酸轧授现场技术的计划(修正版)
- 格式:doc
- 大小:63.50 KB
- 文档页数:2

唐山瑞丰钢铁(集团)有限公司唐山瑞丰950酸轧联合机组唐山瑞丰950酸轧联合机组三电设备供货合同详细设计说明书第一卷基础自动化篇工艺控制方案(跟踪)上海宝信软件股份有限公司二零一五年六月唐山瑞丰钢铁(集团)有限公司唐山瑞丰950酸轧联合机组唐山瑞丰950酸轧联合机组三电设备供货合同详细设计说明书第一卷基础自动化篇工艺控制方案(跟踪)编制:顾颖兰编制日期:2015.06.22审核:顾胜超、徐文超审核日期:2015.06.24批准:金云批准日期:2015.06.30上海宝信软件股份有限公司二零一五年六月1.带钢跟踪 (5)1.1关键字 (5)1.2概述 (5)1.3简要工艺流程 (5)1.4系统设计范围 (6)1.5系统通讯方案 (6)1.5.1 L1-L0 数据通讯 (6)1.5.2 L1-L1 数据通讯 (7)1.5.3 L1-HMI 数据通讯 (7)1.5.4 L1-L2 数据通讯 (7)1.2系统配置 (8)1.3系统功能规格 (8)1.3.1应用功能概述 (8)1.3.2系统原理 (10)1.3.3焊缝跟踪 (11)1.3.4物料跟踪 (20)1.带钢跟踪1.1关键字中文表述英文对照带钢跟踪Strip Tracking焊缝跟踪Weld Tracking物料跟踪Material Tracking动作Action1.2概述本文档是关于唐山瑞丰950酸轧联合机组的功能描述。
酸轧联合生产线的带钢跟踪系统是基础自动化级的控制系统的一个主要的、相对高级的功能,由 PLC 控制系统实现。
带钢跟踪系统涉及大量的数据和运算。
在早期的系统中,由于PLC系统能力限制,带钢跟踪通常由过程控制计算机来完成。
实时性和可靠性均难以得到保证。
随着PLC系统能力的提升,使大规模的数据处理和高速运算成为可能。
带钢跟踪逐步转由PLC系统来实现。
在一条现代化的连续带钢生产线的自动控制系统中,带钢跟踪系统是其控制的核心。
几乎所有的自动化带钢连续生产线,均配备有精确的带钢跟踪系统。
第一篇酸洗轧机工艺一、产品大纲、产品结构及主要技术经济指标 (2)二、原料 (9)三、生产工艺流程及工艺平面布置 (13)四、主要工艺技术参数 (17)五、主要设备性能技术参数 (26)六、工艺制度 (48)七、生产过程的质量控制和检查 (49)八、介质 (52)第二篇酸再生工艺一、原料、产品及主要设计技术经济指标 (59)二、生产工艺流程及平面布置 (60)三、主要生产工艺技术参数 (64)四、主要设备性能技术参数 (64)五、工艺制度 (73)六、脱硅酸再生系统操作时的检测试验 (74)七、介质 (74)第一篇酸洗轧机工艺企业概况湖南华菱钢铁集团有限责任公司经过多年的挖潜、配套、改造,已经建成一个具有烧结、炼焦、炼铁、炼钢、轧钢和完整公用辅助设施的国家大型钢铁联合企业。
公司2001年投资建设薄板坯连铸连轧生产线(CSP),2003年年底投产试运行,一期年产量160万吨,二期增加一流,设计规模240万吨/年,预计2004年5月投产。
湖南华菱钢铁集团有限责任公司冷轧薄板厂生产的原料来自热轧CSP。
生产产品厚度为0.25~2.50mm,宽度为850~1570mm。
酸洗-冷轧联合机组产量为1572300 t/a,其中供热镀锌机组70万吨/年,供罩式退火炉80万吨/年。
一、产品大纲、产品结构及主要设计技术经济指标1、产品大纲及产品结构该条四机架轧机的酸轧联机机组年生产能力1,632,693吨/年,包括以下产品:带钢厚度: 0.25-2.50 mm带钢宽度: 850 –1570mm卷径内径: φ610 mm外径: Max. 1,900 mm重量: Max. 29600 kg原料量: 1,632,693吨/年冷轧产品量:1,572,300吨/年产品等级:冷轧板卷: CQ, DQ, DDQ,EDDQ. HSLA. 镀锌板卷: CQ, DQ, DDQ,EDDQ产品质量:低碳钢: 优于JIS 3141高强度低合金钢: 优于JIS 3135表1:酸轧联合机组按产品等级分配的产品大纲456782、主要设计技术经济指标二、原料1、原料尺寸厚度: 1.5-6.0 mm(超差: 最大 6.5 mm) 宽度: 900 –1,600 mm卷径内径: φ760 mm外径: Max. 1,950 mm重量: Max. 29,600 kg最大单位卷重: 18.5 kg/mm2、原料质量和等级 原料: 由CSP 工厂提供的热轧低碳钢(CQ, DQ, DDQ,EDDQ )和高强度低合金钢(HSLA )抗拉强度:CQ, DQ, DDQ,EDDQ :最大 470 N/mm 2 HSLA :最大 630 N/mm 2屈服强度:CQ, DQ, DDQ,EDDQ :最大 270 N/mm 2 HSLA :最大 345 N/mm 2典型钢种: Q195, 08Al, Q345, IF 钢化学成分: 参照表—1.1.1.23、 原料卷条件 平直度: 小于 150 I-UnitI-Unit =L Lo- L x 105超差长度: 最大6 m (在每卷带钢的头尾)厚度偏差: 小于名义厚度的 5 %注: 厚度测量点在距边部40mm范围内宽度偏差: 只允许正偏差镰刀弯: 带钢长度方向上每2米小于6 mm(不包括带钢头尾6米)卷取温度: 最大740°C(高温卷取)最大650°C(低温卷取)两带钢焊接的限制条件宽度差: 每边最大150 mm, 总共最大300mm厚度差: t1 - t2≤1.0mm (t1 >t2)(t1 - t2)/t2×100≤30%焊接原料钢种:DDQ 和HSLA钢种的带钢不允许焊接在一起12三、生产工艺流程及工艺平面布置1、工艺流程(续上页)(续下页)(续上页)3、平面布置16四、主要工艺技术参数1. 酸洗线1.1 速度(1) 入口速度开卷速度: Max. 600 m/min.穿带速度: Max. 60 m/min.甩尾速度: Max. 60 m/min.正常停机加、减速: Max. 60 m/min/s(2) 中间速度酸洗速度: Max.240 m/min(CQ、DQ产品,热轧卷卷取温度≤650℃)Max.200 m/min. (DDQ、HSS产品,热轧卷卷取温度≤740℃)Min. 30 m/min.穿带速度: Max.60 m/min.正常停机加、减速: Max. 30 m/min/s(3) 边剪段边剪速度: Max.330 m/min.穿带速度: Max.60 m/min.正常停机加、减速: Max.30 m/min/s1.2 活套能力入口活套: Max.594 mMax.538.8m(有效活套量)出口活套: Max.282.8 mMax.244.4m(有效活套量)TCM 轧机入口活套: Max.325mMax.229――286 m (有效活套量)1.3 酸洗类型和酸洗能力酸洗类型: 喷流酸洗设计最大能力: 500 t/h1.4 酸洗操作参数酸洗温度: 约80— 85°C废酸含量: 自由酸约2 — 3%铁离子约120g/l新酸消耗量:约1.5—2.0 kg/t (33%盐酸)再生酸含量:盐酸约190—200 g/l铁离子最大5 g/l1.5 热交换器能力1#酸洗槽: 4,400,000kcal/Hr2#酸洗槽: 800,000kcal/Hr3#酸洗槽: 800,000kcal/Hr热漂洗槽: 约800,000kcal/Hr2 轧机2.1 速度No.1轧机入口: Max. 330 m/min.No.4轧机出口: Max. 1,250 m/min.焊缝过轧机速度: Max. 300 m/min.快速换规格速度(FGC): Max. 250 m/min.分卷速度: Max. 250 m/min., Min. 100 m/min2.2 轧机加减速加减速率: Max. 60 m/min/s从最大速度减速至0时间正常停机: 20.8 秒.快速停机: 10 秒.事故停机: 8 秒2.3 TCM轧机结构2.4 轧辊规格(1) 尺寸(2)工作辊粗糙度(供参考)2.5 轧机驱动1) 速度锥10020030040050060070080090010001100120013001234Mill Stand轧制速度 (m /m i n )2) 轧机驱动参数3)轧机驱动类型: 工作辊由单独AC马达通过齿轮座驱动2.6 压下1) 压下类型:HYROP-F2) 提升油缸提升力: Max 22,000 kN(在咬入时最大轧制力:21300kN)2.7 轧机刚性系数刚性系数:约4000KN/mm2.8 带钢张力1) 卷取张力: 速度达到800 m/min 时Max. 13,000 kg.速度达到1250m/min 时Max. 8,300kg .2)6#张紧辊出口: Max. 25,000 kg2.9 轧制线钢带和轧制方向1) 轧制线高度: 离轧机前面工作水平面约 1,700 mm2) 轧线方向: 从工作侧观察:从右至左2.10 乳化液系统1) 系统类型: 再循环系统2) 油的种类: 合成油脂2.11 中间辊窜辊系统1) 最大窜辊力(每支轧辊): 约 100 ton2) 窜辊行程: 500 mm2.12 弯辊和平衡装置2.13 张力卷取机1) 心轴. 610 mm2)胀缩范围: 585/610 mm3) 电机额定功率: AC 1700 kW4、1.3.4 PL-TCM张力表(1) 酸洗线张力表2324(2)1.3.4 PL-TCM 张力表(2) TCM 轧机段张力图表带钢张力i l li l li l li l l25五、主要设备性能技术参数1、酸洗1.1、入口步进梁运输机(简称步进梁) 1套布置:平行于机组中心线型式–液压执行式步进梁承载能力-236.8吨长度-约.32000 mm鞍座间距–约. 4,000 mm移动行程–约. 4,000 mm移动速度–约. 150/50 mm/sec.提升行程. 230mm提升速度. 15 mm/sec.7#鞍座钢卷对中、钢卷宽度测量8#鞍座拆除包装带1.2、入口钢卷转向台类型–电机驱动型(VVVF)转向速度-7.5 sec / 90°转向数量-一个旋转角度-90°1.3、入口钢卷运输车型式-电机驱动的四轮小车式,液压升降。
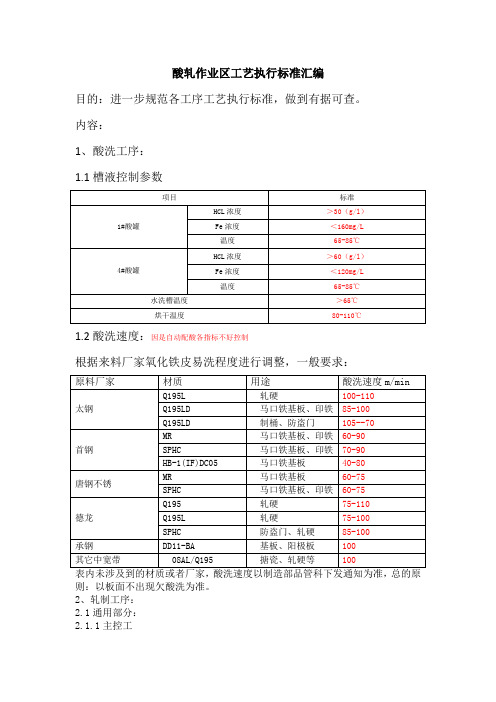
酸轧作业区工艺执行标准汇编目的:进一步规范各工序工艺执行标准,做到有据可查。
内容:1、酸洗工序:1.1槽液控制参数1.2酸洗速度:因是自动配酸各指标不好控制根据来料厂家氧化铁皮易洗程度进行调整,一般要求:则:以板面不出现欠酸洗为准。
2、轧制工序:2.1通用部分:2.1.1主控工(1)张力冷轧中要采用张力轧制。
所谓“张力轧制”就是轧件的轧制变形是在有一定的前张力和后张力作用下实现的。
张力的作用主要为:1)防止带材在轧制过程中跑偏;2)使所轧带材保持平直和良好的板形;3)降低金属变形抗力,便于轧制更薄的产品;4)可以起适当调整冷轧机主电机负荷的作用。
轧制带材在张力的作用下,若轧件出现不均匀延伸,则沿轧件宽向上的张力分布将会发生相应的变化,即延伸较大的一侧张力减小,而延伸较小的一侧则张力增大,结果便自动地起到纠正跑偏的作用。
这种纠偏作用是瞬时反应的同步性好,无控制时滞,在某些情况下,它可以完全代替凸形辊缝法与导板夹逼法,使轧件在基本上平行的辊缝中轧制时仍有可能保证稳定轧制。
这就有利于轧制更精确的产品,并可简化操作。
张力纠偏的缺点是张力分布的改变不能超过一定限度,否则会造成裂边,轧折甚至引起断带。
由于轧件的不均匀延伸将会改变沿带材宽度方向的张力分布,而这种改变后的张力分布反过来又会促进延伸的均匀化,故张力轧制有利于保证良好的板形。
此外,在轧制过程中,当未加张力时,不均匀延伸将使轧件内部出现残余应力,在加张力后,可以大大削减甚至消除压应力,这就大大减轻了在轧制中板面出现浪皱的可能,保证冷轧的正常进行。
当然,所加张力的大小也不应使板内拉应力超过允许值。
生产中张力的选择主要指平均单位张力,从理论上讲,似乎应该尽量高些,但不应该超过带材的屈服极限,实际平均单位张力应取多大数值要视延伸不均匀的情况、钢的材质与加工硬化程度以及板边情况等因素而定。
根据以往的经验,平均单位张力变化范围颇大。
不同的轧机,不同的轧制道次,不同的品种规格,甚至不同的原料条件,皆要求有不同的平均单位张力与之相适应。

轧机设备基础施工方案第一章编制依据1.1根据现场的实际情况。
1.2根据重庆钢铁设计研究院设计的施工图:(1)昆钢板带技术改造工程之热扎带钢工程施工图(图号为023.131TJ302-1至023.131TJ302-16)。
(2)轧机中心区钢筋草图。
1.3业主对该工程的质量和进度要求。
1.4我公司在攀枝花、重庆、成都等地类似工程的成功经验。
1.5中华人民共和国现行的建设工程施工及验收规范。
1.6施工验收规范相配套使用的有关技术资料和文件。
1.7十九冶质量管理体系文件。
1.8我公司现有的资源配置和社会可使用资源。
第二章工程概况2.1工程地址及环境该工程位于昆钢三炼钢第三出坯跨厂房原址上。
此地段交通便利,其东南有安海公路绕过,厂区公路与安海公路相接,且直达施工现场,所有施工用料、工程用料、机具等均可有计划的直接运入施工现场。
由甲方提供水源、电源,均可方便使用。
2.2工程简介该工程±0.000相当于绝对标高1844.600m,现有昆钢三炼钢第三出坯跨厂房内地坪相对标高为-0.100m。
轧机基础位于0A列与A列的3线至5线间,平面面积约1500m2;长约为37.715m,宽约为33.25m。
基础中孔室多、沟道-1-多,标高变化多,螺栓多,施工难度较大。
地基土质主要为硬塑状粘土,轧机基础下为人工挖孔灌注桩基础(桩已施工完毕)。
轧机基础底板的垫层砼强度等级为C10;轧机基础砼强度等级为C30,其中轧机基础周边墙体及底板砼均采用防水砼,其抗渗等级不得小于0.8MPa;二次浇灌层细石砼强度等级为C35。
钢筋采用I、II级钢,其钢筋锚固长度分别为20d、30d;采用焊接连接,其钢筋保护层为30mm。
轧机基础的螺栓多,材质一般为Q235-A.F和Q345-A;其类型又分为直钩螺栓和锚板螺栓,最大直径为110mm。
第三章施工布署3.1工程建设目标3.1.1工期目标严格执行业主制定的工程进度计划及我公司根据本工程特点所编制的详细的单位工程施工进度网络计划,并对其实行动态管理,以保证在224天工期内优质完成施工任务。

技术指导方案技术指导方案(3篇)为了确保工作或事情有序地进行,通常需要预先制定一份完整的方案,方案是从目的、要求、方式、方法、进度等方面进行安排的书面计划。
那么什么样的方案才是好的呢?以下是小编精心整理的技术指导方案(3篇),欢迎阅读,希望大家能够喜欢。
技术指导方案(3篇)1一、主要开展的工作1、积极宣传国家政策,遴选好科技示范户。
根据项目相关政策,深入到乡村了解情况,筛选了10个科技示范户,征求示范户建议和意见,随时与科技示范户进行技术交流。
2、入户调查掌握情况,制定指导方案。
首先到10个示范户家里交心谈心了解生产情况,掌握每户的实际情况,制定了“年度技术指导方案”和“分户技术指导方案”。
3、及时开展技术指导。
20xx年9月份以来,分别指导10户科技示范户在大门口悬挂科技示范户标牌,发放150元的物化补贴。
根据不同的农事季节,深入示范户和辐射户家中或田间现场指导农业生产20次,全年下乡指导130天。
4、组织技术培训。
一年来,认真组织科技示范户、村干部、种植大户进行了5次集中培训,共培训200人次,发放科技书刊和技术资料600份。
二、工作取得了良好的效果1、科技示范户科技意识和种植水平明显提高。
通过指导,10个科技示范户的种植水平显著提高,示范户全部掌握了测土配方施肥、秸秆还田、病虫草害综合防治等关键技术,种植水平显著提高。
2、提高了主导品种和主推技术入户率。
通过培训指导,主导品种和主推技术入户率和到位率达到100%。
3、节约了生成成本。
配方施肥技术、病虫草害综合防治技术的应用,提高了肥料利用率,降低生产成本及农药残留量,增加了农民收入。
4、提高了自己的的业务技能。
通过与科技示范户的互相交流了解了农民的真正所需,通过田间培训指导提高了自己的实践能力,积累了宝贵的经验。
三、存在的问题1、个人的业务技术、理论水平不全面,需要及时提高,生产指导还存在很多不足之处。
2、科技示范户手机、电话号经常换,给生产指导带来困难。
山东****有限公司酸连轧钢结构车间工程施工组织设计山东*******有限公司2016年11月施工组织设计目录第一章:编制依据及采用规范- 2 -一、编制依据 .................................................................................................................................. - 2 -二、采用规范 .................................................................................................................................. - 2 -第二章:工程概况及特点- 2 -第三章:质量工期目标.................................................................................................................. - 3 -第四章:施工总体部署- 3 -第五章:钢结构安装施工方案- 14 -第一节、钢结构主体安装- 14 -第二节、屋面板安装错误!未定义书签。
第三节、墙面板安装.......................................................................................... 错误!未定义书签。
第六章:冬雨季施工措施............................................................................................................ - 29 - 一:冬季施工措施 ................................................................................................ 错误!未定义书签。
酸轧联合机组机电设备安装工程施工组织设计审核批准施工组织设计精选资料目录第一章编制说明 (2)1.1 编制依据 (2)1.2 编制原则 (2)第二章工程概况 (3)2.1 工程名称:酸轧联合机组项目 (3)2.2 工程建设地点:天津静海 (3)2.3 工程施工范围 (3)2.4 质量要求 (3)第三章施工总体部署 (3)3.1 工程建设目标 (3)3.2 施工思路 (4)第四章施工准备及施工平面布置 (5)4.1 施工准备 (5)4.2 技术准备 (5)4.3 材料机具准备 (5)4.4 劳动力准备 (5)4.5 施工总平面布置 (6)第五章主要施工方案 (6)5.1 工程概述 (6)5.2 施工布署 (6)施工组织设计5.3 机械设备安装方案 (7)5.3.1 设备概述 (7)5.3.2 设备安装总述 (7)5.3.3 开卷机安装 (13)5.3.4 飞剪安装 (15)5.3.5 焊机安装 (18)5.3.6 活套安装 (19)5.3.7 拉矫机安装 (21)5.3.8 酸洗段安装 (20)5.3.9 轧机安装 (21)5.4 液压润滑、气动系统安装 (30)5.5 电气设备安装、调试 (46)5.6 工艺钢结构安装 (56)第六章施工机械、材料和劳动力配置计划 (57)6.1 主要施工机具设备配置计划 (57)6.2 主要材料计划的保障 (58)6.3 劳动力计划及保障措施 (60)第七章施工管理 (60)7.1 质量管理 (60)7.2安全管理 (64)第一章编制说明1.1 编制依据(1) 依据安装工程招标文件及相关图纸。
(2) 招标文件规定及国家现行的规范和标准。
(3) 十九冶集团有限公司质量体系文件。
(4) 十九冶集团有限公司承担类似工程的建设经验。
1.2 编制原则(1) 按招标文件的要求,按照甲方的要约目标、要求编制施工组织设计。
(2) 按基建施工的程序和客观规律及本工程的特点。
(3) 按我公司的技术、装备、人员素质为条件,采取科学的方法,先进的管理,优化的配置,完善的措施,实现工程建设目标。
第1篇一、工程概况工程名称:XX小区道路修补工程工程地点:XX小区工程规模:小区内道路全长约5000米,共计约10000平方米工程内容:道路路面修补、路面标线刷新、排水设施修复施工周期:30天项目负责人:张三参与人员:施工队、监理人员、现场管理人员等二、施工准备1. 施工图纸及资料熟悉施工图纸,了解工程特点和施工要求。
收集相关技术资料,确保施工质量。
2. 施工人员及设备组织施工队伍,明确各工种人员职责。
准备施工设备,确保设备齐全、完好。
3. 材料及施工机具选购合格的道路修补材料,如沥青混凝土、水泥混凝土等。
检查施工机具,确保其正常运行。
4. 施工现场平整施工现场,设置警示标志,确保施工安全。
搭建临时设施,如办公室、宿舍等。
三、施工方案1. 施工流程(1)清理路面:清除路面杂物,处理路面病害。
(2)基层处理:对破损的基层进行修复,确保基层平整、密实。
(3)路面修补:采用沥青混凝土或水泥混凝土进行路面修补,确保修补层厚度均匀。
(4)路面标线刷新:刷新路面标线,确保标线清晰、完整。
(5)排水设施修复:修复损坏的排水设施,确保排水畅通。
2. 施工方法(1)路面修补:采用沥青混凝土或水泥混凝土进行路面修补,修补层厚度根据实际情况确定。
(2)路面标线刷新:使用专业设备进行标线刷新,确保标线清晰、完整。
(3)排水设施修复:对损坏的排水设施进行修复,确保排水畅通。
四、施工进度安排1. 第一阶段(第1-7天):清理路面、基层处理2. 第二阶段(第8-14天):路面修补、路面标线刷新3. 第三阶段(第15-21天):排水设施修复4. 第四阶段(第22-30天):工程验收、资料整理五、质量控制1. 严格控制材料质量,确保材料符合国家相关标准。
2. 严格按照施工工艺进行施工,确保施工质量。
3. 加强现场管理,严格执行各项规章制度。
4. 定期进行质量检查,发现问题及时整改。
六、安全管理1. 施工现场设置警示标志,确保施工安全。
2230酸轧问题汇总及提产措施一、生产问题:入口段:入口步进梁运卷偏,责任人:,完成时限:梭车运卷速度慢,责任人:,完成时限;1#线手动穿带时,直头机夹送辊不打开时,造成带钢跑偏,辊系空间位置是否正常,责任人:姚新宇,完成时限:2018.4.30;2#线夹送辊,在倒带过程中,造成带钢跑偏,辊系空间位置是否正常;责任人:姚新宇,完成时限:2018.4.30;高强钢直头机插入量,头尾在穿带剪切过程中、部分头尾带钢下扎或者上翘,需要来回手动修改参数,造成穿带困难,责任人:韩法,完成时限:2018.06.30;1#线直投机打不开,原因未找到,责任人:张小松,王艳超,完成时限:2018.06.30;焊机重焊,短期目标及长期攻关目标,责任人:完成时限;入口活套套量现在最大是80%,焊缝区域过2#纠偏跑偏造成工艺段报警停车;责任人:张小松,王艳超,完成时限:2018.06.30;出口段漂洗出口带水,影响带钢速度、辊面、乳化液,辊系空间位置测绘,制定换辊周期,责任人:时海涛,完成时限:4月30日;酸洗段管道硅泥堵塞问题,参照4月17日检修会议纪要,责任人:时海涛,完成时限:会议纪要:【会议纪要】关于2230酸轧酸洗系统硅泥处酸分析仪检测,清洗制度,王艳超,每次检修;酸洗2#入口酸11#槽盖板存酸,导致停车斑减薄断带;责任人:田晓男,完成时限:6月30 ,未解决前厚度小于1.2mm的时间超8小时检修直接空卷;切边剪切边后WS侧不能正常穿入溜槽,责任人:王御,完成时限:2018.06.30表检仪缺陷无法正常识别,责任人:刘磊,完成时限:2018.06.30; 干燥器划伤,优化拉矫机后板形,责任人:时海涛,完成时限:2018.07.15轧机段细线划伤,责任人:关军,完成时限:6月30日目前措施:1、浓度按照3.5±0.1控制,(规范浓度测量方法)根据轧制油消耗,是否能实现自动补油、补水,责任人:时海涛,时限,已完成2、辊面状态,每次下机后进行辊面检查,责任人:轧机主操,时限:每次换辊3、降低3#、4#机架压下率,降低后是否对后续模型自学习,包括窜辊、弯辊值设定是否有影响;4、ESI与浓度对应关系(每次测量浓度时必须测量)5、汉高加油浓度一直涨不上去,PH值,邮箱泡沫情况,从机架间取样做分析;6、反冲洗过滤器是否正常2#芯轴不能反转,在换辊过程中芯轴不能倒转,是否程序封点有异常(只在卸卷过程中执行芯轴不能反转,其他时候允许反转),责任人:王彦超,完成时限:2018.4.24,预计5月7日。
《酸轧机组自动厚度控制优化》篇一一、引言随着现代工业的快速发展,钢铁生产线的自动化程度不断提升。
在钢铁制造过程中,酸轧机组是重要的工艺设备之一,其自动厚度控制技术更是关系到产品质量和生产效率的关键因素。
本文将就酸轧机组自动厚度控制优化的实践与探讨进行详细阐述,以期为相关领域的研究和应用提供有益的参考。
二、酸轧机组及其自动厚度控制概述酸轧机组是钢铁生产线中的重要设备,其作用是将热轧后的钢板进行酸洗和轧制,以达到所需的厚度和表面质量。
自动厚度控制(Automatic Gauge Control,AGC)是酸轧机组的核心技术之一,其目的是通过传感器、控制器和执行机构等设备的协同作用,实现钢板厚度的精确控制。
三、酸轧机组自动厚度控制存在的问题尽管酸轧机组的自动厚度控制技术已经取得了显著的进步,但在实际应用中仍存在一些问题。
例如,控制系统对钢板厚度的响应速度不够快,导致厚度波动较大;控制算法的鲁棒性不够强,容易受到外界干扰等因素的影响;此外,设备维护和调试的难度也较大。
四、酸轧机组自动厚度控制优化措施针对上述问题,本文提出以下优化措施:1. 引入先进的传感器技术。
采用高精度的传感器,提高对钢板厚度的检测精度和响应速度,从而实现对厚度控制的精确调整。
2. 优化控制算法。
通过改进控制算法,提高系统的鲁棒性和抗干扰能力,使系统能够更好地适应不同的生产环境和工艺要求。
3. 加强设备维护和调试。
定期对设备进行维护和检查,及时发现和解决问题,确保设备的正常运行。
4. 引入人工智能技术。
利用人工智能技术对生产过程中的数据进行分析和处理,实现自动调整和控制,进一步提高厚度控制的精度和效率。
五、实践应用与效果分析通过对酸轧机组自动厚度控制进行优化,实际应用中取得了显著的效果。
首先,引入高精度的传感器后,系统对钢板厚度的检测精度和响应速度得到了显著提高,有效减少了厚度波动。
其次,优化控制算法后,系统的鲁棒性和抗干扰能力得到了提高,使系统能够更好地适应不同的生产环境和工艺要求。
酸轧技术人员、师傅给学员授课计划
内 容
公共部分 指吊作业手势说明 安全规范吊装作业,危险源、点及隐患 主要岗位设备的类型、基本组成情况介绍; 主要岗位HMI画面介绍; 各岗位界面重要参数的监控及调整;
各岗位设备运行操作步骤;
各岗位设备常见问题及处理;
设备一般故障的判断;
开卷、收卷
岗位
收料基本过程、热轧原料质量检验;
异常卷的处理方法介绍;
操作钢卷对中装置,钢卷对中基本方法;
造成卷取不齐的主要原因及处理方法
焊机操作,常见焊节缺陷的辨识及处理;
焊机日常维护保养注意事项
焊机检修后打点注意事项
焊缝质量分析及调整;
如何根据入口带钢厚度和材质,进行七辊矫直机压下量调整;
酸洗圆盘
配酸的基本步骤;
接班后应巡视工艺段的那些设备
穿带运行中出现开卷机松卷、穿带堆钢现象如何解决
剪切质量问题主要有哪些?怎样造成?如何进行调整?
酸洗质量及边部质量判断标准;
圆盘剪交接班的注意事项有哪些?
圆盘剪更换方法;
剪边出现跑偏后应怎样纠偏
圆盘剪间隙调整方法;
酸洗质量及边部质量判断标准
圆盘剪剪切常见缺陷辨识及处理。
常见酸洗缺陷判定及处理措施;
轧机主操
轧制过程中,轧机产生振动的原因有哪些?应如何处理?
在轧制过程中,带钢出现跑偏的原因是什么?如何处理?
板形仪图形如何观察,如何进行带钢板形控制。
轧辊更换判定及换辊步骤;
断带钢表面缺陷性质及原因。
轧制过程中产生的轧辊缺陷有哪些?产生的原因如何?
说明:1、授课时段以现场不影响正常生产为前提,可集中、分片授课,能尽可能集中绝大
多数学员为佳;2、授课时间及人员以冷轧现场情况定,尽量安排专业人员针对性的讲课;3、
部分内容,结合现场设备现场讲授,以确保最佳授课质量。
常见冷轧带钢板型缺陷原因及消除措施
造成带钢断带的原因有哪些?断带后如何处理?
轧制力的波动是影响板带轧制厚度的主要因素,那么影响轧制力变化的因
素有哪些?
轧机工艺冷却润滑(乳化液)系统的作用是什么?
轧制生产中与乳化液相关的问题及解决办法
机组故障查寻及排除
主控台与其它岗位的关系如何?
乳化液主要指标(浓度、皂化值、PH值)的含义和作用是什么?
设备点检
设备检查要点讲解:如如何进行进行测厚仪标定;检查机架锁紧板是否锁
紧;检查机架轧辊平衡缸是否启动;检查机架弯辊缸是否启动;检查轧制
线是否处于正确位置;
五感点检、目视化