焊接变形原因分析及控制
- 格式:pptx
- 大小:231.70 KB
- 文档页数:7
论船舶薄板焊接的变形问题及控制方法全文共四篇示例,供读者参考第一篇示例:船舶薄板焊接的变形问题及控制方法引言船舶建造是一个复杂的过程,薄板焊接是船舶建造中不可或缺的环节之一。
薄板焊接是指焊接材料的厚度在3mm以下的焊接工艺,它在船体的制造过程中扮演着关键的角色。
薄板焊接过程中常常会出现焊接变形问题,给船舶建造带来了一定的困扰。
本文将探讨船舶薄板焊接的变形问题及控制方法。
1.1 薄板焊接的变形原因薄板焊接的变形主要是由于焊接热量引起的材料收缩和内部应力的释放所致。
在焊接过程中,焊接区域受到高温热源的影响,材料会发生热胀冷缩的变形。
焊接会改变材料的结构和性能,从而产生内部应力,导致材料受力不均匀,最终产生变形。
1.2 变形对船舶建造的影响薄板焊接的变形会对船舶的结构造成影响。
焊接变形会导致船舶外形的变形,影响船舶的外观和水动力性能。
变形还会影响船舶的结构强度和稳定性,加速船体的疲劳破坏,从而影响船舶的使用寿命和安全性。
控制船舶薄板焊接的变形是船舶建造中的重要问题。
2.1 选用合适的焊接工艺为了减少薄板焊接的变形,可以采用适当的焊接工艺。
可以选择低热输入的焊接方法,如脉冲MIG焊、激光焊等,以减少热影响区的大小和热变形。
采用预热和焊后热处理的方法,通过控制材料的温度和冷却速率来减小焊接变形。
2.2 采用预制配合和辅助支撑装置对于大型船舶薄板的焊接,可以采用预制配合和辅助支撑装置的方法来控制焊接变形。
预制配合是在焊接前就进行材料的加工和拼焊,通过预先控制材料的形状和尺寸,来减小焊接变形。
在焊接过程中,可以使用辅助支撑装置来支撑和固定焊接区域,从而减小焊接变形的影响。
2.3 采用适当的尺寸设计和工艺控制2.4 对变形进行补偿和调整在薄板焊接后,可以对焊接变形进行补偿和调整。
这主要包括局部加热、局部拉伸和修正焊接接头等方法,来恢复材料原本的形状和尺寸,减小焊接变形的影响。
结论船舶薄板焊接的变形问题是船舶建造中的重要问题,对船舶的外观、水动力性能、结构强度和稳定性等都会产生影响。

焊接电流对焊接变形的影响分析焊接是一种常见的金属连接方法,但在焊接过程中会产生焊接变形,这对于焊接结构的稳定性和工作性能可能带来负面影响。
本文将对焊接电流对焊接变形的影响进行分析。
1. 焊接变形的原因焊接变形主要由于焊接过程中的热应力引起的热塑性形变造成的。
焊接时,部分金属被加热至熔化并重新凝固,这个过程中产生的热塑性形变会导致焊接部件发生变形,从而影响焊接结构的几何形状和尺寸。
2. 焊接电流对焊接变形的影响焊接电流是焊接过程中的一个重要参数,对焊接变形也有一定的影响。
焊接电流大小直接影响焊接热量的大小,进而对焊接变形产生影响。
2.1 低电流对焊接变形的影响低电流下,焊接热量较小,金属的热传导性较强,焊接热量能够在较短时间内迅速传递给周围的金属,从而减少了热影响区域的范围。
这种情况下焊接变形较小,焊接接头的工作性能相对较好。
2.2 高电流对焊接变形的影响高电流下,焊接热量增大,金属的热传导性能相对较差,焊接热量不能迅速传递给周围的金属,导致焊接接头局部区域温度较高。
这会引起不均匀的热影响区域分布,从而使焊接接头发生大范围的变形。
3. 控制焊接变形的方法为了控制焊接变形,可以采取以下措施。
3.1 焊接顺序优化通过合理的焊接顺序安排,可以减少热塑性形变对焊接接头的影响。
一般可以从内部向外部依次焊接,或者从变形较小的部位开始焊接,逐渐向变形较大的部位焊接,从而减少总的焊接变形。
3.2 使用螺栓预应力在一些需要较高稳定性的焊接结构中,可以采用螺栓预应力的方法来控制焊接变形。
通过对焊接接头施加一定的预应力,可以抵消焊接变形引起的应力。
这种方法需要在设计和制造阶段充分考虑,需要使用特殊的夹具和螺栓结构。
3.3 采用适当的填充材料和焊接方法通过选择合适的填充材料和焊接方法,可以降低焊接接头的残余应力和变形。
例如,在焊接过程中使用缓冲材料或间隙填充材料,可以在一定程度上吸收焊接热量,减少焊接接头的变形。
4. 其他影响焊接变形因素除了焊接电流,焊接变形还受到一些其他因素的影响,包括焊接速度、焊接材料、焊接工艺等。

煤气柜柜底板防焊接变形的控制方法摘要:本文通过转炉煤气柜底板焊接时产生焊接变形的原因分析,总结、制定出相应的解决办法,有效地防止焊接变形。
关键词:煤气柜底板;焊接变形;控制方法国内冶金行业炼钢系统,在煤气柜底板安装焊接时,大面积的底板拼装,柜底板会出现拱起现象,必须割开处理,平直后进行补焊,达到设计要求的平直度为止。
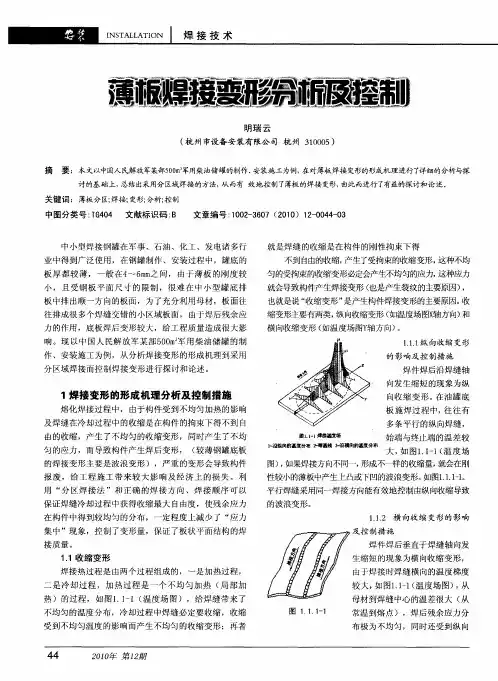
1 焊接变形原因分析1.1 纵向收缩变形在焊接时,焊缝及其附近金属由于在高温下的自由变形受到阻碍,在焊接方向上发生收缩,产生了压缩塑性变形,在柜底板焊接中,最长的纵向焊缝长达数千米,随着焊缝熔敷金属截面积的增加而增加,随着焊件截面积的减少而减少。
1.2 横向收缩变形构件焊接后在垂直焊缝方向发生收缩,横向变形沿着焊缝长度上的分布是不均匀的,因为先焊接的焊缝的横向收缩对后焊接的焊缝产生一个挤压作用,使后者产生更大横向压缩变形,焊接的横向收缩沿着焊接方向是由小到大逐渐增长的,达到一定长度后趋于稳定。
对角焊缝和丁字接头的横向收缩,板材越厚其刚度越大,横向收缩越小,点固焊越大、越密,工装夹具的刚度越大,横向变形也就越小。
1.3 角变形焊缝的截面积外宽内窄,横向收缩变形在焊缝的厚度方向分布不均匀,对接搭接和丁字接头焊接时,焊正面的变形大,背面的变形小,结果就形成焊件平面偏转,两侧向上翘起的一个角度,即形成角变形。
1.4 波浪变形焊接后存在于平板中的内应力,一般情况下在焊缝附近是拉应力,离开焊缝较远的区域产生压应力,在压应力的作用下,平板可能失稳,结果造成柜底板产生波浪变形。
2 控制方法通过在柜底基础上划出十字基准线,即X-O-Y坐标,在中心大圆内均匀分布设置A、B、C、D4个中幅板焊接区域,再设置紧靠中幅板圆周外围的圆环形边幅板I、紧靠边幅板I圆周外围的圆环形边幅板II、紧靠边幅板II圆周外围的圆环形边环板三大焊接区域;再以O为中心沿X轴方向铺设第一块中心定位板,并在其中点割1个?110mm中心孔,然后将其安放就位,并开3个?80mm的中心经纬仪架设孔;依次沿X、Y轴向铺设十字基准板;在A、B、C、D4个区域内按先铺设X轴方向板,再铺设Y轴方向板的次序铺设整个柜底中幅板,底板铺设工程中应边铺设边点焊,点焊长度和间距依铺设位置的板料刚性大小而定,一般点焊长度约20mm;边幅板I、边幅板II及边环板的铺设待中幅板铺设点焊完毕,先铺设边幅板I,再边环板,最后再铺设边幅板II。


初探储油罐焊缝变形的原因与质量控制储油罐是储存石油、化工产品等液体货物的重要设施,其焊接工艺质量直接影响着储罐的安全性和使用寿命。
在储油罐的焊接过程中,焊缝变形是一个常见的问题,它可能会导致焊接质量不达标,从而威胁着储罐的安全性。
对焊缝变形的原因进行深入研究,并提出相应的质量控制措施,对于保障储油罐的安全运行具有重要意义。
一、焊缝变形的原因1. 材料变形:储油罐的材料通常是由钢板焊接而成,而钢板在焊接过程中由于热影响会发生变形,从而导致焊缝变形。
2. 焊接应力:焊接时由于热量的作用,材料表面会产生应力,这种应力会引起焊接接头的变形。
3. 焊接方式:不同的焊接方式会对焊缝造成不同的影响,比如电弧焊接通常会导致焊缝周围的变形。
4. 焊接参数控制不当:焊接过程中如果参数控制不当,比如焊接电流过大或者焊接速度过快,都会导致焊缝变形。
5. 焊缝设计不合理:不合理的焊缝设计也会导致焊缝变形,比如焊缝长度过长、交叉焊接等。
以上几个方面是导致焊缝变形的常见原因,对于储油罐焊接质量的影响较大,因此在实际焊接过程中需要重点关注这些因素。
二、焊缝变形的质量控制1. 合理材料选择:在选材的时候应该选择较为稳定的钢板材料,并通过热处理等方法减少材料的变形性。
2. 优化焊接工艺:合理选择焊接方法和参数,严格控制焊接电流、电压、速度等参数,避免过大的热量对材料造成不必要的影响。
3. 预热与后处理:对于较大的焊接件,可以采取预热和后处理的方式来减少焊接应力,从而减轻焊缝的变形。
4. 焊缝设计优化:在设计焊缝的时候要考虑到焊接变形的因素,尽量减少焊接接头数量、长度,避免交叉焊接等设计上的缺陷。
5. 质量监控与检测:通过对焊接工艺的监控和焊缝的检测,及时发现焊接质量问题,并采取相应的措施加以修复。
以上几个方面是针对焊缝变形进行质量控制的关键点,通过多方面的措施来预防和控制焊缝的变形,从而提高焊接质量,保证储油罐的安全使用。

机车车辆转向架构架侧梁的焊接变形原因分析与控制措施摘要:近年来,各国学者相继提出了多种模拟方法用于对大型结构的焊接变形进行模拟,目前主流的方法主要有热弹塑性有限元法和固有应变法等。
热弹塑性有限元法基于焊接过程热结构耦合模拟,是焊接数值模拟最准确的方法,其主要包括2个相互耦合的过程:同时进行焊接热分析及热源输入导致的热应力分析;同时得到焊接加热、冷却过程中每一时刻的温度场分布及焊接变形和应力结果。
由于其计算量非常大,对计算机及收敛算法的要求非常高,一般难以用于复杂结构的焊接变形。
固有应变法则能够快速得到大型结构的焊接变形,其原理是直接将焊接热输入导致的近缝区的收缩以应变的方式施加于近焊缝区,并经过一次结构分析得到整个大型结构的焊接残余应力及变形。
关键词:机车车辆;焊接变形机车车辆转向架结构非常复杂,由多条焊缝连接而成。
焊接过程中的局部热输入导致了焊接残余应力和焊接变形的产生,为保证转向架服役的安全性,同时为了在焊接过程中顺利进行构架组装,在转向架侧梁焊接完毕后需要进行矫正以控制焊接变形。
但是由于转向架整体结构复杂,矫形前后需分别安装和拆除制动单元、电机拉杆等临时附件,从而浪费大量的人力物力。
因此,如何降低焊接过程中产生的焊接变形成为构架钢结构焊接组装中急需解决的问题之一。
针对转向架构架的大型结构焊模拟,如采用热弹塑性有限元法,即使基于性能先进的服务器,其计算时间也耗时数月,并对计算机、程序人员及算法均非常不友好;而采用固有应变法模拟转向架大型构件的焊接过程尽管可以简单快速地确定变形趋势结果,然而固有应变法对于大型结构焊接过程的仿真存在一定的局限。
因此,本文提出了一种快速且相对准确的大型结构焊接变形预测方法,并基于实测数据对比,证明其对大型结构、复杂焊缝的焊接变形预测具备一定的工程实用性。
1 侧梁的焊接工艺过程及工装1.1 焊接工艺简介转向架侧梁的焊接组装工艺流程为:①侧梁内筋组装;②内筋机械手焊接;③侧梁扣合;④侧梁定位臂组装;⑤侧梁外体机械手焊接;⑥侧梁外体焊修;⑦侧梁定位臂焊修。
焊接变形控制措施1. 引言焊接是常见的金属连接工艺,它在制造业中起着重要的作用。
然而,焊接过程中会产生热量,导致工件变形。
焊接变形不仅会影响工件的外观,还可能导致尺寸偏差、失配和应力集中等问题。
因此,为了控制焊接变形,需要采取一系列措施来减少其影响。
本文将介绍焊接变形的控制措施,包括减少焊接热输入、优化焊接顺序和采用辅助支撑等方法。
这些措施可以帮助工程师在焊接过程中有效控制变形,提高焊接质量。
2. 减少焊接热输入焊接热输入是导致焊接变形的主要原因之一。
当焊接电流和电压较高时,焊接过程中产生的热量也较大,会使焊接接头局部加热,导致热膨胀引起变形。
因此,减少焊接热输入是一种常用的焊接变形控制措施。
以下是减少焊接热输入的方法:•降低焊接电流和电压:通过调节焊接电流和电压的大小,可以控制焊接热输入的大小。
降低电流和电压可以减少焊接过程中的热量产生,从而减少变形的可能性。
•采用脉冲焊接技术:脉冲焊接技术可以使焊接电流周期性变化,从而降低焊接热输入。
这种技术可以减少焊接热量和热膨胀,有效控制焊接变形。
•使用预热和间歇焊接:在焊接之前,可以对焊接接头进行预热,以提高材料的可塑性和焊接质量。
间歇焊接是指在焊接过程中,将焊接接头暂停冷却一段时间,再继续焊接。
这种方法可以有效控制焊接热输入,减少变形。
3. 优化焊接顺序焊接顺序是影响焊接变形的另一个重要因素。
不同焊接顺序会导致不同的温度梯度和热应力,进而影响变形的大小和方向。
因此,优化焊接顺序是控制焊接变形的一项重要措施。
以下是优化焊接顺序的方法:•从焊接应力较小的区域开始焊接:焊接过程中,焊接接头会受到热应力的影响,从而引起变形。
通过从焊接应力较小的区域开始焊接,可以减少焊接接头受力不均匀引起的变形。
•分割大尺寸焊接接头:对于大尺寸的焊接接头,可以将其分割成若干个小接头进行焊接。
这样可以减少焊接接头的热输入,降低焊接变形的风险。
•控制焊接速度和温度:在焊接过程中,合适的焊接速度和温度可以减少焊接接头的热输入,进而减少焊接变形。


钢结构工程中焊接变形质量控制(QC)钢结构工程中焊接变形质量控制一、小组概况:本小组是一个具有较强QC理论基础和丰富实践经验的QC小组,小组成员是项目部的主要技术骨干,都接受过四川三峡认证公司、省、市、十一局的TQC培训教育。
QC小组概况小组成员简介二、选题理由由于在万家寨体育馆工程中钢屋架起承载和支撑作用,设计对钢结构的要求很高,因为钢结构的质量不仅影响到其它工序,而且对整体工程质量起着十分重要作用,同时在安全方面也起着十分重要的作用。
在钢结构安装施工过程中,特别是在气割下料或焊接时,由于在加热或冷却过程的不均匀性的存在,十分容易导致结构内部产生应力,这些应力的存在,最终可能出现结构发生变形,从而降低装置钢结构的承载能力和使用寿命。
外形尺寸超差还可能对其他安装工序产生影响,如果这种变形所引起的尺寸过大,还可能造成工件报废或返工,造成人力和物力的浪费,使工程成本增加,这种情况是施工单位所最不想看到的工之前,我们就想到了钢结构制作中可能产生变形这一问题,并引起大家的重视。
我们总结了以往的施工经验,想办法控制由于焊接所产生的残余应力,防止发生结构变形,使该项工程的钢结构施工质量最终达到设计要求。
为此我们QC小组把“钢结构工程中焊接变形质量控制”作为此次小组活动的课题”,并希望能够通过此次活动使钢结构焊接形变质量达到设计要求。
三、选择课题1、钢结构具有强度高、重量轻、抗震性能好、施工速度快等特点,在现代公共建筑中会出现一系列的质量问题,导致各种安全事故的发生。
2、为了防止各种质量问题导致的安全事故的发生,我们从开始制作钢屋架前的每一个环节入手、分析论证出现形变的原因、针对原因找出主要因素,制定实施防范措施,确保钢屋架整体安装的质量安全,最终保证本工程质量合格。
四、现状调查(1)普遍调查2007年4月,本小组查资料发现在以前所干的工程,抽取了不同时间、不同地点的钢结构工程,在这些工程中往往会出现钢结构焊接顺序不当、焊接质量未达到要求、下料方法不当、卡具使用方法不当等等一些质量安全事故的发生。
浅谈大型储罐底板焊接及变形控制措施【摘要】在大型储罐施工中,焊接质量在很大程度上决定了油罐的使用状况和使用寿命。
而焊接变形的控制对保证油罐的几何尺寸,防止应力集中,提高油罐的施工质量尤为重要。
【关键词】大型储罐;底板焊接;变形控制【abstract 】In the construction of large tanks, welding quality to a great extent determine the use situation of the oil tank and service life. And the welding deformation control to ensure the geometry of the oil tank size, prevent stress concentration, and improve the quality of the construction of the tank is particularly important.【key words 】large tanks; floor welding; deformation control中图分类号:U415.6文献标识码:A 文章编号:引言随着石油化工行业的发展,大型储罐不断增多;在大型储罐的制作安装过程中,遇到的首要问题就是罐底板焊接变形及防止焊接变形的技术措施。
大型储罐底板面积大,包含焊缝数量多,焊缝较长,排布方式多样化,若施工措施不当,很容易引起变形;因而控制焊接变形的产生是保证整个储罐制作质量的重要环节。
一、储罐底板焊接变形原因分析焊接变形的产生,从根本上说是因为焊接热过程中温度在构件上分布极不均匀,造成高温区域(焊缝处及焊缝的焊接侧)冷却后产生的收缩量大,低温区域收缩量小,这种不平衡的收缩导致了构件形状的改变。
对于某种具体结构,其最终的变形与焊接的位置及焊接本身的收缩量有关,此外焊接过程中还会产生呈一定规律分布的内应力,其存在也会影响到构件的变形。
焊接结构件焊接变形的控制摘要:在机械工程中,焊接作为一种重要的加工技术特别是在水泵和油源等油品的生产中,在结构焊接生产中起着不可或缺的作用。
因此,在焊接环境合适的情况下,适当地调整焊接规范和焊接工艺可以减少焊接结构件的变形量。
基于此,本文对焊接变形的影响因素以及焊接结构件焊接变形控制的措施进行了分析。
关键词:焊接变形;机械制造;措施1 焊接变形的影响因素1.1 焊缝在结构中的位置焊缝在焊接结构中的位置不对称,往往是造成结构整体弯曲变形的主要因素。
当焊缝处在焊件中性轴的一侧时,焊件在焊后将向焊缝一侧弯曲,且焊缝距离中性轴越远,焊件就越易产生弯曲变形。
在整个焊接结构中,如中性轴两侧焊缝的数目各不同,且焊缝距中性轴的距离也各不相同,也易引起结构的弯曲变形。
1.2 材料因素的影响材料对于焊接变形的影响不仅和焊接材料有关,而且和母材也有关系。
材料的热能参数和力学性能参数都对焊接变形的产生过程有重要的影响。
其中热能参数的影响主要体现在热传导系数上,一般热传导系数越小,温度梯度越大,焊接变形越显著。
力学性能对焊接变形的影响比较复杂,热膨胀系数的影响最为明显,随着热膨胀系数的增加焊接变形相应增加。
同时材料在高温区的屈服极限和弹性模量及其随温度的变化率也起着十分重要的作用,一般情况下,随着弹性模量的增大,焊接变形随之减少而较高的屈服极限会引起较高的残余应力,焊接结构存储的变形能量也会因此而增大,从而可能促使脆性断裂,此外,由于塑性应变较小且塑性区范围不大,因而焊接变形得以减少。
2 焊接结构件焊接变形控制的措施2.1 焊接结构件设计方面在焊接过程中,要尽量避免焊缝的数量。
但是如果焊接机械条件有限的情况,又要求结构件强度高,那么在焊接过程中产生更多的焊缝就无法避免了。
焊缝出现的数量少,在焊接中需要的热量相对也会较少一些,可以节省工时和焊接材料,可以提高焊接效率。
在焊接的同时,也要选择好合适的焊缝尺寸。
在整个焊接过程中,要优先考虑对接焊缝,因为对接焊缝的受力情况是最好的,出现的变形也较少,一般来说焊缝尺寸越大,里面填充的焊接材料就越多,在焊接时需要的热量就越大,同时也影响焊缝收缩时的压力,从而造成的结果就是焊接变形了,且焊缝数量多。
箱型体结构焊接变形工艺控制箱型体结构焊接变形是指在箱型体结构的焊接过程中,由于热量的作用和焊接残余应力的影响,导致结构产生变形。
焊接变形不仅会影响结构的外观质量,还会影响结构的工作性能和使用寿命。
因此,对箱型体结构焊接变形进行工艺控制是非常重要的。
焊接变形的产生主要有以下几个原因:1.热源引起的温度变化:焊接过程中,焊接热源会使焊缝及其周围区域局部升温,导致结构发生热胀冷缩现象,进而引起结构变形。
2.焊接残余应力引起的变形:焊接过程中,由于热量的不均匀分布以及焊接残余应力的产生,会引起结构内部的应力分布不均匀,从而导致结构变形。
3.材料的塑性变形:焊接过程中,焊缝和母材会受到热力的影响,产生塑性变形,进而引起结构变形。
为了控制焊接变形,可以采取以下措施:1.合理选择焊接方法和焊接参数:在进行焊接前,要根据箱型体结构的特点以及焊接材料的性能,选择适合的焊接方法和焊接参数。
合理的焊接方法和焊接参数能够降低焊接热量的集中性,从而减少结构的变形。
2.控制焊接热输入量:焊接热输入量是指焊接过程中所提供的热能总量,可以通过控制电流、电压、焊接速度等参数,来控制热输入量。
适当降低热输入量可以减少结构的热变形。
3.采取适当的焊接顺序:在进行焊接时,可以采取适当的焊接顺序,先焊结构内部的应力相对较小的部分,再焊接应力相对较大的部分。
这样能够减少焊接残余应力的积累,从而降低结构的变形。
4.使用辅助固定装置:可以使用辅助固定装置来限制结构的变形。
例如,可以使用临时支撑物或夹具来固定焊件,减少结构的变形。
5.采用预加应力和后热处理等方法:对于一些较大或较重要的箱型体结构,可以在焊接完成后进行预加应力和后热处理,以消除或减少残余应力和变形。
在控制焊接变形的过程中,需要进行焊接变形的计算和分析。
可以通过数学模型、计算机模拟等方法,预测和分析焊接变形的情况,从而指导工艺控制的实施。
同时,在实际焊接过程中,也需要进行实时监测和调整,以确保焊接变形控制的效果。
《焊接变形的控制与矫正》在现代工业生产中,焊接技术作为一种重要的连接工艺,被广泛应用于各个领域。
然而,焊接过程中不可避免地会产生焊接变形,这不仅会影响构件的尺寸精度和形状质量,严重时还可能导致构件的失效,给生产带来诸多问题。
有效地控制焊接变形并进行及时准确的矫正,对于保证焊接结构的质量和性能至关重要。
焊接变形的产生原因多种多样。
焊接时局部的高温加热是导致变形的主要因素之一。
焊接过程中,电弧产生的热量使得被焊接部位迅速升温至熔化状态,然后经过冷却凝固形成焊缝。
由于焊缝及其附近区域的金属受热不均匀,膨胀和收缩程度存在差异,从而产生了焊接应力,进而导致变形的发生。
焊接接头的拘束条件也会对变形产生影响。
如果构件在焊接过程中受到较强的外部约束,使其不能自由地膨胀和收缩,那么变形就更容易产生且变形量也会增大。
焊接材料的热物理性能、焊接工艺参数的选择不当等因素也都可能促使焊接变形的出现。
为了有效地控制焊接变形,我们可以采取一系列的措施。
在设计阶段,就应充分考虑焊接变形的问题。
合理选择构件的形状和尺寸,尽量避免焊缝的密集布置和过长的焊缝长度,以减少焊接变形的潜在可能性。
对于一些重要的焊接结构,还可以采用反变形法,即在构件制作时预先施加与预期焊接变形方向相反、大小相等的变形,从而抵消一部分焊接变形。
在焊接工艺方面,首先要选择合适的焊接方法。
不同的焊接方法具有不同的热输入特性和焊接变形倾向,气体保护焊相对于电弧焊来说,热输入相对较小,焊接变形较小;埋弧焊的热输入较大,焊接变形相对也较大。
根据具体的构件要求和焊接条件,选择合适的焊接方法是控制焊接变形的重要环节。
要严格控制焊接工艺参数,包括焊接电流、电压、焊接速度等。
通过试验和经验积累,确定最佳的焊接工艺参数组合,以尽量减小焊接变形。
在焊接过程中要注意保持焊接顺序的合理性,一般应按照从中间向两端、先对称后非对称的顺序进行焊接,这样可以有效地减小焊接应力和变形。
还可以采用预热、后热等工艺措施来减小焊接变形。
焊接变形的控制手工电弧焊接过程中的变形成因及对策在工业生产中,焊接作业特别是手工电弧焊作业作为制造、修理的一种重要的工艺方法得到越来越广泛的运用。
同时,由于手工电弧焊自身的焊接特点必然引起其焊接变形较大,如不对其变形的原因进行分析并针对其成因提出有效的对策,必将给生产带来极大的危害。
1、手工电弧焊接过程中的变形成因我们知道,手工电弧焊接过程中的焊接电弧由在两个电极之间的气体介质中产生持久的放电现象所产生的。
电弧的产生是先将两电极相互接触而形成短路,由于接触电阻和短路电流产生电流热效应的结果,使两电极间的接触点达到白热状态,然后将两电极拉开,两电极间的空气间隙强烈地受热,空气热作用后形成电离化;与此同时,阴极上有高速度的电子飞出,撞击空气中的分子和原子,将其中的电子撞击出来,产生了离子和自由电子。
在电场的作用下,阳离子向阴极碰撞;阴离子和自由电子向阳极碰撞。
这样碰撞的结果,在两电极间产生了高热,并且放射强光。
电弧是由阴极区(位于阴极)、弧柱(其长度差不多等于电弧长度)和阳极区(位于阳极)三部分所组成。
阴极区和阳极区的温度,主要取决于电极的材料。
一般地,随电极材料而异,阴极区的温度大约为2400K—3500K,而阳极区大约为2600K—4200K,中间弧柱部分的温度最高,约为5000K—8000K。
焊接接头包括焊缝和热影响区两部分金属。
焊缝金属是由熔池中的液态金属迅速冷却、凝固结晶而成,其中心点温度可达2500℃以上。
靠近焊缝的基本金属在电弧的高温作用下,内部组织发生变化,这一区域称为热影响区。
焊缝处的温度很高,而稍稍向外则温度迅速下降,热影响区主要由不完全熔化区、过热区、正火区、不完全正火区、再结晶区和蓝脆区等段组成,热影响区的宽度在8—30mm范围内,其温度从底到高大约在500℃--1500℃之间。
金属结构内部由于焊接时不均匀的加热和冷却产生的内应力叫焊接应力。
由于焊接应力造成的变形叫焊接变形。
焊接变形的原因及控制方法摘要:焊接是工业生产中一种最为常见的操作内容。
在焊接过程中,由于焊缝金属和基础材料的冷热循环问题所引发的收缩、膨胀,被称之为是焊接变形问题。
在进行焊接工作的时候,沿着同一边进行焊接,可能会引发变形超过两边交叉焊接,并且由于焊接所引发的冷热循环中,会对金属的收缩性造成影响,并导致变形问题的出现,像金属在受热过程中,其机械、物理性能都会有所变化,当热膨胀增大、热量增大的时候,焊接区域的温度会升高,进而导致焊接区域钢板的弹性、曲强度和热导性能出现降低的情况。
关键词:焊接变形;原因;控制方法引言在焊接过程中,不一样的焊接物因为外形,焊缝数量和尺寸的差异,导致焊接的变形方式也不一样。
采取的控制措施自然也不一样。
由于焊接变形影响工件的外观和成品的质量。
所以,在焊接过程中,技师应有强烈的责任感,并要具备优秀与娴熟的技术,这样才能尽量减少变形的发生,来提高焊接质量。
1焊接变形概述1.1焊接变形焊接构件在焊接及逐渐冷却的过程中,由于焊接构件局部受热且受热不均,同时焊接构件冷却也不均,因此焊接构件不仅会产生焊接应力,还会产生各种变形。
这种焊件产生的变形,被称为焊接变形。
1.2焊接变形种类按焊接残余变形的外观形态分为以下几种变形。
(1)纵向变形—焊接后指的是焊件沿着焊接方向发生收缩。
(2)横向变形—焊接后指的是焊件垂直于焊接方向发生收缩。
(3)挠曲变形—穿过焊缝线并与板件垂直的平面内变形。
(4)角变形—焊接后构件的平面围绕焊缝产生的角位移。
(5)波浪变形—焊接后构件呈现波浪形。
(6)扭转变形—焊接后结构上出现扭曲。
2焊接变形的原因2.1焊接应力的产生焊接工件的大小程度,复杂情况会产生大小数量不等的复杂焊缝。
在处理焊缝的过程中,就有难以预测的复杂应力产生,从而导致焊接变形。
变形度越大那么工件的外观和质量就会受影响。
甚至可能会报废,或发生安全事故,造成经济损失。
2.2受焊接材料的影响焊接材料的质量好坏对焊接变形会产生影响。