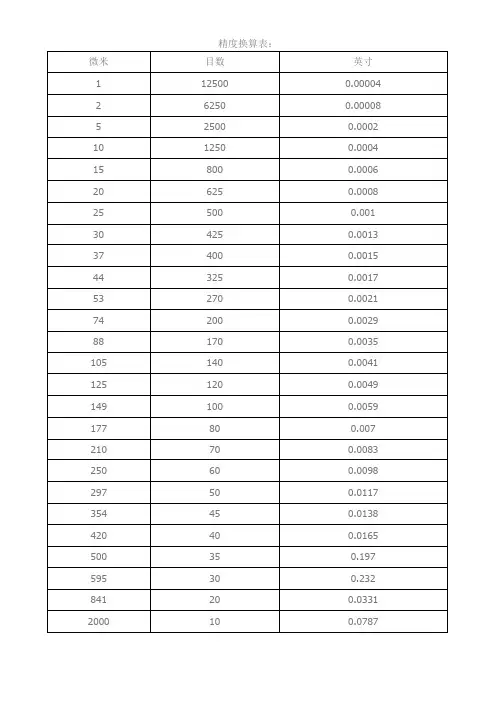
精度换算表
- 格式:docx
- 大小:15.02 KB
- 文档页数:1
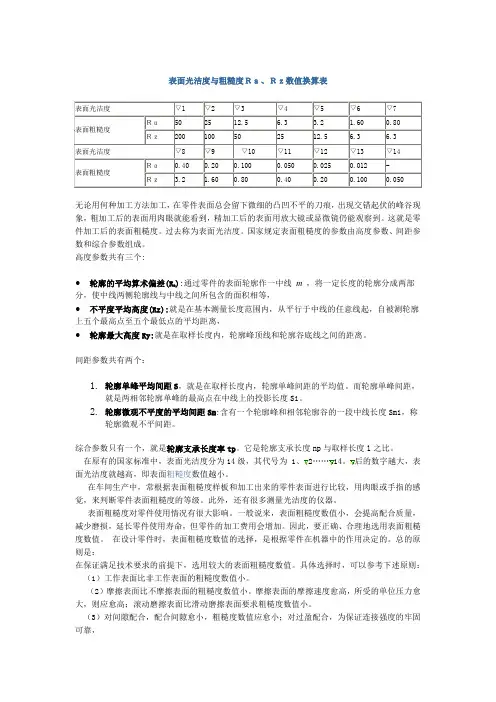
表面光洁度与粗糙度Ra、Rz数值换算表表面光洁度▽1 ▽2 ▽3 ▽4 ▽5 ▽6 ▽7Ra50 25 12.5 6.3 3.2 1.60 0.80表面粗糙度Rz200 100 50 25 12.5 6.3 6.3表面光洁度▽8 ▽9 ▽10▽11 ▽12 ▽13 ▽14Ra0.40 0.20 0.100 0.050 0.025 0.012 -表面粗糙度Rz 3.2 1.60 0.80 0.40 0.20 0.100 0.050无论用何种加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象,粗加工后的表面用肉眼就能看到,精加工后的表面用放大镜或显微镜仍能观察到。
这就是零件加工后的表面粗糙度。
过去称为表面光洁度。
国家规定表面粗糙度的参数由高度参数、间距参数和综合参数组成。
高度参数共有三个:•轮廓的平均算术偏差(R a):通过零件的表面轮廓作一中线m,将一定长度的轮廓分成两部分,使中线两侧轮廓线与中线之间所包含的面积相等,•不平度平均高度(Rz):就是在基本测量长度范围内,从平行于中线的任意线起,自被测轮廓上五个最高点至五个最低点的平均距离,•轮廓最大高度Ry:就是在取样长度内,轮廓峰顶线和轮廓谷底线之间的距离。
间距参数共有两个:1.轮廓单峰平均间距S,就是在取样长度内,轮廓单峰间距的平均值。
而轮廓单峰间距,就是两相邻轮廓单峰的最高点在中线上的投影长度Si。
2.轮廓微观不平度的平均间距Sm:含有一个轮廓峰和相邻轮廓谷的一段中线长度Smi,称轮廓微观不平间距。
综合参数只有一个,就是轮廓支承长度率tp。
它是轮廓支承长度np与取样长度l之比。
在原有的国家标准中,表面光洁度分为14级,其代号为 1、2……14。
后的数字越大,表面光洁度就越高,即表面粗糙度数值越小。
在车间生产中,常根据表面粗糙度样板和加工出来的零件表面进行比较,用肉眼或手指的感觉,来判断零件表面粗糙度的等级。
此外,还有很多测量光洁度的仪器。

模具常用公英制换算表 English Answer.Conversion Table for Mold Dimensions.Length.1 inch = 25.4 millimeters.1 millimeter = 0.0394 inches.Width.1 inch = 25.4 millimeters.1 millimeter = 0.0394 inches.Height.1 inch = 25.4 millimeters.1 millimeter = 0.0394 inches.Volume.1 cubic inch = 16.387 cubic centimeters.1 cubic centimeter = 0.061 cubic inches.Weight.1 ounce = 28.35 grams.1 gram = 0.035 ounces.Temperature.1 degree Fahrenheit = (5/9) degrees Celsius + 32。
1 degree Celsius = (9/5) degrees Fahrenheit 32。
Pressure.1 pound per square inch (psi) = 6.895 kilopascals (kPa)。
1 kilopascal (kPa) = 0.145 pounds per square inch (psi)。
Torque.1 pound-inch (lb-in) = 0.113 newton-meters (Nm)。
1 newton-meter (Nm) = 8.85 pound-inches (lb-in)。
Other.1 mil = 0.001 inches.1 thou = 0.001 inches.中文回答:模具常用公英制换算表。
长度。
1 英寸 = 25.4 毫米。
1 毫米 = 0.0394 英寸。

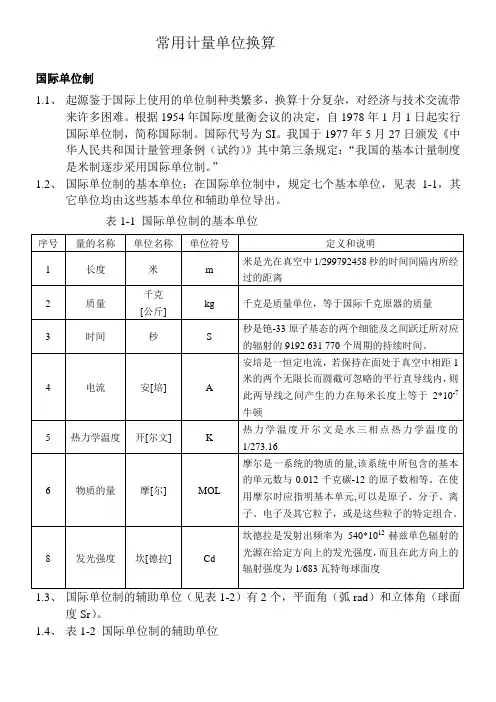
常用计量单位换算国际单位制1.1、起源鉴于国际上使用的单位制种类繁多,换算十分复杂,对经济与技术交流带来许多困难。
根据1954年国际度量衡会议的决定,自1978年1月1日起实行国际单位制,简称国际制。
国际代号为SI。
我国于1977年5月27日颁发《中华人民共和国计量管理条例(试约)》其中第三条规定:“我国的基本计量制度是米制逐步采用国际单位制。
”1.2、国际单位制的基本单位:在国际单位制中,规定七个基本单位,见表1-1,其它单位均由这些基本单位和辅助单位导出。
表1-1 国际单位制的基本单位1.3、国际单位制的辅助单位(见表1-2)有2个,平面角(弧rad)和立体角(球面度Sr)。
1.4、表1-2 国际单位制的辅助单位1.5、由词头和单位所构成的十进制倍数和分数单位(表1-3)3、换算原则3.1、换算后的量值应满足产品的使用要求。
3.2、换算误差应控制在误量值的规定换算精度值之内(表3-1)3.3、换算后的量值应与仪器、仪表原定精度等级相一致。
4、计算值修约4.1、计量值就修约到规定精算精度值的最左一位非零数位的前一位(例如:规定换算精度值为0。
2,用β/G计算值应修约到个位数),并按国标0.5单位修约和0.2单位修约的顺序进行修约,直至换算误差小于等于规定换算精度为止.4.2、极限的修约不小于101.4→不小于102不大于116.6→不大于1164.3、例1、给定单向极限值的换算例:将不低于2500kcal换算成以焦[耳](J)为单位的量值。
A、求计算值:因1kcal=4.1868kj故计算值为:2500*4.1868kj=10.467MJB、计算规定换算精度值:查表2-6换算精度值为计算值的1%故规定的换算精度值为:△=10.467*1%≈0.10。
C、修约计算值:因规定的换算精度值为0.10,故应修约到个位数。
按GB8170“进舍规则”修约:10.467→10换算误差为:10-10.467=0.467>0.10再按GB8170“0.5单位修约”:10.467→10.5换算误差为: ︳10.5-10.467︳=0.038<0.10所以:不低于2500Kcal→不低于10.5MJ例2、给定带偏差值的换算例1 将110±10kgf/mm2换算成以帕[斯卡](Pa)为单位的量值。