肯尼亚蒙内-内马铁路机组流水法新Ⅱ型轨枕施工技术及注意事项
- 格式:pdf
- 大小:415.12 KB
- 文档页数:4
铁路轨道工程施工技术指南最新版1.标准轨道的施工应符合相关安全规范和标准。
Construction of standard gauge railway track should comply with relevant safety regulations and standards.2.施工前应仔细检查轨道材料的质量,杜绝使用次品。
Before construction, careful inspection of the quality of track materials should be carried out to avoid the use of substandard materials.3.对轨道基础进行施工前,应在该区域清理干净并确保平整。
Before construction of the track bed, the area should be cleaned and leveled.4.应根据设计要求进行预制道轨的处理和铺设。
The prefabricated tracks should be prepared and laid according to design requirements.5.施工现场应设立警示标识,确保工人和施工车辆的安全。
Warning signs should be installed at the construction site to ensure the safety of workers and construction vehicles.6.在铺设道轨时,应保证轨道的弧线部分符合设计要求。
During the laying of the tracks, the curvature of the tracks should meet design requirements.7.施工现场应配备足够的防护设备,减少施工意外事件的发生。
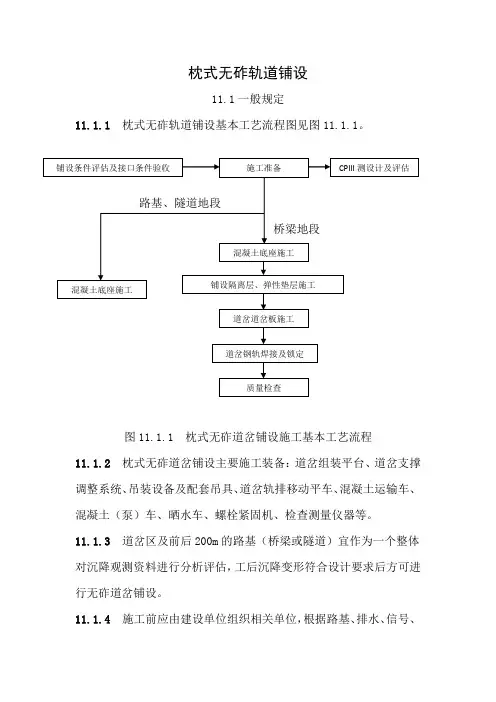
枕式无砟轨道铺设11.1一般规定11.1.1 枕式无砟轨道铺设基本工艺流程图见图11.1.1。
图11.1.1 枕式无砟道岔铺设施工基本工艺流程11.1.2枕式无砟道岔铺设主要施工装备:道岔组装平台、道岔支撑调整系统、吊装设备及配套吊具、道岔轨排移动平车、混凝土运输车、混凝土(泵)车、晒水车、螺栓紧固机、检查测量仪器等。
11.1.3 道岔区及前后200m的路基(桥梁或隧道)宜作为一个整体对沉降观测资料进行分析评估,工后沉降变形符合设计要求后方可进行无砟道岔铺设。
11.1.4施工前应由建设单位组织相关单位,根据路基、排水、信号、工点等设计图,逐一核对道岔区路基范围内各种管线沟槽的数量、位置、结构尺寸及道岔区无砟轨道接口是否正确,并确认路基(桥梁或隧道)表面尺寸验收合格。
11.1.5道岔道床施工前应调查当地气温资料,掌握气温、轨温变化规律,合理安排道岔精调和混凝土浇筑时间。
道岔精调及混凝土浇筑温度宜接近设计锁定轨温。
11.1.6道岔区无砟轨道施工应与区间正线、站线轨道工程施工相协调。
1道岔区无砟轨道与区间正线及站线轨道之间应按设计规定设置过渡段。
2正线无砟道岔宜在站内正线无砟道床施工前完成预铺。
无条件预铺时可采用预留岔位,铺设临时轨道过渡后再进行换铺。
3道岔区无砟轨道无缝线路施工与跨区间无缝线路施工应协调进行。
11.1.7道岔组件及转换设备应在工厂预组装并验收。
出厂时,制造厂应依据相关技术条件进行检验,并提供出厂合格证、铺设图和发货明细表等,按要求发运。
11.1.8道岔组件及转换设备在铺设前,应依据相关技术条件进行进厂检验。
11.1.9无砟轨道铺设应统筹考虑道岔的供应、运输和铺设等环节制定实施方案,做好施工协调工作,提前完成测量设备及精调系统的验证和钢轨焊接型式试验。
11.1.10道岔组装平台应根据道岔总布置图设计,具备组装及调试功能,保证道岔组装精度。
道岔组装平台应牢固平整,平台的长度、宽度及开向应与待铺道岔相同,平台周围应有道岔组件摆放场地和吊装机械作业空间。
关于蒙内铁路六标铺轨进度的简述发表时间:2017-07-24T16:20:49.970Z 来源:《防护工程》2017年第7期作者:曹方文井伟文[导读] 新建蒙内标轨铁路,东起东非最大港口——蒙巴萨(Mombasa)港,西至肯尼亚(Kenya)首都——内罗毕(Nairobi)市。
中交隧道工程局有限公司北京 100102摘要:肯尼亚蒙内标轨铁路六标项目部克服诸多不利要素,优化资源配置,配套优势措施,实现日均铺轨2.5km,对于海外铁路铺轨施工,应具有一定借鉴作用。
关键词:铺轨工程;施工进度;技术措施引言新建蒙内标轨铁路,东起东非最大港口——蒙巴萨(Mombasa)港,西至肯尼亚(Kenya)首都——内罗毕(Nairobi)市,是目前中国施工企业在海外新建最长铁路线之一。
六标承建该铁路DK0~DK247段正、站线及港区支线PDK0+000~PDK4+248段铺架工程。
正线249.318km,站线65.268km,道岔165组,桥梁36座362孔。
该标地处山区,地形复杂,无隧道,坡度大。
四次跨越肯尼亚米轨铁路,三次国道。
面对诸多不利条件,实现本标段工程铺架工期目标,是该标一项中心工作。
一、铺轨施工条件依据施工条件,进行以下对比分析:二、铺架工期要求与要素分析蒙内标轨铁路是中国国家“一带一路”发展战略重要工程之一,对于中国、肯尼亚,乃至全球都具深远影响。
项目工程安全、质量、进度、环水保和社会责任等方面,一直深受各界关注。
出于各方政治、经济和社会发展需要,工期一再提前,定于2017年6月1日正式运营通车。
全线铺通提前至2016年10月,铺通即开始实施线路静态验收。
在2016年10月下旬,业主、总承包商、运营公司和铁科院共同组成验收委员会,开始“全线平推、重点突破,分段实施、边建边验”的静态验收工作模式。
六标原施工组织设计为:日架梁2孔、日铺轨2.0km,线路铺通总工期12个月。
因线下施工受阻,前三个月仅完成架梁75孔、铺轨50.8km,进展缓慢。
客运专线双块式轨枕预制生产线改造升级施工技术发布时间:2022-09-13T06:27:16.343Z 来源:《中国科技信息》2022年9期5月作者:荣文文[导读] 双轨枕的工作平稳性荣文文中铁十一局集团桥梁有限公司江西鹰潭 335000摘要:双轨枕的工作平稳性、耐用性和稳定性都很好,而且对线路的维修要求也很低。
双块式枕木的制作工艺可分为两大类:一是钢框架加工,二是混凝土组装。
本文以客运专线某轨枕场为例,阐述了双座式卧铺铁路的工艺流程、技术特点,并就如何改进铁路卧铺的工艺、质量提出了一些具体的改进措施。
关键词:客运专线;双块式轨枕;预制生产线引言随着高铁、客运专线的迅速发展,德国Rheda2000双轨枕头技术被引进,并将其消化、推广、完善。
目前,在我国各地,都有大量的铁路枕木和双轨枕木被大量使用。
由于国外双轨枕头的施工规模和工期都比较短,因而一条轨枕通常都配有一条标准轨枕生产线,因此,国外的双轨枕生产线基本上都是采用德标的双轨枕,产量不变,生产效率也不高。
但是,由于国内修建的高铁和客运专线都存在距离长、工期短的特点,使得工期短和对双轨枕的需求量大的矛盾非常突出。
我国目前急需进行标准化、标准化、机械化、经济、适合我国国情的双轨枕的研制、创新和升级,取得了较好的经济效益和社会效益。
对双座轨枕装配生产线的改造及现代化施工工艺进行了较为系统的总结,为今后类似的铁路枕木生产提供借鉴。
一、双块式轨枕生产线改造升级(一)标准双块式轨枕生产线的主要配置及参数第一,双轨枕标准生产线的结构。
标准双轨枕生产线的基础结构:混凝土输送机1台(混凝土输送输送混凝土),1台铺板机,1台振动台,2条独立服务通道,1台剥离站。
1个5立方米的空气压缩机、工作台、4x1模具、模具传送滚轮等。
第二,对双轨枕的生产工艺进行了分析。
标准的双座式枕木生产线,采用4x1型模(4个枕头),生产效率达到4分钟。
主要生产周期:在混凝土浇筑期间,模型运输,机器准备安装,手工操作,大约2.7-3.0 min,物料分布和振动的凝结时间大约1.5 min/模,因为手工控制与摊铺机物料分配和振动台的振动的交叉作业,实际浇注混凝土。
目录一、编制目的 (1)二、适用范围 (1)三、编制依据 (1)四、施工准备 (1)五、技术要求 (2)六、模具施工程序及工艺流程 (3)七、模具施工作业流程 (4)八、模具质量控制 (8)九、模具施工检验 (9)十、施工注意事项 (10)十一、环保注意事项 (11)CRTSⅠ型双块式无砟轨道双块式轨枕模具作业指导书一、编制目的明确CRTSⅠ型双块式无砟轨道双块式轨枕模具的清洗,检修以及脱模施工等作业的操作要点和质量标准、规范和指导模具施工。
二、适用范围本作业指导书适用于中铁一局集团有限公司大西客专渭南轨枕场SK-2型双块式轨枕模具的清洗、打磨,检修以及脱模施工等作业。
三、编制依据1.《新建时速300-350公里客运专线铁路设计暂行规定》(铁建设[2007]47号)2.《客运专线无砟轨道铁路设计指南》(铁建设函[2005]754号)3. 《客运专线铁路双块式无砟轨道双块式混凝土轨枕暂行技术条件》科技基[2008]74号4.《CRTSⅠ型双块式无砟轨道双块式轨枕结构设计》通线[2011]2351-Ⅰ5. 相关规范和标准四、施工准备1.SK-2双块式轨枕模具按照设计图纸的要求及外形尺寸偏差,由廊坊现代工程和河北新大地两个模具厂家进行加工制作。
共生产75套模具。
模具采用2×4联的组合方式。
长度方向4列,并排2排。
每套模具8根轨枕,共75套,模具加工整高为360mm,外宽度为880mm(制作取负公差),模具整长为10600mm。
制作完成后分批进场验收并统一编号标识。
模具进场后质检人员对照验收规范逐套逐项进行检查验收,验收合格后方可投入生产。
2.作业前检查核实生产所需的辊道线,翻模机,摆渡车、脱模剂喷涂器、电路等配套设施工作状态是否正常,各种工具数量是否满足生产要求,做好日常维护和保养。
如发现问题及时报修,不得影响模具移位。
3.双块式轨枕分为四项永久性标识包括厂标、模具编号、轨枕型号、生产年份。
第1篇一、施工准备1. 工程图纸:熟悉并掌握轨道工程图纸,了解工程规模、结构形式、施工工艺等。
2. 材料设备:准备施工所需的材料,如道砟、轨枕、钢轨、道钉、扣件等,并确保质量符合要求。
3. 人员组织:组建施工队伍,明确各工种职责,进行岗前培训,确保施工人员具备相应的技能和素质。
4. 施工方案:制定详细的施工方案,明确施工工艺、施工顺序、质量控制、安全措施等。
二、轨道基础施工1. 道砟铺设:根据设计要求,将道砟均匀铺设在路基上,确保道砟厚度、平整度符合规范。
2. 轨枕安装:将轨枕按照设计要求安装在道砟上,确保轨枕间距、水平度、垂直度符合规范。
3. 道钉锚固:将道钉按照设计要求锚固在轨枕上,确保道钉紧固度、间距符合规范。
三、轨道铺设1. 轨排组装:将钢轨按照设计要求组装成轨排,确保轨排长度、间距、轨道方向符合规范。
2. 铺轨:将轨排按照设计要求铺设在轨枕上,确保轨排间距、轨道方向、水平度符合规范。
3. 铺岔:根据设计要求,铺设道岔,确保道岔间距、轨道方向、水平度符合规范。
四、轨道整道1. 上砟整道:在轨枕上铺设道砟,确保道砟厚度、平整度符合规范。
2. 应力放散:采用滚筒法或综合放散法进行长轨应力放散,确保轨道平顺。
3. 无缝线路锁定:采取平均轨温法锁定无缝线路,确保轨道平顺。
五、轨道焊接1. 钢轨焊接:采用钢轨焊接基地或现场焊接施工方案,确保焊接质量。
2. 线路接茬:确保焊接处轨道平顺,无接头缝。
六、轨道养护1. 人工整道养护:使用起道机、拨道机、捣固机等设备进行人工整道养护。
2. 机械化大养:使用机械化大养车进行轨道养护,提高施工效率。
七、施工注意事项1. 严格按照施工方案进行施工,确保工程质量。
2. 加强施工过程中的质量控制,确保各项指标符合规范要求。
3. 做好施工安全防护,确保施工人员生命安全。
4. 加强与设计、监理等单位的沟通协调,确保施工顺利进行。
5. 及时总结施工经验,不断提高施工水平。
浅论SK-2型双块式混凝土轨枕生产工艺摘要:SK-2型双块式混凝土轨枕在当前高速铁路建设中的应用充分满足了当前工程现代化建设需求,符合当前高速铁路工程建设质量提升要求,有效控制了成本投入,促进铁路工程施工效率提升。
混凝土轨枕施工技术作为一种全新使用的技术,将其运用于高速铁路工程中具有非常必要的现实意义。
文章对混凝土轨枕生产工艺进行了研究分析,以供参考。
关键词:混凝土轨枕;轨枕;工艺前言当前我国城市建设发展迅速,与之配套的铁路建设事业也在蓬勃发展阶段,在此情况下,重视混凝土轨枕的相关生产工艺有利于提升混凝土轨枕生产的使用持久性,并且有利于延长混凝土轨枕有效使用年限,可见其对促进铁路事业的发展有重要意义。
1传统混凝土轨枕生产工艺的特点流水机组法是我国传统预应力混凝土生产工艺方法,利用过桥式吊车在生产线各个工位移动生产模具,并将专用设备设置到工位之上,通过各种生产工艺流程将原材料生产为混凝土轨枕。
在生产工序数量上,混凝土轨枕的生产工序至少有十道,但倘若所有模具的移动过程都采用过桥式吊车,那么无论从操作安全还是生产效率方面考虑都是存在一定影响的。
基于此,我国逐渐用辊道传送替代过桥式吊车,但用于设备检修过程和模具养护过程的还是多以桥式吊车为主,优化和改善之后的混凝土轨枕也有着新的名字——混凝土流水机组-传送法。
流水机组-传送法主要是以轨枕生产工艺为根据,按照生产过程顺序对钢模进行组合,并且一次性通过各工位,这就是混凝土轨枕生产的整个过程。
换言之,从生产周期上看,混凝土轨枕在本质上也代表了钢模实际的周转期。
我国混凝土轨枕流水机组-传送法,在现阶段所具备的工艺特点可从这几个方面得到体现:①主要采用的是2×4或是1×4联的组合钢模,混凝土轨枕一次成型的轨枕数量为8根或4根,这既是对钢材料消耗量的节省,同时也促进了轨枕生产效率的提升。
②为了确保2×4或是1×4联的组合钢模能够达到最佳的适应性,在使用上一般选用的是2×4联台式振动台,将单元台面布置到每一对并列轨枕上,并将升降辊道设置上台面和台面之间,这对于轨枕模具流水线的顺利传送无疑有着积极的促进作用。
铁路铺轨机施工作业指导书一、作业前准备1. 组织施工队伍进行集训,明确各人员的职责和安全保障防范措施。
2. 对工地进行细致观察,了解周边环境和地形地貌情况,制定施工方案。
3. 对铺轨机进行检验,确保其各项技术指标符合施工要求,工作状态稳定,安全设备完整。
4. 制定安全操作规程,明确操作人员的操作流程和要点,保证施工过程中操作人员的安全。
5. 对施工现场进行细致勘察和规划,确定铺轨机的移动路径、铺轨方向和工程进度。
6. 配备必要的施工工具和设备,做好相关的安全保障措施准备。
7. 安排施工现场管理人员,负责现场施工环境的管理和协调作用。
二、施工流程1. 确定施工区域根据施工方案,确定施工区域,包括铁路线路的长宽高等参数以及特殊区域要求,如坡度、弯道、过路口等。
2. 卸载轨枕将铁轨从运输车辆上开车下来,然后根据施工方案确定的轨距和轨枕间距离把轨枕卸载到轨枕安放的区域,然后就可以开始正式安装轨道了。
3. 搭设机具铺轨机的安装要求稳固,施工现场需要保证平整,并且要保证铺轨机可以方便的移动。
需要摆放好一些辅助工具和协调设备,如调头器、移轨器、缩轨器等。
4. 装载铁轨将铁轨按照封锁区域,以及施工方案所规定的方向和轨道摆放位置,进行装载。
要求装载整齐、安全,并留有足够的空间,用于铺轨机的移动和轨道铺设。
5. 铺轨铺轨前需要提前进行轨距、轨枕间距等参数的标注和控制。
测量好轨道中心线和轨距,然后开始铺轨。
需要注意的是不得擅自调整轨距和轨枕间距等参数,保证整个施工过程的实施防范和安全措施。
6. 固定轨道铺轨完成后,需要进行轨道的固定作业。
带动动器协调好轨枕的位置,安装好轨道固定装具,保证轨道的固定程度。
7. 冲孔、翻折根据铁路的要求和技术标准,需要在外侧固定面进行钻孔,加入钉子,然后进行翻折,使其呈现出正常的铁路形态。
8. 拆除机具当铺轨完成并固定好后,需要主要注意拆除各种搭设的机具和设备,并保证施工现场的清洁和整齐。
铁路铺轨工程施工技术方案与规范
铁路铺轨工程施工技术方案与规范如下:
1.准备工作:首先,要调查和了解施工现场的地形、地质、水文等条件,以
便确定合理的施工方案。
其次,要准备好所需的材料和设备,包括钢轨、
道砟、枕木、扣件等。
2.铺轨:铺轨前,要先设置标桩,确定轨道的中线和标高,以确保轨道铺设
的准确性和平直度。
然后,按照设计要求铺设钢轨,并进行调整和固定,
确保轨道的平直度和稳定性。
3.道砟铺设:在轨道铺设完成后,要进行道砟的铺设。
道砟的铺设要按照设
计要求进行,以保证轨道的支撑力和稳定性。
4.枕木铺设:在道砟铺设完成后,要进行枕木的铺设。
枕木的铺设要按照设
计要求进行,以保证轨道的稳定性和支撑力。
5.扣件安装:在枕木铺设完成后,要进行扣件的安装。
扣件的安装要按照设
计要求进行,以保证轨道的固定性和稳定性。
6.调整和验收:在轨道铺设完成后,要进行调整和验收。
调整主要是指对轨
道的几何尺寸进行调整,以确保轨道的平直度和稳定性。
验收主要是指对
轨道的质量进行验收,以确保轨道的质量符合设计要求。
在施工过程中,要严格遵守相关规范和标准,保证施工质量和安全。
同时,要加强现场管理和协调,确保施工顺利进行。
以上是铁路铺轨工程施工技术方案与规范的一般内容,具体实施要根据工程实际情况进行调整和完善。
中国港湾建设Construction techniques of A-type filling materials of subgradein Mombasa-Nairobi Standard Gauge RailwayZHOU Bo 1,YANG Fang-wa 2,DING Shu-qing 2,LI Yu-qin 1,LI Pei 3,CAO Zhong-lu 3(CC First Harbor Engineering Co.,Ltd.,Tianjin 300461,China;2.China Road and Bridge Co.,Ltd.,Beijing 100011,China;CC Tianjin Port Engineering Institute Co.,Ltd.,Tianjin 300222,China )Abstract :Because of the particularity construction environment for subgrade of Mombasa-Nairobi Standard Gauge Railway ,to explore and sum up a set of construction techniques of A -type filling materials of subgrade in Section 2,we selected a representative site for paving compaction process test to solve 3key processes such as braised material ,unloading mode and rolling method ,and formulated the corresponding quality assurance measures.The technology has been used in the whole subgrade construction ,the construction schedule and quality are guaranteed effectively,and all the indexes of subgrade surface of Section 2meet the acceptance and quality evaluation standards.This paper provides a reference for the similar railwayengineering construction.Key words :Mombasa-Nairobi Standard Gauge Railway;subgrade;A-type filling materials;construction techniques 摘要:由于蒙内铁路路基施工环境的特殊性,为探索和总结一套适用于蒙内铁路二标的路基基床A 料填筑施工技术,蒙内二标项目部在标段内选择具有代表性的地段现场开展摊铺压实工艺试验,重点解决焖料、卸料方式、碾压夯实方式三项关键工艺,并制定了配套的质量保证措施。
尼亚是“一带一路”倡议东非布局的首站,蒙内铁路已建成通车,作为延长线的内马铁路正在建设。
内马铁路是继蒙内铁路之后,继续完全采用中国标准设计施工、中国技术集成、中国管理经验、中国机电设备建造的又一条国际干线铁路,项目建设将进一步夯实中国铁路标准在东非乃至整个非洲推广应用的基础。
另外,内马铁路是肯尼亚2030年远景规划的旗舰项目,项目建成后,将改善肯尼亚北部地区的交通状况、极大降低跨境物流运输成本、促进本国就业和区域经济发展,提高肯尼亚在东非地区的政治、经济影响力。
内马铁路将与蒙内铁路和乌干达境内铁路接轨,并逐步与坦桑尼亚、卢旺达、布隆迪、南苏丹等国家的铁路实现联网,构成东非公共交通的“大动脉”,进一步推动东非次区域互联互通和一体化进程。
肯尼亚大部分地区常年干旱,河流较少且水流量不大,河砂匮乏,且存在含泥量和泥块含量过大、轻物质含量和有机物含量过多等质量问题。
同时,肯尼亚非常注重环境保护,其多个郡都有限制或禁止开采河砂的法律,而且内马铁路工程沿线缺少可以开采利用的河砂,采用机制砂是必然选择。
机制砂与河砂有较大差异,其颗粒由于具有棱角、形状不规则,含有不少针片状颗粒。
机制砂颗粒相互咬合,流动阻力大,因而拌制的混凝土工作性能较差,易产生离析,颗粒间的咬合作用能够提高混凝土的抗折强度和抗拉强度,对混凝土的变形有限制作用;机制砂表面较粗内马铁路机制砂轨枕C60混凝土配制及性能研究高波1,夏京亮2,徐鑫3,周永祥2,冷发光2,吴振兴3(1. 中国路桥工程有限责任公司,北京 100011;2. 中国建筑科学研究院,北京 100013;3. 中交隧道工程局有限公司,北京 100102)基金项目:“十三五”国家科技支撑计划项目(2016YFC0701000)第一作者:高波(1988—),男,工程师。
摘 要:针对“一带一路”建设工程肯尼亚内马铁路项目沿线缺乏河砂的现状,采用肯尼亚当地原材料,从胶凝材料体系优化、水胶比、粉煤灰掺量、砂率、机制砂石粉含量等角度对机制砂轨枕C60混凝土配合比进行研究,并采用优选配合比进行了轨枕试生产和轨枕静载试验。
肯尼亚新建标准轨铁路并行既有线水文灾害防治措施陈巍;石晋涛;李晓霞【摘要】结合肯尼亚蒙内标准轨铁路,对新建铁路并行既有线地段水文灾害常用的防治措施进行归纳总结,然后阐述蒙内铁路桥涵设计原则,最后给出新建蒙内标准轨铁路并行既有线段既有涵洞水害防护措施建议。
【期刊名称】《铁道勘察》【年(卷),期】2016(042)003【总页数】3页(P51-53)【关键词】蒙内铁路;既有线;涵洞;水文灾害;防护措施【作者】陈巍;石晋涛;李晓霞【作者单位】中交铁道设计研究总院有限公司,北京 100088;中交水运规划设计院有限公司,北京 100007;中交铁道设计研究总院有限公司,北京 100088【正文语种】中文【中图分类】U216.4肯尼亚目前运营的铁路是一百多年前英国殖民时期修建的米轨铁路,其中既有蒙巴萨至内罗毕米轨铁路(简称蒙内米轨铁路)原为蒙巴萨至乌干达首都坎帕拉铁路的一部分,修建于1896年,建成于1901年。
近年来,由于面临管理不善、资金匮乏和设备老化等问题,铁路的运力已远不能满足经济发展的运输需求,肯尼亚迫切需要新建一条铁路来满足运输需求。
2015年1月1日正式开工建设的蒙内标准轨铁路采用中国标准[1-2],全长为471.65 km,客运列车时速将达120 km,货运列车时速80 km。
(1)新建标准轨铁路线路走向新建蒙内铁路连接肯尼亚港口城市蒙巴萨和肯尼亚首都内罗毕,起自蒙巴萨港区站,经过马泽拉斯、沃伊、察沃、马金度、埃马利、苏丹哈姆德、阿西河等肯尼亚重要城镇,至内罗毕南站,线路全长为471.65 km。
(2)标准轨铁路桥涵等构筑物分布全线建有梁式桥75座,框架桥11座,涵洞732座,其中位于既有线上游的排洪功能涵洞86座。
(3)既有米轨铁路存在的薄弱环节既有米轨标准偏低,且曾长时间停运,维护不及时,设备老化破旧,路基破损严重,桥涵构筑物特别是涵洞大多淤积,排洪能力基本丧失。
(4)标准轨铁路与既有米轨铁路位置关系新旧铁路在标准轨铁路线位DK18至DK30,DK80至DK240,DK280至DK360,DKDK420至DK451等四段平行且距离较近;其中在DK120至DK240及DK280至DK360,既有米轨铁路既位于新建铁路下游,两线较近(如图1)。
铁路轨道工程施工技术中铁十二局集团武汉枢纽工程指挥部二00七年十二月铁路轨道施工技术第一章:轨道结构轨道由钢轨、轨枕、扣件、道床等部分组成。
这些力学性质绝然不同的材料承受来自列车车轮的作用力,它们的工作是紧密相关的。
任何一个轨道零件强度和结构的变化都会影响所有其他零部件的工作条件。
钢轨直接承受由车辆传来的巨大压力,并传向轨枕;轨枕承受钢轨传来的竖向垂直力、横向水平力后再将其分布于道床,并保持钢轨正常的几何位臵;轮轨间的各种作用力通过轨枕和扣件的隔振、减振和衰减后传递给道床,使道碴重新排列,并将作用力扩散传递给路基。
第一节:轨道道床一、道床的主要作用道床是轨枕的基础,主要作用有:1、均匀传布轨枕荷载到较大的路基面上,使之不超过路基面的允许应力;2、稳定周期短,具有足够的初期及夯实后的抗剪强度,提供轨道框架的纵、横向阻力,保持轨道的正确位臵和稳定性;3、使轨道具有必要的弹性和缓冲性能;4、提供良好的排水性能,以提高路基的承载力及减少路基病害;5、便于校正轨道的平面和纵断面,为轨道几何尺寸超限的维修保养提供方便条件,保证良好的养护机械化作业质量和较高的机械化作业效率;二、道床材料的选用道床材料的主要工作性能是由道碴的接触强度、冲击韧性、质地坚硬、有弹性、不易压碎和捣碎,排水性能好,吸水性差,不易风化,不易被水冲走或被风吹动等。
道床材料首先结构均匀、坚硬、耐风化的硬质岩石,道碴接触强度愈高,不宜破碎,道床残余下沉的积累就愈慢。
反之,道碴与道碴、道碴与轨枕底挤压及修理时容易风化,道床中的细小颗粒将大量增加,不仅造成道床残余下沉,而且造成道床板结,影响排水。
另外,道碴还应具备较好的冲击韧性。
冲击韧性是指在冲击荷载作用下道碴抵抗破碎的性能,它的数值愈小,表明在列车荷载作用下及捣固作业的冲击下愈易于破碎。
碎石道床材料应符合国家现行标准《铁路碎石道碴》(TB/T2140)和《铁路碎石道床底碴》(TB/T2897)的规定。
肯尼亚蒙内-内马铁路机组流水法新Ⅱ型轨枕施工技术及注意事项发表时间:2018-12-20T16:54:07.210Z 来源:《防护工程》2018年第27期 作者: 李启发[导读] 蒙内和内马铁路(蒙巴萨港-内罗毕-马拉巴)是中国“走出去”发展战略的第一条采用中国标准修建的海外铁路。
中交一公局集团有限公司 中国北京 100024 摘要:通过对肯尼亚蒙内-内马预应力混凝土轨枕预制人员机械配备、分项生产过程的全方位分析,以及对生产过程中各种注意事项的全面分析,系统总结了预应力混凝土轨枕预制的施工工艺,并提出相关的问题和建议,为环境类似地区施工提供经验。 关键词:轨枕;工艺;预应力;张拉;混凝土;注意事项
1.引言 蒙内和内马铁路(蒙巴萨港-内罗毕-马拉巴)是中国“走出去”发展战略的第一条采用中国标准修建的海外铁路,是肯尼亚历史上的第一条标轨铁路,也是中国交建当时最大的海外工程,是中国交建“一带一路”践行的优秀代表,蒙内和内马铁路作为东非铁路网的起始段,起点为肯尼亚东非第一大港蒙巴萨,经过肯尼亚海岸省、东部省等,蒙内终点内马起点为首都内罗毕,继续延伸经麦马友、苏索瓦、纳罗克、基苏木、塞亚贝,最后转入马拉巴。 蒙内铁路和内马铁线路全长分别为472.25km、487.5km。 2.工程概况 中交一公局集团有限公司(原中交隧道工程局)作为蒙内和内马项目主力军,负责50%的铺架工程,主要工作内容有T梁预制和架设、轨枕预制和组装、铺架施工、上砟整道等全部铺架作业,其中新Ⅱ型轨枕预制50万根左右。本文将根据肯尼亚轨枕预制施工经验,结合当地实际情况,总结海外新Ⅱ型轨枕施工技术及注意事项。 3.人员机械配置 因人员效率、机械维修等情况与国内不同,需要根据肯尼亚实际情况进行合理配备。 肯尼亚轨枕生产场需要配备共计中肯方人员共计100人,其中中方人员4人,肯方员工96人,比例1:24。 轨枕生产所需要的机械设备全部为中国造,主要设备为拌合站及其附属设备、轨枕预制生产流水线及附属设置,主要机械设备见下表《主要机械设备表》: 4.施工工艺流程及注意事项 肯尼亚蒙内-内马轨枕生产工序由预应力钢丝定长下料、钢丝编组入模、张拉、混凝土生产和浇筑、普通振动和加荷振动、养护、放张、翻模机切割、码垛外运等工序组成,具体详见下图《肯尼亚蒙内-内马轨枕生产工艺流程图》。下面分别对各工序加以说明。
肯尼亚蒙内-内马轨枕生产工艺流程图
4.1.预应力钢丝编组工序 4.1.1.预应力钢丝定长下料 按照TB/T2190-2013《混凝土枕》规定“预应力钢筋下料、编组及张拉时应保证各预应力钢丝受力均匀。 新Ⅱ型枕钢丝下料偏差不应超过钢丝长度的1.5/10000,因此下料长度为13045毫米,误差值控制在1.5~2毫米之间,根据实际经验,相对误差值为不得超过2毫米,绝对误差不超过1毫米。按照设计要求,轨枕中共计10根预应力钢丝,根据设计要求和模板样式,预应力管钢丝需要同步同时张拉,如果预应力钢丝相对误差过大会造成张拉时没跟预应力钢丝受力不均匀,预应力钢丝易张拉崩断,如未崩断则会影响轨枕的力学性能和耐久性能,进而影响轨枕的整体性能。 4.1.2.预应力钢丝编组及镦头 编组:在编组台位上将符合要求的下料预应力钢丝和封丝板、锚垫板等配件按照要求编织成一个整体。 预应力钢丝通过镦头机单根逐个镦头,不得漏镦、重镦;如肉眼观察墩头处出现裂纹或者偏镦现象,要更换钢丝重复操作;镦头直径为钢丝直径的1.5倍(9.4±0.5mm)、镦头长度8±0.5mm、墩头高度≥6.25m时。
注意事项:(1)为保证所有预应力钢丝张拉有效长度一致,尽量选用新旧一致或者同样完好的锚垫板且镦头沉陷凹坑须一致;(2)预应力钢丝的镦头强度不得小于钢丝理论标准极限强度的95%;(3)镦头机工作室,保证夹片完好、对位准确,缓缓加压。镦头机达到要求工作压力后,停顿3~5秒钟后回油,保证墩头尺寸和质量,不得复镦。 4.1.3.预应力钢丝入模 将编组镦头完毕的预应力钢丝组人工放入模板内,两端的锚垫板放入张拉槽内(张拉盒),封丝板依次放入安装槽内,然后将橡胶隔板放入两块封丝板之间并安装牢固,并观察预应力钢丝是否错位或者交叉,完毕后,人工紧固张拉杆和螺母 注意事项:(1)封丝板如变形严重不得使用;(2)封丝板控制钢丝位置的孔如变形严重不得使用;(3)封丝板和橡胶隔板调整至准确位置(下边缘与模板接触)。 4.2.张拉 4.2.1.预应力钢丝张拉 钢丝的预应力张拉程序如下: 0→σk→持荷1min→补拉至σk(紧螺母)→0(记录)。 其中:张拉速度不大于80KN/s,钢丝的预应力为:张拉力为348±5 KN。 注意事项:(1)因预应力钢丝存在崩断的情况,张拉全体人员注意安全,安全第一;(2)张拉前箍筋粗略放置到指定位置,张拉完毕后调整即可;(3)张拉前不得放入螺旋筋;(4)张拉前,封丝板和橡胶隔板一定安装到位(封丝板和橡胶隔板下底面接触到模板);(5)张拉持荷过程中不得旋紧螺母,持荷结束后立即旋紧。 4.2.2.箍筋和螺旋筋安装 箍筋利用自动弯箍机自动大量加工,螺旋筋通过卷簧机定长制作,经点焊机电焊而成。 箍筋和螺旋筋摆放位置一定要严格按照图纸施工,特别是端部箍筋。因为箍筋和螺旋筋的摆放位置,加工尺寸、是否绑扎等是轨枕产生裂纹的一个重要原因。 4.3.混凝土拌制和灌注 4.3.1.混凝土的拌制 预应力混凝土轨枕所用的混凝土为干硬性混凝土,强度等级为C60。 注意事项:(1)水泥温度:根据施工指南规定,水泥投料前温度不宜超过60℃;(2)投料顺序:宜首先按照水泥、河砂(机制砂)、级配碎石投料,待搅拌均均匀后再加入水,最后加入液体外加剂;(3)配合比:要严格按照试验室下发的配合比通知单施工,并及时检定搅拌站。 因肯尼亚天气干燥,混凝土净搅拌时间理论不低于150秒,在实际生产中,建议按照180面~210秒控制。 4.3.2.混凝土灌造 混凝土生产完毕浇筑前,按照首盘必测、前5测3,单班测5的频次对混凝土增实因数、入模温度、模具温度进行测定。增实因数范围为1.10~1.30毫米,入模温度5~30℃、模具温度5~35℃、环境温度不高于35℃。 注意事项:(1)为保证混凝土均匀、适量灌注,要利用灌注设备两次布砼到位,灌注高度超出模板10~15厘米为宜,不得关注到张拉槽内;(2)下料前,快速清理模具内的扎丝、脏污等;(3)混凝土停放超过30分钟的干硬性混凝土不得使用;(4)混凝土振动过程中,如发现不足,要及时补充混凝土;(5)在初振(普通振动)台位,振动时间不低于2分钟,实际2.5分钟效果较好;压花台位振动时间1~1.5分钟即可。 4.3.3.混凝土清边 及时移除橡胶隔板以后,尽快清理橡胶棒顶部周围、轨枕端部、压花部位、封丝板之间、轨枕周围等部位的多余混凝土,清理出来的混凝土不得再次利用,需要及时丢弃至指定位置。 4.4.养护脱模 4.4.1.养护 轨枕采用自动温控蒸汽养护。 养护制度分静停、升温、恒温、降温四个阶段。总养护时间建议不低于12小时,其中静停2.5~3小时,升温2.5~3小时、恒温5小时、降温2.5~3小时,并保证匀速升温,降温完毕后及时打开养护窑,使轨枕与外界问题及时接触,尽快保持一致。其中升温和降温速度不宜大于
15℃/h,禁止超过20℃,养护窑内整体养护温度不得超过60℃,禁止超过65℃,混凝土芯部温度不得超过65℃,并有一定的停汽降温时间。轨枕养护完毕吊运出养护池时,相对温度误差不得超过15℃,外界自然温度不得低于5℃。 因肯尼亚天气高温干燥,轨枕入库之后保证全天候连续覆盖湿养洒水时间不低于3天。 4.4.2.脱模切割 方丈完毕后,利用横移小车将模具整体性横移至翻模机台位,翻模机卡爪保证稳固将模板锁住后,缓慢翻模将10根轨枕整体性脱至辊道上面。然后翻模机缓慢复位,重复性操作。然后利用无齿锯将轨枕之间的预应力钢丝切断,方便后续操作。 注意事项:翻模机180°旋转后,因轨枕与模板紧密结合的原因,不能自动脱落,需要人工利用撬棍等将轨枕撬出,注意不要损坏轨枕,并随时观察轨枕外观是否合格 4.5.切割码垛入库 4.5.1.切割码垛 归拢码垛过程中,将轨枕两端超长的预应力钢丝切除,并要仔细观察混凝土表面是否出现裂纹、掉肩、油肩、气泡、蜂窝麻面现象,合格品入库,不合格品存入废料区。 注意事项:(1)在将轨枕两端超长的预应力钢丝切除后(剩余长度不超过15毫米),及时用小锤等工具一处封丝板和锚垫板,并收集运输至编组区;(2)切割锯(无齿锯)工作时,要缓慢推进,并适时调整轨枕位置,保证无齿锯不损坏轨枕。
4.5.2.入库 将检验合格的轨枕通过叉车等设备及时归拢入库,保证合格品和不合格品不相互掺杂码垛。 注意事项:(1)上下层轨枕两侧承轨槽外侧之间必须用方木(5*5*135cm)垫放和支撑,且方木上下对齐在一条线上;(2)轨枕端部或侧面必须标明生产场地、生产日期、班次等信息;(3)对可以修补的轨枕单独存放,修缮完毕后后入库。
4.6.清模 脱模后,利用辊道将空模具输送至清模台位,将模板内混凝土残渣、附着物等清理干净,保证铭牌、封丝板槽等部位整洁。清理完毕后用吹风机吹一边,然后吐脱模剂。 注意事项:(1)清理后保证铭牌干净,无损坏;(2)封丝板槽内无混凝土块堆积;(3)模板壁上无明显的混凝土附着物并保证模板光滑整洁;(4)检查承孔器是否变形,表面花纹是够磨光,不合格要尽快更换.
5.质量要求 5.1.轨枕外观质量和各部位尺寸 外形尺寸和轨枕外观的检查按TBT2190-2013《混凝土枕》规定执行,用通用量具或其它专用工具测量,检验其外形尺寸和外观质量。 5.2.力学性能 混凝土强度应达到设计要求(A类)。 1、静载抗裂强度检验荷载:轨下截面Pcr=170KN;中间截面Pcr=125KN;待测轨枕检测2个轨下截面和1个枕中截面,静荷载3分钟不出现裂纹为合格品; 2、疲劳强度检验最大荷载:轨下截面Pf=180KN;中间截面Pf=135KN;在试验时,需要循环加在200万次,保证轨枕受拉区下边缘的预应力钢丝处的裂缝宽度不大于0.05毫米为合格品;
3、破坏强度检验荷载:轨下截面Pu大于等于230KN;中间截面Pu大于等于190KN; 6.结语 预应力混凝土轨枕生产过程中,特别是在国外地区的生产过程中,会遇到各种各样的问题。通过对肯尼亚蒙内铁路预应力混凝土生产过程的全面介绍和注意事项的分析,希望为非洲地区预应力混凝土轨枕的生产提供经验。 7.参考文献: [1].肯尼亚蒙内铁路新Ⅱ型轨枕机组流水法预制施工技术 马记,张兵,管强,等[J].中国铁路,2016,(9):56-61.