、精密机械及航空航天等领域。
通过专业的服务、卓越的产品质量和欧美尖端技术为后盾,致力于亚太地区工业用户提供“顾问式解决方案”。
产品应用于汽车制造业、金属加工业及煤炭矿山行业等现代工业生产。
为客户提供工业设备用油、工业加工油、金属加工液、环保型防锈油 等产品。
尤其在金属切削加工制造业,专注于降低企业运行综合成本,开发独有的切削液和淬火介质。
优异的稳定性和卓越的品质,赢得了客户的一致好评。
我们专业的销售团队定位于金属加工介质与热处理表面处理、工业设备等润滑剂的销售,为客户提供全方位的金属加工液和淬火液产品、技术咨询与服务。
能够为我们的客户提供更多的整合润滑解决方案,直接针对用户最为关注的润滑疑难问题、复杂工况、对症下药、直奔主题、为客户提供润滑诊断和具体实施技术改造方案,并由专业技术服务工程师跟踪服务,旨在节能、环保、降耗,全方位服务!以销售工程师为主要团队,以“顾问式”技术服务为主要方式,为客户创造最大价值。
几年以来我们用心承诺、用爱服务,并取得了相当不错的业绩!相继成为钢铁、冶金、机械制造、石油化工、煤化工、电力、医药、纺织、印染、水泥等行业的优秀战略合作伙伴!‐ 4‐产品概述热处理淬火介质 金属轧制压延介质抗燃、抗磨液压介质 有色金属压铸润滑介质金属切削、清洗、防锈整体解决方案 各种机械设备的特殊润滑产品……我们致力于制造业中绿色产品的研发、生产和服务,特别是针对金属加工业的制造,提供全方位的加工介质润滑技术解决方案!‐ 5 ‐热处理淬火介质 Heat Treatment QuenchantsTULLOWOIL 淬火油 (Quenching Oil)淬火油特点:高度精制的基础油优异的表面光洁度优异的产品稳定性高质量独特促冷剂、复合抗氧化剂和润湿技术性状表产品性状表 类别产品牌号粘度(mm 2/s)(40℃)使用温度(℃) 最大冷速典型值(IVF 仪60℃) ℃/s产品应用TULLOW QUENCH K128 16‐25 30‐‐90105快速光亮特性,用于低碳合金钢、碳素钢调质、渗碳热加工处理。
sdc砂轮知识SDC砂轮知识砂轮是一种常见的磨具,用于对工件进行磨削和修整。
SDC砂轮是一种采用人工合成金刚石(Synthetic Diamond Crystal)作为磨粒的砂轮。
SDC砂轮具有高硬度、高耐磨性和良好的热导性能,被广泛应用于高硬度材料的精密磨削加工。
一、SDC砂轮的特点1. 高硬度:SDC砂轮的硬度仅次于天然金刚石,可达到80GPa以上,因此具有优异的磨削能力,能够对硬度较高的材料进行高效磨削。
2. 高耐磨性:SDC砂轮的磨粒结构紧密,磨粒与结合剂的结合强度高,能够长时间保持磨粒的锋利度,具有较长的使用寿命。
3. 良好的热导性能:SDC砂轮的热导率高,能够迅速将磨削产生的热量传导出去,有效防止工件表面的过热,减少热损伤。
二、SDC砂轮的应用领域1. 硬质材料的磨削加工:SDC砂轮适用于磨削硬质材料,如硬质合金、陶瓷、玻璃等。
其高硬度和高耐磨性使得磨削过程更加稳定和高效。
2. 精密磨削加工:SDC砂轮具有较好的磨削精度和表面质量,可用于对高精度工件的磨削加工,如模具、光学元件等。
3. 磨削陶瓷刀具:SDC砂轮能够提供高效而精确的磨削效果,可用于陶瓷刀具的修整和再加工,提高刀具的使用寿命和切削性能。
4. 磨削晶体材料:SDC砂轮对晶体材料具有较好的磨削效果,可用于对硅片、蓝宝石等材料的磨削加工。
三、SDC砂轮的选择与使用1. 砂轮的规格选择:选择适合的砂轮规格是确保磨削效果和工件质量的关键。
根据磨削的工件材料、形状和尺寸等因素,选择合适的砂轮直径、厚度和磨粒粒度。
2. 砂轮的结合剂选择:SDC砂轮的结合剂通常采用树脂结合剂或金属结合剂。
树脂结合剂砂轮具有良好的自磨性和较高的磨削效率,适用于一般磨削加工;金属结合剂砂轮具有较高的耐磨性和热导性能,适用于高硬度材料的磨削加工。
3. 砂轮的安装与修整:安装砂轮时,应确保砂轮与砂轮主轴的匹配程度,避免产生振动和偏心。
定期对砂轮进行修整,保持砂轮表面的平整度和锋利度,以保证磨削效果和工件质量。
硬质合金高效磨削液
东莞美科硬质合金高效磨削液,借鉴国外同类先进产品,使用最新配方配制而成。冷却
性能好,抗硬水性能佳,使用寿命长。适用于不锈钢、铜铝合金、合金钢等有色金属和黑色
金属材料的平面磨、无心磨、外圆磨等金属磨削加工,能有效提高金属工件表面的光洁度。
【美科切削液全国招商火热进行中,诚邀您的加盟!】
一、硬质合金高效磨削液参数:
产品名称 硬质合金高效磨削液
品牌 美科切削液
物理状态 液态
外观颜色 透明无色(原液)透明无色(1::20稀释后)
与水形容性 100%互溶
推荐使用浓度 3%-5%
Ph值 8.5-9.5
包装 18L(塑料桶)200L(大铁桶)
全国免费咨询热线 400-8898-938
二、硬质合金高效磨削液相关推荐:
MB125通用全合成磨削液 MB125通用全合成磨削液,黑色金属、有色金属的通用型产品,极佳的清
洗性能、沉降性能、润滑冷却性能,提高工件表面光洁度,使用寿命长。
三、硬质合金高效磨削液知识分享:
切削液浓度管理
金属切削液的日常维护管理有很多方面,其中有一项就是金属切削液的浓度管理,正确
维护好切削液的使用浓度将会给切削液带来长的使用寿命及良好的加工性能。使用合适的浓
度是非常重要的,他关系的切削液的使用性能,使用寿命和工人的健康安全,东莞美科润滑
油为您讲解为什么金属切削液要维持在一点浓度。
因为太高的浓度会给操作工人带来皮肤刺激,太低的浓度又会造成细菌的繁殖,工件加
工质量会下降,刀具寿命会缩短。检测浓度最简单且有效的方法是采用折光仪。只需要少量
的工作液滴在折光仪的面板上,将折光仪对准亮光的地方就可以读出折光读数。折光读数乘
上产品特有的折光系数就是工作液的浓度。有时由于杂油的混入读数的分界线会不太清楚,
这时需要估计一下读数。