焊工工艺学(新)
- 格式:ppt
- 大小:2.54 MB
- 文档页数:68


第三章:焊接电弧电弧具有两个特性,即它能放出强烈的光和大量的热。
电弧发出的光和热被普遍地应用于工业上,如电弧是所有电弧焊接方式的能源。
到目前为止,电弧焊在焊接方式中其因此仍占据着主腹地位,一个重要的缘故确实是因为电弧能有效而简便地把电能转换成熔化焊接进程所需要的热能和机械能。
为了熟悉和把握电弧焊方式,第一必需弄清电弧的实质,把握电弧的基础知识。
本章确实是从理论上对电弧的性质及作用进行分析,通过学习,使咱们能把焊接电弧的知识应用到电弧焊焊接工作中去,从而达到提高焊接质量的目的。
第一节:焊接电弧的引燃进程一、焊接电弧的概念焊接时,将焊条与焊件接触后专门快拉开,在焊条端部和焊件之间当即会产生敞亮的电弧,电弧是一种气体放电现象。
咱们在日常生活中常常能够看到气体放电现象,例如,每当咱们切断电源的时候,在闸刀方才离开接触处的刹时,往往会产生敞亮的火花,这确实是气体放电的现象。
但它与焊接电弧相较较,焊接电弧不但能量大,而且持续持久。
因此咱们能够说:“由焊接电源供给的,具有必然电压的两电极间或电极与焊件间,在气体介质中产生的强烈而持久的放电现象,称为焊接电弧。
一样情形下,由于气体的分子和原子都是呈中性的,气体中几乎没有带电质点,因此气体不能导电,电流也通只是,电弧就不能自发地产生。
要使气体呈现导电性必需使气体电离,气体电离后,原先气体中的一些中性分子或原子转变成电子、正离子等带电质点,如此电流才能通过气体间隙而形成电弧。
1.气体电离气体和自然界的一切物质一样,电子是按必然的轨道围绕原子核运动,在常态下原子是呈中性的。
但在必然的条件下,气体原子中的电子从外面取得足够的能量,就能够离开原子核的引力而成为自由电子,同时原子由于失去电子而成为正离子。
这种使中性的气体分子或原子释放电子形成正离子的进程称为气体电离。
使气体电离所需要的能量称为电离电位(或电离功)。
不同的气体或元素,由于原子构造不同,其电离电位也不同。
在焊接时,使气体介质电离的种类要紧有热电离、电场作用下的电离、光电离。

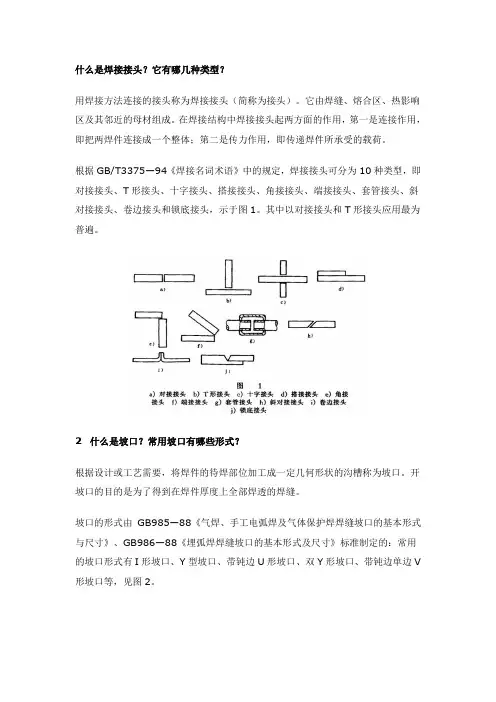
什么是焊接接头?它有哪几种类型?用焊接方法连接的接头称为焊接接头(简称为接头)。
它由焊缝、熔合区、热影响区及其邻近的母材组成。
在焊接结构中焊接接头起两方面的作用,第一是连接作用,即把两焊件连接成一个整体;第二是传力作用,即传递焊件所承受的载荷。
根据GB/T3375—94《焊接名词术语》中的规定,焊接接头可分为10种类型,即对接接头、T形接头、十字接头、搭接接头、角接接头、端接接头、套管接头、斜对接接头、卷边接头和锁底接头,示于图1。
其中以对接接头和T形接头应用最为普遍。
2 什么是坡口?常用坡口有哪些形式?根据设计或工艺需要,将焊件的待焊部位加工成一定几何形状的沟槽称为坡口。
开坡口的目的是为了得到在焊件厚度上全部焊透的焊缝。
坡口的形式由GB985—88《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸》、GB986—88《埋弧焊焊缝坡口的基本形式及尺寸》标准制定的:常用的坡口形式有I形坡口、Y型坡口、带钝边U形坡口、双Y形坡口、带钝边单边V 形坡口等,见图2。
⑴坡口面焊件上所开坡口的表面称为坡口面,见图3。
度,两坡口面之间的夹角称为坡口角度,见图4。
开单面坡口时,坡口角度等于坡口面角度;开双面对称坡口时,坡口角度等于两倍的坡口面角度。
坡口角度(或坡口面角度)应保证焊条能自由伸入坡口内部,不和两侧坡口面相碰,但角度太大将会消耗太多的填充材料,并降低劳动生产率。
⑶根部间隙焊前,在接头根部之间预留的空隙称为根部间隙。
亦称装配间隙。
根部间隙的作用在于焊接底层焊道时,能保证根部可以焊透。
因此,根部间隙太小时,将在根部产生焊不透现象;但太大的根部间隙,又会使根部烧穿,形成焊瘤。
⑷钝边焊件开坡口时,沿焊件厚度方向未开坡口的端面部分称为钝边。
钝边的作用是防止根部烧穿,但钝边值太大,又会使根部焊不透。
⑸根部半径U形坡口底部的半径称为根部半径。
根部半径的作用是增大坡口根部的横向空间,使焊条能够伸入根部,促使根部焊透。
