热处理工艺化学热处理
- 格式:pptx
- 大小:1.54 MB
- 文档页数:61

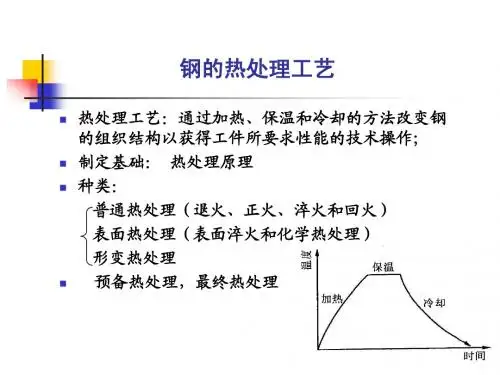
热处理工艺热处理工艺是通过加热和冷却对金属材料进行控制的工艺过程,目的是改变其原有的物理和化学性质,以提升材料的性能。
热处理工艺包括退火、正火、淬火、回火、疏松加热等不同方法。
本文将介绍热处理工艺的原理、方法和应用。
一、热处理工艺原理1.金属材料的组织结构与性能金属材料由于晶粒和晶界结构,其中晶粒内的原子排列方式称为晶态。
金属材料的物理和力学性质与其晶粒和晶界结构有关。
晶粒的大小、形状、分布和晶界的状态对金属材料的强度、硬度、塑性、韧性、导电性等性质影响显著。
2.热处理过程的原理由于金属材料在加热和冷却过程中的物理和化学反应,其晶粒和晶界组成的结构也会发生变化,从而影响其物理和化学性质。
热处理工艺就是通过控制材料的加热、保温时间和冷却速度等参数来控制金属材料的组织结构,从而提高材料的性能。
二、热处理方法1.退火退火是将金属材料加热至一定温度,保温一定时间后慢冷的热处理方法。
通过退火可以改变金属材料的晶界和晶粒的结构,增强塑性、韧性和延展性能。
退火方法也有多种不同的类型,包括全退火、球化退火、等温退火和局部退火等。
2.正火正火是将金属材料加热至一定温度,保温一定时间后慢冷的热处理方法。
通过正火可以改变金属材料的晶粒组织结构,提高其强度和硬度。
3.淬火淬火是将金属材料加热至一定温度,然后迅速浸入冷却介质中,使其迅速冷却的热处理方法。
淬火可以使晶粒迅速细化,提高材料的硬度和强度,但同时也会减少塑性和韧性。
4.回火回火是在淬火后将材料重新加热至一定温度并保温一定时间后冷却的热处理方法。
回火可以通过改变材料的晶界和晶粒组织结构来调整其硬度和韧性。
5.疏松加热疏松加热是将金属材料加热至一定温度并保温一定时间,旨在在已存在的材料中生成孔洞或气体,使材料产生疏松现象。
此工艺常用于铸造后处理中,其目的是在材料中消除潜在的缺陷和裂纹。
三、应用热处理工艺广泛应用于制造业中,包括钢铁、铸造、航空航天、汽车和电子等领域。
化学热处理渗碳:为了获得高硬度、高耐磨的表面及强韧的心部,渗碳后必须进行淬火加低温回火处理。
按渗碳介质可分为:气体渗碳、液体渗碳、固体渗碳。
渗氮:①渗氮层具有高硬度、高耐磨性;②渗氮层比热容打,在钢件表面形成压应力层可显著提高耐疲劳性能,渗氮层的耐疲劳性优于渗碳层;③渗氮层表面有化学稳定性高的ε相,能显著提高耐腐蚀性。
渗氮能形成性能优越的渗氮层,但由于工艺时间太长,使得生产率太低,成本高,应尽量少采用。
渗氮一般用在强烈磨损、耐疲劳性要求非常高的零件,有的场合是除要求机械性能外还要求耐腐蚀的零件。
碳氮共渗(俗称“氰化”):按工艺温度分:低温碳氮共渗(520-580℃),工艺温度低,共渗过程是以氮原子为主、碳原子为辅的渗入过程,俗称“软氮化”;中温碳氮共渗(780-880℃);高温碳氮共渗(880-930℃)。
优点:①与渗碳相比处理温度低,渗后可直接淬火,工艺简单,晶粒不易长大,变形裂倾向小,能源消耗少,共渗层的疲劳性和抗回火稳定性好;②与渗氮相比,生产周期大大缩短,对材料适用广。
氮碳共渗:氮碳共渗起源于西德,是在液体渗氮基础上发展起来的。
早期氮碳共渗是在含氰化物的盐浴中进行的。
由于处理温度低,一般在500-600℃,过程以渗氮为主,渗碳为辅,所以又称为“软氮化”。
氮碳共渗工艺的优点如下:①氮碳共渗有优良的性能:渗层硬度高,碳钢氮碳共渗处理后渗层硬度可达HV570-680;渗氮钢、高速钢、模具钢共渗后硬度可达HV850-1200;脆性低,有优良的耐磨性、耐疲劳性、抗咬合性和耐腐蚀性。
②工艺温度低,且不淬火,工件变形小。
③处理时间短,经济性好。
④设备简单,工艺易掌握。
存在问题是:渗层浅,承受重载荷零件不宜采用。
渗硼:渗硼是一种有效地表面硬化工艺。
将工件置于能产生活性硼的介质中,经过加热、保温,使硼原子渗入工件表面形成硼化物层的过程称为渗硼。
金属零件渗硼后,表面形成的硼化物(FeB、Fe2B、TiB2、ZrB2、VB2、CrB2)及碳化硼等化合物的硬度极高,热稳定性。


热处理的四个阶段
四种常见热处理方法是:
1、退火:将工件加热到适当温度,保温一定的时间,最后进行缓慢冷却的金属热处理工艺,目的是使金属内部组织达到或接近平衡状态,获得良好的工艺性能和使用性能,另外退火也经常作为淬火的预处理工作;
2、正火:将工件加热到适宜的温度后在空气中冷却,正火的效果同退火相似,只是得到的组织更细,常用于改善材料的切削性能,也有时用于对一些要求不高的零件作为最终热处理;
3、淬火:将工件加热保温后,在水、油或其它无机盐、有机水溶液等淬冷介质中快速冷却,淬火后钢件变硬,但同时变脆,淬火的目的主要是为了提高钢材的硬度;
4、回火:为了降低淬火后钢件的脆性,将淬火后的钢件在高于室温而低于710℃的某一适当温度进行长时间的保温,再进行冷却,这种工艺称为回火。
热处理是指金属材料在固态下,通过加热、保温和冷却的手段,改变材料表面或内部的化学成分与组织,获得所需性能的一种金属热加工工艺。
时效1、概念:金属材料经过冷加工、热加工或固溶处理后,在室温下放置或适当升温加热时,发生的力学和物理性能能随着时间而变化的现象,称为时效。
2、机械制造过程中常用的时效方法主要有自然时效、热时效、变形时效、振动时效和沉淀时效等。
3、自然时效在室温下发生性能随着时间而变化的现象。
利用自然时效可以部分消除工件内的部分残余应力,稳定工件的形状和尺寸。
,但工件的内部残余应力不能完全消除。
4、热时效是指随着温度的不同,a—Fe中碳的溶解度发生变化,从而使钢的性能发生改变的过程。
5、变形时效是指钢在冷变形后进行的时效。
6、振动时效是指通过机械振动的方式来消除、降低或均匀工件内残余应力的工艺。
(抗疲劳性能)表面热处理与化学热处理需要考虑对零件进行表面热处理或化学热处理,以满足上述“表里不一”的性能要求。
一、表面热处理1、概念:是为改变工件表面的组织和性能,仅对其表面进行热处理的工艺。
表面淬火是最常用的表面热处理工艺之一。
2、分类:按加热放法的不同:表面淬火主要有感应加热表面淬火、火焰加热表面淬火、接触电阻加热表面淬火、电解液加热表面淬火等。
目前生产中最多的是感应加热表面淬火。
表面淬火不改变工件表面的化学成分。
3、根据交流电流频率不同,感应加热表面淬火可分为三类:高频感应加热表面淬火应用范围:中小型轴、销、套等圆柱形零件,小模数齿轮。
●中频感应加热表面淬火应用范围:尺寸较大的轴类零件,大、中模数齿轮。
●工频感应加热表面淬火应用范围:大型零件表面淬火或棒料穿透加热。
三、化学热处理1、概念:式将工件置于适当的活性介质中加热、保温,使一种或几种元素渗入到它表层,以改变其化学成分、组织和性能的热处理工艺。
2、特点:化学热处理与表面淬火相比,其特点是表层不仅有组织的变化,而且还有化学成分的变化。
3、自身特点:由于渗入元素的不同,工件表面处理后获得的性能也不相同。
渗碳、渗氮、碳氮工渗的主要目的是提高工件表面的硬度和耐磨性;渗金属的主要目的是提高工件表面的耐腐蚀性和抗氧化性等。
表面化学热处理1.化学热处理是将工件放在特定的介质中加热到一定的温度,使其表层化学成分发生预期的变化,再经过适当的热处理后,从而改善工件使用性能。
2.化学热处理的目的:获得工件表面层特殊性能(如:高硬度.高强度.耐磨性。
抗疲劳性),延长工件得使用寿命。
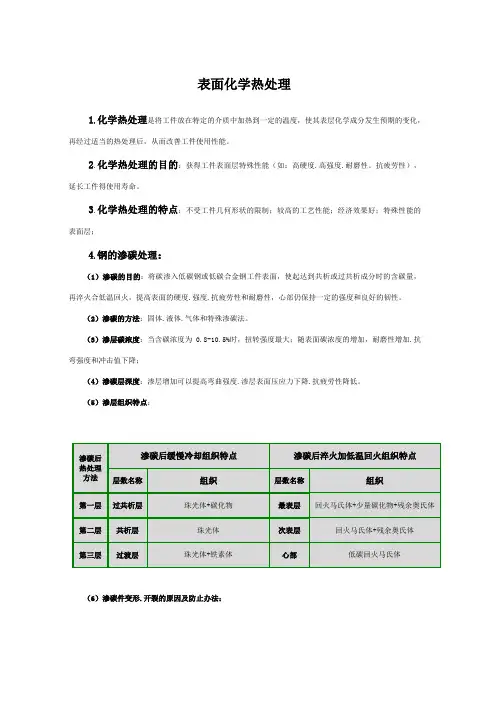
3.化学热处理的特点:不受工件几何形状的限制;较高的工艺性能;经济效果好;特殊性能的表面层;4.钢的渗碳处理:(1)渗碳的目的:将碳渗入低碳钢或低碳合金钢工件表面,使起达到共析或过共析成分时的含碳量,再淬火合低温回火,提高表面的硬度.强度.抗疲劳性和耐磨性,心部仍保持一定的强度和良好的韧性。
(2)渗碳的方法:固体.液体.气体和特殊渗碳法。
(3)渗层碳浓度:当含碳浓度为0.8-10.5%时,扭转强度最大;随表面碳浓度的增加,耐磨性增加.抗弯强度和冲击值下降;(4)渗碳层深度:渗层增加可以提高弯曲强度.渗层表面压应力下降.抗疲劳性降低。
(5)渗层组织特点:(6)渗碳件变形.开裂的原因及防止办法:(7)渗层不够.硬度过低的原因及防止和返修:5.渗氮(氮化)处理:(1)渗氮的目的:是将氮原子渗入钢件表面,形成以氮化物为主的渗氮层,以提高渗层的硬度.耐磨性抗蚀性疲劳强度等性能。
(2)渗氮前的要求:渗氮前工件要进行调质处理(组织均匀提高氮化层质量);氮化前工件表面要清洁;(3)氮化容易出现的缺陷及原因和补救的方法:(4)氮化层的化学性高,与渗碳层相比硬度.耐磨性较高,抗蚀性液较高。
6碳氮共渗处理:(1)碳氮共渗又称为氰化:钢件表面同时渗入碳和氮原子。
(2)碳氮共渗的目的:保持工件内部高韧性的条件下,具有高的硬度.耐磨性和疲劳强度,同时氮降低了奥氏体形成温度,所以工件可在较低温度下共渗,不仅可以直接淬火,而且不易过热,变性也小。
(1)高温碳氮共渗(820-920℃):以渗碳为主,气氛中有了一定的氮时碳的渗入速度比相同的温度下单渗碳的速度高。
(3)碳氮共渗可分为:(2)低温碳氮共渗(520-580℃):又称软氮化,以渗氮为主。
热处理工艺的分类 金属热处理工艺大体可分为整体热处理、表面热处理和化学热处理三大类。根据加热介质、加热温度和冷却方法的不同,每一大类又可区分为若干不同的热处理工艺。同一种金属采用不同的热处理工艺,可获得不同的组织,从而具有不同的性能。钢铁是工业上应用最广的金属,而且钢铁显微组织也最为复杂,因此钢铁热处理工艺种类繁多。 整体热处理是对工件整体加热,然后以适当的速度冷却,获得需要的金相组织,以改变其整体力学性能的金属热处理工艺。钢铁整体热处理大致有退火、正火、淬火和回火四种基本工艺。
整体热处理工艺的手段 退火是将工件加热到适当温度,根据材料和工件尺寸采用不同的保温时间,然后进行缓慢冷却,目的是使金属内部组织达到或接近平衡状态,获得良好的工艺性能和使用性能,或者为进一步淬火作组织准备. 正火是将工件加热到适宜的温度后在空气中冷却,正火的效果同退火相似,只是得到的组织更细,常用于改善材料的切削性能,也有时用于对一些要求不高的零件作为最终热处理。 淬火是将工件加热保温后,在水、油或其它无机盐、有机水溶液等淬冷介质中快速冷却.淬火后钢件变硬,但同时变脆。 为了降低钢件的脆性,将淬火后的钢件在高于室温而低于650℃的某一适当温度进行长时间的保温,再进行冷却,这种工艺称为回火。 退火、正火、淬火、回火是整体热处理中的“四把火”,其中的淬火与回火关系密切,常常配合使用,缺一不可. “四把火”随着加热温度和冷却方式的不同,又演变出不同的热处理工艺.为了获得一定的强度和韧性,把淬火和高温回火结合起来的工艺,称为调质。某些合金淬火形成过饱和固溶体后,将其置于室温或稍高的适当温度下保持较长时间,以提高合金的硬度、强度或电性磁性等.这样的热处理工艺称为时效处理。 把压力加工形变与热处理有效而紧密地结合起来进行,使工件获得很好的强度、韧性配合的方法称为形变热处理;在负压气氛或真空中进行的热处理称为真空热处理,它不仅能使工件不氧化,不脱碳,保持处理后工件表面光洁,提高工件的性能,还可以通入渗剂进行化学热处理。 表面热处理是只加热工件表层,以改变其表层力学性能的金属热处理工艺。为了只加热工件表层而不使过多的热量传入工件内部,使用的热源须具有高的能量密度,即在单位面积的工件上给予较大的热能,使工件表层或局部能短时或瞬时达到高温。表面热处理的主要方法有火焰淬火和感应加热热处理,常用的热源有氧乙炔或氧丙烷等火焰、感应电流、激光和电子束等. 化学热处理是通过改变工件表层化学成分、组织和性能的金属热处理工艺。化学热处理与表面热处理不同之处是后者改变了工件表层的化学成分。化学热处理是将工件放在含碳、氮或其它合金元素的介质(气体、液体、固体)中加热,保温较长时间,从而使工件表层渗入碳、氮、硼和铬等元素。渗入元素后,有时还要进行其它热处理工艺如淬火及回火.化学热处理的主要方法有渗碳、渗氮、渗金属。 热处理是机械零件和工模具制造过程中的重要工序之一。大体来说,它可以保证和提高工件的各种性能 ,如耐磨、耐腐蚀等。还可以改善毛坯的组织和应力状态,以利于进行各种冷、热加工。 例如白口铸铁经过长时间退火处理可以获得可锻铸铁,提高塑性 ;齿轮采用正确的热处理工艺,使用寿命可以比不经热处理的齿轮成倍或几十倍地提高;另外,价廉的碳钢通过渗入某些合金元素就具有某些价昂的合金钢性能,可以代替某些耐热钢、不锈钢;工模具则几乎全部需要经过热处理方可使用.