数控系统圆弧数据采样插补算法重点
- 格式:doc
- 大小:90.00 KB
- 文档页数:2




CNC 系统数据采样插补的新算法New algorithm methods of data sampling interpolation for CNC system陈东海1,牛景丽2,刘进钱1CHEN Dong-hai1, NIU Jing-li2, LIU Jin-qian1(1. 河南理工大学 机械与动力工程学院,焦作 454003 ;2. 河南工程技术学校,焦作 454000)摘 要:插补是CNC系统中重要的功能模块,插补算法的优劣直接影响着加工速度和精度。
本文论述了直线和圆弧的数据采样法的基本原理插补算法及终点判别方法。
利用圆的参数方程 ,提出了一种先计算插补点再计算进给量的新算法。
最后利用LabVIEW软件进行了插补仿真,结果表明此方法大大提高了插补的精度和速度。
关键词:数控系统;数控采样插补;终点判别;圆弧插补中图分类号:TG65 文献标识码:A 文章编号:1009-0134(2009)09-0195-040 引言插补是机床数控系统依据一定方法控制执行部件运动、进而产生零件廓型的过程。
其实质就是根据给定的进给速度和轮廓线形要求,在已知数据点之间插入一系列中间点,完成所谓的数据“密化”工作。
插补计算的任务是根据编程的进给速度F,和终点坐标值Xe、Ye计算出 Ts时间中各坐标的位移量。
这一任务由插补计算软件和伺服控制软件共同实现。
插补计算的速度和精度直接影响数控系统的性能指标。
本文就直线和圆弧的数据采样插补算法进行探讨,并提出了一种新的圆弧插补算法。
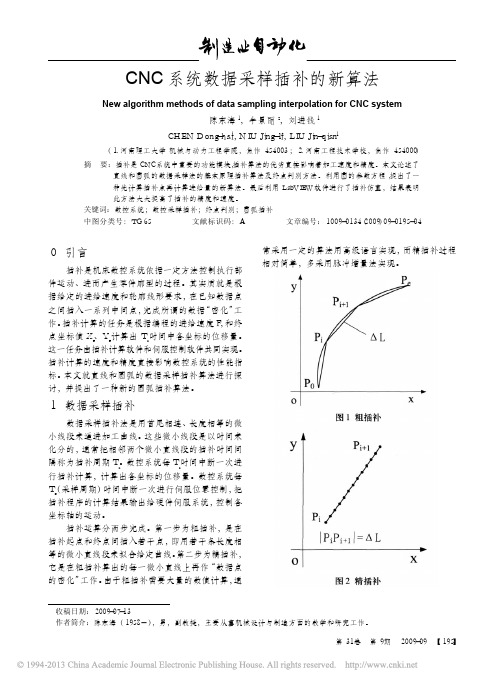
1 数据采样插补数据采样插补法是用首尾相连、长度相等的微小线段来逼进加工曲线。
这些微小线段是以时间来化分的,通常把相邻两个微小直线段的插补时间间隔称为插补周期Ts。
数控系统每Ts时间中断一次进行插补计算,计算出各坐标的位移量。
数控系统每Tc(采样周期)时间中断一次进行伺服位置控制,把插补程序的计算结果输出给硬件伺服系统,控制各坐标轴的运动。

数控技术第3章插补原理插补原理第三章插补原理插补原理§3.1一、基本概念概述插补(Interpolation):数控系统根据给定的进给速度和轮廓线形基本数据(直线起点、终点坐标,圆弧圆心、起点、终点坐标),在轮廓的已知点之间,运用一定的算法,形成一系列中间点坐标数据,从而自动的对各坐标轴进行脉冲分配,完成整个线段的轨迹分析,以满足加工精度的要求。
插补原理插补是数控系统最重要的功能;插补实际是数据密集化的过程;插补必须是实时的;插补运算速度直接影响系统的控制速度;插补计算精度影响到整个数控系统的精度。
插补器按数学模型分类,可分为一次插补器、二次插补器及高次曲线插补器;根据插补所采用的原理和计算方法不同,分为软件插补和硬件插补。
目前大多采用软件插补或软硬件结合插补。
根据插补原理可分为:脉冲增量插补和数字采样插补。
插补原理脉冲当量:每一个脉冲使执行件按指令要求方向移动的直线距离,称为脉冲当量,用δ表示。
一般0.01mm~0.001mm。
脉冲当量越小,则机床精度越高yA(xe,ye)ox插补原理二、插补方法分类 1.脉冲增量插补每次插补结束,在一个轴上仅产生单个的行程增量,以一个脉冲的方式输出给步进电动机,实现一个脉冲当量的位移。
进给速度与插补速度相关。
插补的实现方法简单,通常只用加法和移位即可完成插补,易用硬件实现,且运算速度快。
适用于以步进电动机为驱动装�Z的开环数控系统。
按插补运算方法,可分为逐点比较法和数字积分法等。
插补原理2.数字增量插补数控装�Z产生的是数字量,而不是单个脉冲。
插补程序以一定的周期定时进行,在每个周期内根据进给速度计算出坐标轴在下一个插补周期内的位移增量。
分为粗插补(用若干条微小直线段来逼近给定曲线)和精插补(在每一条微小直线段上进行数据的密化工作)。
插补运算速度与进给速度无严格的关系,可获得较高的进给速度插补算法复杂,对计算机有较高要求。
适用于以直流或交流伺服电动机为驱动的闭环或半闭环位�Z采样控制系统常用的数字增量插补有时间分割法和扩展数字积分法插补原理三、评价插补算法的指标稳定性指标:插补运算实际是一种叠代运算。