10-过程巡检记录表
- 格式:doc
- 大小:89.00 KB
- 文档页数:1
6、不需用锡膏应收集好放回冰箱并做好相应记录,下次使用只能使用余下有效期。
锔板
1、是否按文件规定对部份板进行锔板,温度(110-130度)时间(115-125分钟)叠放高度
(不超过10mm)是否符合要求。
2、锔板过程中上面是否用铁板压着,下面是否用铁板垫平。
3、锔好的PCB在拉上停留超过24小时,是否重新锔板。
E
S
D
1、接触PCB半成品等ESD敏感的元件必须配带有绳静电环;移动人员接触需有相应防静电措施。
2、产品堆放需做好防静电措施,摆放必须整齐规范,防静电架堆放高度不能超过2层
3、静电皮、静电环、电烙铁及其它生产、检测设备均需接地。
状态
1、工作台面不能放与本工位无关或不同状态的产品、物料。
2、好料与坏料分开不可混料,坏料放于不合格区并有标识。
后两块样板,并做好标记,(A班做大写“A”,B班做大写“B”)
7、送检包装胶箱内外四边必须干净。无不良标签,且有唯一的状态标识。
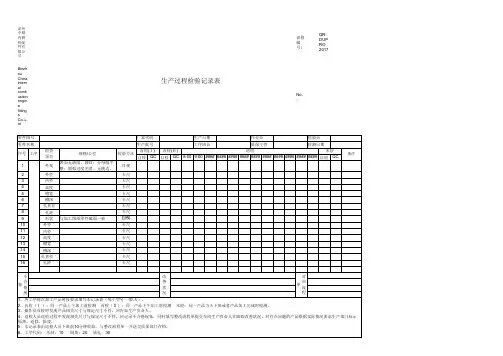
备注:①巡检结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;②本表单保留一年。
巡检结果描述:
巡检员:生产确认:PP-711-2-01A0
3、不良超标生产是否在10分钟内通知工程并记录,工程是否在1小时以内进行分析处理并有临时处理措施记录。措施是否有效。
4、同一产品连续两次不良超标,未找到处理措施时,巡检有权要求停止生产。
5、每班指定一个维修可以更换贴片元件,并做好标识,交给QC确认。(A班标识a,B班标识b)
6、无丝印的贴片电容不许手工贴片,一人手工贴片最多不超过两种物料。且工程提供炉前和炉
3、在室温下解冻4-8小时,开盖后有效期12小时。(未够解冻时间就使用,会造成锡珠或红
胶出现拉丝现象)
4、使用前须搅拌5分钟,并开一瓶分多拉使用。(使用前搅拌时间不够,粘度不均,会使
印锡效果差及炉后工艺不良)
5、印(红胶)锡之PCB未过炉前不得在拉上停留超过10分钟。In Process Quality Control Check List (SMT)。
3、所有产品、物料状态要标识清楚、正确。(包括每种机型的QC标记,一样要落实到位)
4、不同型号产品、外型相同产品不能在同一工位检查和测试、包装。
记录
1、QC位报表是否如实记录测试、检查的不良品。要求检查一块做一次报表。
2、维修工位报表是否如实记录,要求每修一块做一次报表。
3、生产线所有报表相关记录和报表是否按时完成。(重点上料记录表和SMT生产管理表)
Байду номын сангаас6、中途换料调机须经生产、QA先后顺序确认并做相应记录。
7、贴片后的板须经过目检(检查漏贴、错贴、移位等)OK后过炉。
8、按回流炉作业指导书设置炉温参数。
9、过炉时板与板之间距离2CM以上,双面板应走调节好轨道。
其它
1、烙铁温度控制在相应要求内(320-380℃),并按要求保养。
2、环境温度、湿度是否控制在相应范围内。(温度18-26度,相对湿度40-80%)
日期:机型:线别:过程巡检记录表第页,共页
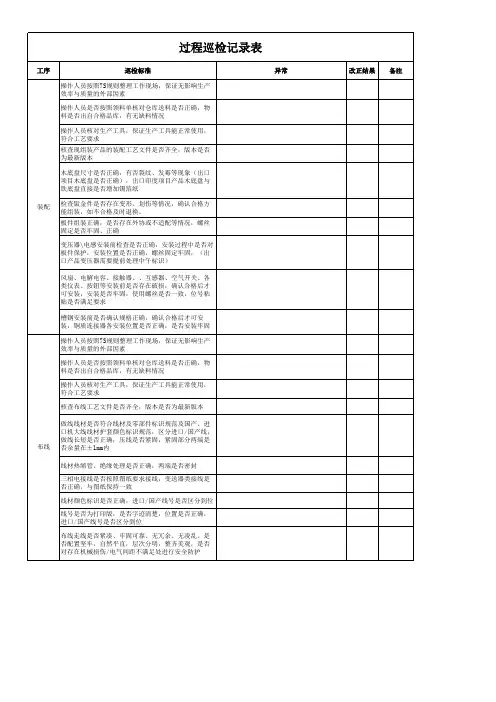
类别
巡检项目
时间
责任
组别
确认人
签名
改善
情况
文件
1、每个工位需有合格的工艺文件,文件须张挂并按工艺文件要求操作。(正式文件要有受控印
章,且是最新版本;临时作业指导书要有工程师签名)
2、操作员使用工具,仪器参数,物料及操作步骤是否与工艺文件相符。
3、产品包装是否按工艺文件或客户要求包装产品。
4、锡膏、红胶管制记录是否符合要求。
5、锔板的进出炉时间是否准确记录。(漏做和做假记录)
操作规则
锡膏红胶管制
1、锡膏、红胶须存贮在2℃-10℃的冰箱内。(冰箱温度超标,易造成锡膏、红胶变质)。
2、取出时须记录管制标签,注明编号、出柜时间及有效期。(使用控制记录漏或错,则不
能有效控制使用期限,不能保证炉后效果)
1、按触PCB须戴有手套、手指套;且轻拿轻放,不可推放,摔板、叠板。
2、检查印锡、胶效果(不应有连锡、少锡、偏位、少胶、溢胶等现象)。
3、每两小时每机型每条线由QA核对一次摆位图。
4、安装FEEDER应按相应FEED LIST,核对OK后通知QA对料。
5、生产检查后送首件,经QA确认OK后的印膏板才可过炉。
锔板
1、是否按文件规定对部份板进行锔板,温度(110-130度)时间(115-125分钟)叠放高度
(不超过10mm)是否符合要求。
2、锔板过程中上面是否用铁板压着,下面是否用铁板垫平。
3、锔好的PCB在拉上停留超过24小时,是否重新锔板。
E
S
D
1、接触PCB半成品等ESD敏感的元件必须配带有绳静电环;移动人员接触需有相应防静电措施。
2、产品堆放需做好防静电措施,摆放必须整齐规范,防静电架堆放高度不能超过2层
3、静电皮、静电环、电烙铁及其它生产、检测设备均需接地。
状态
1、工作台面不能放与本工位无关或不同状态的产品、物料。
2、好料与坏料分开不可混料,坏料放于不合格区并有标识。
后两块样板,并做好标记,(A班做大写“A”,B班做大写“B”)
7、送检包装胶箱内外四边必须干净。无不良标签,且有唯一的状态标识。
备注:①巡检结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;②本表单保留一年。
巡检结果描述:
巡检员:生产确认:PP-711-2-01A0
3、不良超标生产是否在10分钟内通知工程并记录,工程是否在1小时以内进行分析处理并有临时处理措施记录。措施是否有效。
4、同一产品连续两次不良超标,未找到处理措施时,巡检有权要求停止生产。
5、每班指定一个维修可以更换贴片元件,并做好标识,交给QC确认。(A班标识a,B班标识b)
6、无丝印的贴片电容不许手工贴片,一人手工贴片最多不超过两种物料。且工程提供炉前和炉
3、在室温下解冻4-8小时,开盖后有效期12小时。(未够解冻时间就使用,会造成锡珠或红
胶出现拉丝现象)
4、使用前须搅拌5分钟,并开一瓶分多拉使用。(使用前搅拌时间不够,粘度不均,会使
印锡效果差及炉后工艺不良)
5、印(红胶)锡之PCB未过炉前不得在拉上停留超过10分钟。In Process Quality Control Check List (SMT)。
3、所有产品、物料状态要标识清楚、正确。(包括每种机型的QC标记,一样要落实到位)
4、不同型号产品、外型相同产品不能在同一工位检查和测试、包装。
记录
1、QC位报表是否如实记录测试、检查的不良品。要求检查一块做一次报表。
2、维修工位报表是否如实记录,要求每修一块做一次报表。
3、生产线所有报表相关记录和报表是否按时完成。(重点上料记录表和SMT生产管理表)
Байду номын сангаас6、中途换料调机须经生产、QA先后顺序确认并做相应记录。
7、贴片后的板须经过目检(检查漏贴、错贴、移位等)OK后过炉。
8、按回流炉作业指导书设置炉温参数。
9、过炉时板与板之间距离2CM以上,双面板应走调节好轨道。
其它
1、烙铁温度控制在相应要求内(320-380℃),并按要求保养。
2、环境温度、湿度是否控制在相应范围内。(温度18-26度,相对湿度40-80%)
日期:机型:线别:过程巡检记录表第页,共页
类别
巡检项目
时间
责任
组别
确认人
签名
改善
情况
文件
1、每个工位需有合格的工艺文件,文件须张挂并按工艺文件要求操作。(正式文件要有受控印
章,且是最新版本;临时作业指导书要有工程师签名)
2、操作员使用工具,仪器参数,物料及操作步骤是否与工艺文件相符。
3、产品包装是否按工艺文件或客户要求包装产品。
4、锡膏、红胶管制记录是否符合要求。
5、锔板的进出炉时间是否准确记录。(漏做和做假记录)
操作规则
锡膏红胶管制
1、锡膏、红胶须存贮在2℃-10℃的冰箱内。(冰箱温度超标,易造成锡膏、红胶变质)。
2、取出时须记录管制标签,注明编号、出柜时间及有效期。(使用控制记录漏或错,则不
能有效控制使用期限,不能保证炉后效果)
1、按触PCB须戴有手套、手指套;且轻拿轻放,不可推放,摔板、叠板。
2、检查印锡、胶效果(不应有连锡、少锡、偏位、少胶、溢胶等现象)。
3、每两小时每机型每条线由QA核对一次摆位图。
4、安装FEEDER应按相应FEED LIST,核对OK后通知QA对料。
5、生产检查后送首件,经QA确认OK后的印膏板才可过炉。