预湿上浆工艺的应用
- 格式:pdf
- 大小:285.15 KB
- 文档页数:4
预湿上浆一预湿上浆原理预湿上浆就是在纱线进入浆槽上浆前先用高温水对纱线进行预湿处理的上浆方法。
用高温水对纱线进行预湿处理的目的在于洗掉纱线表面的棉蜡"糖衣"胶质等杂物,降低纱线上浆时与浆液接触的表面能,使纱线进入浆槽后,能以更快的速度吸浆并利于浆液的良好渗透,使浆纱机的速度得到提高。
同时#经过高压榨力的挤压,将纱线中的大部分水分和空气挤出,改善纱体中的水分分布,可使上浆均匀。
同时由于纱线进入浆槽时已经含有一定量的水分,纱线吸浆减少,使上浆率在保证纱线良好的贴伏毛羽"纤维间的抱合加强的情况下有所降低,节约浆料,降低浆纱成本。
预湿上浆的预湿过程相当于股线织物的过水过程,所不同的是股线只需经过过水,预湿上浆是在过水后还需上浆。
预湿上浆的预湿水温视纤维的品种而异,对于棉纱等天然纤维纱可以是l00C,但对于化纤纱线,水温应降低。
槽中一般不需要添加剂,必要时添加少量的表面活性剂来加速渗透,也可以添加弱碱如碳酸钠等。
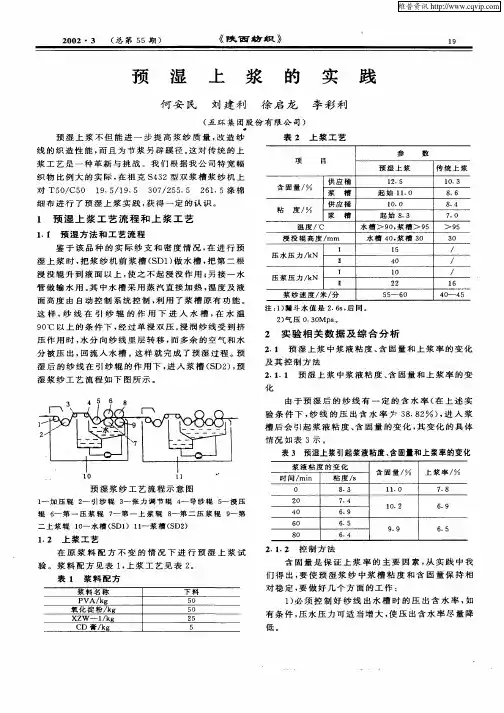
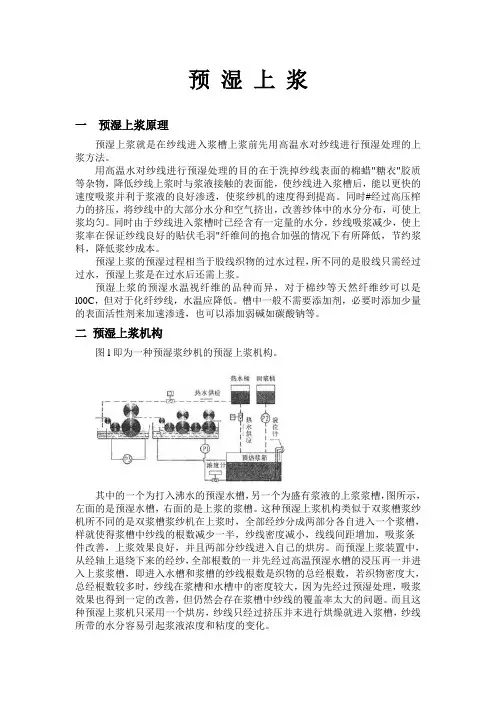
二预湿上浆机构图l即为一种预湿浆纱机的预湿上浆机构。
其中的一个为打入沸水的预湿水槽,另一个为盛有浆液的上浆浆槽,图所示,左面的是预湿水槽,右面的是上浆的浆槽。
这种预湿上浆机构类似于双浆槽浆纱机所不同的是双浆槽浆纱机在上浆时,全部经纱分成两部分各自进入一个浆槽,样就使得浆槽中纱线的根数减少一半,纱线密度减小,线线间距增加,吸浆条件改善,上浆效果良好,并且两部分纱线进入自己的烘房。
而预湿上浆装置中,从经轴上退绕下来的经纱,全部根数的一并先经过高温预湿水槽的浸压再一并进入上浆浆槽,即进入水槽和浆槽的纱线根数是织物的总经根数,若织物密度大,总经根数较多时,纱线在浆槽和水槽中的密度较大,因为先经过预湿处理,吸浆效果也得到一定的改善,但仍然会存在浆槽中纱线的覆盖率太大的问题。
而且这种预湿上浆机只采用一个烘房,纱线只经过挤压并末进行烘燥就进入浆槽,纱线所带的水分容易引起浆液浓度和粘度的变化。
《现代纺织上浆》上浆工艺的现状和发展--------------------------------------------------------------------------------一、经纱上浆目的的演变:在纺织厂生产中,除了一些股线、强捻丝及某些类型的变型丝(如网络丝)外,大多数经纱在织造之前都必需经过上浆。
这个织前准备工序称为《经纱上浆》。
经纱上浆的根本目的是提高经纱的《可织性》,使其在织造时能承受织机上强烈的机械作用。
但在具体实现提高《可织性》的内涵上,近代在总结生产实践和深入科学研究的基础上,有了新的进展和更深的分析。
A、上浆目的的《传统说法》在上世纪70年代以前,无论在纺织厂的工艺设计中或大专院校的专业教说书中都认为经纱上浆目的有三:①增强②保伸③耐磨因此,那时鉴别上浆效果和浆纱质量的指标是:浆纱机上《三个率》(上浆率、回潮率和伸长率)和浆纱质量《二个率》(增强率和减伸率)。
致使每个纺织厂的浆纱车间,要对每个织轴从浆纱机上落轴后,迅速称重估算它的"加重"上浆率;每台浆纱机上都装了"回潮率"显示仪;定时用夹纸条方式掌握纱线伸长率。
试验室必需定期取原纱和浆纱的试样,在单纱强力仪上测试它的增强率和减伸率。
但经常发现"增强率"和"减伸率"这两个指标与织机生产实际不一致。
从表1的生产实际结果分析,经纱的织造效果(经纱断头率)有明显差别的三组浆纱,而它们的浆纱增强率与减伸率区分不出有什么显著差异。
表1 涤/棉(65/35)细布(9672)的浆纱比较浆液增强率(%)减伸率(%)断经(根/台时)12.97 27.17 0.23PV A为主体混合浆11.09 34.44 0.1619.75 27.16 0.11又从表2的分析对比可见:4040府绸在有梭布机(1511型)上织造时,经纱在织机处所受的最大张力值,远低于14.5tex(40英支)纱的断裂强度(只有它的20%左右);经纱在织机上正常制织时,所受的最大伸长率是0.65%,也远低于经纱断裂伸长(7%~8%)。
摘要:本讲座讲授浆料与浆纱的热点问题,探讨浆料和浆纱技术最近的发展趋势,重点介绍六点内容,包括:高压上浆与“两高一低”上浆工艺、预湿上浆技术、绿色浆料、少用或不用PVA问题、水分散性聚酯浆料、以及浆料的回收与再利用问题,以利于浆料与浆纱的学术研究,方便对浆料的选择,方便浆纱工艺参数的确定,提高浆纱质量。
众所周知,人类永远离不开穿衣和纺织品,因此永远需要纺织工业,纺织产业绝对是一个“永恒产业”。
纺织工业又是一个劳动密集型的制造业。
在我国,它在拉动内需、出口创汇、扩大就业和促进城镇繁荣等方面,具有不可替代的作用。
当今的中国只是一个“纺织大国”,但还不是一个“纺织强国”。
与国际先进水平相比,我们在许多领域仍有着较大的差距。
当前,我国纺织行业的最大任务是创新和提高。
浆纱质量与经纱断头率、织造效率和产品质量密切相关。
浆料是浆纱生产的原料,浆料的质量在很大程度上决定了浆纱质量。
浆料的研究与使用涉及纺织科学、高分子科学、材料科学、化学等多种学科领域,具有知识、技术密集和交叉学科的特点,也是纺织学科的一个重要领域。
一、高压上浆与“两高一低”上浆工艺“两高一低”是指在上浆生产过程中,配制较高浓度和较低粘度的浆液,采用较高的压浆力,通过高压压浆辊的挤压作用,增大渗透进入经纱内部的浆液量,改善纤维之间相互粘接程度,提高浆纱的增强率;高的压浆力有助于克服经纱毛羽的自身刚性,增强对毛羽的帖服作用,减少毛羽。
高压上浆的压出回潮率低,减轻了烘筒的负荷,从而节约了能源,提高了浆纱机的速度。
1. 优势与效果2. 工艺参数的量化原则[1](1)高压是否属于高压上浆,要看压浆力的大小和实施高压后的效果。
压浆力:高压上浆的压浆力范围为:20-40kN。
高压上浆的额定压浆力为40kN,额定速度为100m/min。
然而,世界上目前浆纱机的车速大多低于100m/min,已有的研究结果表明,在车速低于额定速度时,以较低的压浆力可以达到高压高速时的上浆效果。