定子铁心外压装工艺守则
- 格式:doc
- 大小:24.50 KB
- 文档页数:2
( 操作规程 )单位:_________________________姓名:_________________________日期:_________________________精品文档 / Word文档 / 文字可改压装工安全操作规程(新版)Safety operating procedures refer to documents describing all aspects of work steps and operating procedures that comply with production safety laws and regulations.压装工安全操作规程(新版)1.使用压力机注意事项:(1)检查电器,机械系统及液压系统是否正常;(2)所压工件要放稳放准,不得偏斜,应压在中心,严禁用生铁或脆性材料作垫铁;(3)开动压床时,头、手不准伸到滑块和工件之中。
多人操作要密切配合,由一人指挥;(4)压力机不应超负荷使用,不用时应使模具落靠;(5)压力机械地脚必须安装牢固。
液压件的连接部分必须牢固,无泄漏。
2.使用手砂轮、手电钻时,要严守砂轮和手电钻安全操作规程。
3.使用手锤和大锤要有金属倒楔和坚实的手把。
打锤时不准戴手套,注意前后是否有人。
4.使用手持照明灯必须用安全电压36伏以下。
5.定子铁芯压装操作注意事项:(1)吊放机座时不准边放边调整方箱与垫铁;(2)中心柱必须用螺钉紧固在平台上,用后支臂必须升起;(3)大型定子铁芯装压和叠片时,机座内必须安设平台或用方箱、木板垫牢;(4)禁止底环与端环上放置和传递工具,零部件和矽钢片等。
严禁在端环上行走;(5)上下大型座用的梯子必须牢固地绑捆或焊在机座上;(6)不准用吊车吊着拉刀修正槽口;(7)把合与拆卸分瓣机座时,必须站在牢甲工作架上进行,禁止上下交叉作业;(8)槽样棒必须牢固地放在槽内,以防滑落。
6.转子铁芯压装操作注意事项:(1)叠片前电机轴或假轴必须放在牢固的支架上。
发电机定子铁芯叠装工艺介绍在发电机的制造过程中,定子铁芯的叠装工艺是一项至关重要的环节。
定子铁芯不仅是电机磁路的重要组成部分,还对电机的性能、效率和运行稳定性有着直接的影响。
下面,让我们详细了解一下发电机定子铁芯叠装工艺。
定子铁芯通常由薄片状的硅钢片叠装而成。
硅钢片具有良好的导磁性和低损耗特性,能够有效地减少铁芯中的磁滞损耗和涡流损耗,提高电机的效率。
在叠装前,需要对硅钢片进行预处理,包括去毛刺、清洗和绝缘处理等。
去毛刺是为了防止在叠装过程中刮伤硅钢片,影响铁芯的质量;清洗则是去除表面的油污和杂质,保证硅钢片之间的良好接触;绝缘处理则是在硅钢片表面涂上一层绝缘漆或绝缘膜,以减少涡流损耗。
叠装过程一般在专用的工装夹具上进行。
首先,将第一片硅钢片放置在工装夹具的指定位置上,并确保其位置准确无误。
然后,依次将后续的硅钢片按照一定的顺序和方向叠放上去。
在叠放过程中,需要注意保持硅钢片的对齐和紧密接触,避免出现缝隙和错位。
为了保证叠装的精度和质量,通常会使用一些辅助工具,如定位销、压紧装置等。
在叠装一定数量的硅钢片后,需要进行压紧处理。
压紧的目的是使硅钢片之间紧密结合,减少松动和振动,提高铁芯的机械强度和稳定性。
压紧装置可以采用液压、机械或气动等方式,根据实际情况选择合适的压紧力和压紧方式。
压紧完成后,需要对铁芯进行初步的整形和修整,去除多余的部分,使铁芯的外形尺寸符合设计要求。
接下来是铁芯的焊接或铆接工艺。
焊接可以采用电焊、氩弧焊等方式,将硅钢片之间的连接部位焊接牢固;铆接则是通过铆钉将硅钢片连接在一起。
无论是焊接还是铆接,都需要保证连接的强度和可靠性,同时要避免对铁芯的性能产生不良影响。
完成连接工艺后,需要对定子铁芯进行最后的检查和测试。
检查的内容包括铁芯的尺寸精度、外形平整度、硅钢片之间的连接质量等。
测试则主要包括铁芯的磁性能测试和绝缘性能测试等,以确保铁芯符合设计要求和相关标准。
在整个定子铁芯叠装工艺过程中,质量控制是非常重要的。
定子装配施工技术及安全措施批准:审查:校核:编写:一、工程概述 (1)二、本施工技术措施编写的依据及原则 (1)2.1编写的依据 (1)2.2编写的原则 (1)三、定子装配施工应具备的条件 (1)四、定子装配施工的准备工作 (2)五、定子装配措施 (2)5.1定子装配工艺流程 (2)5.2定子机座在安装间组装 (3)5.3定子在机坑组装..................................................................................... 错误!未定义书签。
5.4定子机座焊接......................................................................................... 错误!未定义书签。
5.5定位筋安装............................................................................................. 错误!未定义书签。
5.6大齿压板穿心螺杆孔加工..................................................................... 错误!未定义书签。
5.7下齿压板配创装焊................................................................................. 错误!未定义书签。
5.8喷漆......................................................................................................... 错误!未定义书签。
5.9下齿压板压指上电阻温度计安装......................................................... 错误!未定义书签。
达克曲克水电站机电安装工程合同编号:定子组装施工技术措施批准:审核:编制:中国水利水电第十工程局有限公司达克曲克水电站机电设备安装项目部二〇一五年三月一、工作内容定子组装工作主要包括定子机座组焊;定位筋安装调整、焊接;下压指调整、焊接;定子铁芯叠装、压紧;定子铁芯铁损试验;定子线棒安装及试验;定子整体调整及其它辅助设备安装等。
二、编制本指导书的依据为:1、《水轮发电机安装技术规范》GB/T8564-20032、《水轮发电机定子F级绝缘规范》3、《水轮发电机定子F级防晕规范》4、《水轮发电机组包装、运输、保管技术条件》JB/T8660-19975、该产品总装图、定子装配图及零件图三、现场应具备的条件:1、定子装配图、定子铁芯装配图、定子绕组接线图等定子各相关零、部件图。
2、水轮发电机随机文件。
3、定子零、部件出厂检验的相关记录。
4、设备发货清单。
四、发电机参数及定子零部件相关数据:1、发电机部分参数:型号:SF35-28/6400额定功率:35.86MW额定电压:10500V额定电流:2264.1A气隙:15mm绝缘等级:F级2、基本结构:定子机座采用分瓣结构,分为两瓣。
3、定子零部件相关数据:机座外径×高7600×2640机座重量33360kg铁芯重量(含机座)75900kg定子总重87660kg定子线圈数量8404、定子绕组数据:接法Y极数2P=28相数 3槽数420绕组节距1~14~31每极每相槽数q=5并联支路数a=2五、设备、工装、工具、量具、仪器、仪表六、定子组装现场场地要求1、定子组装在安装间或机坑内进行应能防风、防雨,并应充分保证组装场地的湿度、温度和足够的照明,环境温度不低于5℃,空气相对湿度不大于70%。
满足有关安装要求。
2、电源容量、压缩空气气压、水源清洁度及水压应符合现场施工要求。
起吊桥机应验收合格符合起吊要求。
3、定子现场组装设备应摆放整洁,应预留定子扇形片及其余零部件摆放的空间以及人员走动空间。
工艺与测试殆(&■铁心段外压装的定子铁心垂直度和旋转度控制丁辉上海电气电站设备有限公司发电机厂(200240)Control of Verticality and Rotation Degrees of the Stator Core Assembledby Means of External-stacking TechnologyDING HuiShanghai Electric Power Generation Equipment Co.,Ltd.Generator Plant摘要:以定子铁心压装全过程中的铁心垂直度和旋转度控制为要点,阐述了定子铁心采用铁心段外压装技术时影响铁心垂直度和旋转度偏差的因素,提出了相应的解决措施,有效提高了铁心压装质量并缩短了生产周期。
关键词:定子铁心铁心段夕卜压装垂直度旋转度中图分类号:TM311文献标识码:ADOI编码:10.3969/j.issn.l006-2807.2019.02.013 Abstract:Taking the control of the verticality and rotation degrees of the stator core in the whole process of the stator core stacking as key points,factors affecting the verticality and rotation deviation of the stator core assembled by means of external stacking technology are stated,while the corresponding measures are put forward to ensure the quality of core stacking and shorten the production cycle.Keywords:stator core core section external stacking verticality degree rotation degree大型发电机定子铁心压装的主要特点是:体型庞大、组装零部件多、工艺环节复杂、加压压力大和压装制造周期长。
Y3系列三相异步电动机工艺文件上海电器科学研究所2003年02月工艺文件目录1.1. 0AGT.930.005 冷轧无取向磁性钢带(片)验收规范1.2. 0AGT.660/662.001 定转子冲片冲压工艺守则1.3. 8AGT.660.631NG 定子冲片检验规范1.4. 8AGT.662.631NG 转子冲片检验规范1.5. 0AGT.956.005 定子铁心外压装工艺守则1.6. 5AGT.663.593NG 定子铁心检验规范1.7. 0AGT.910.012 转子铁心压铸铸铝工艺守则1.8. 0AGT.910.013 转子铁心离心铸铝工艺守则1.9. 0AGT.549.003 铸铝转子铁心技术条件2.1. 0AGT.615.009 定子绕组绝缘(F级)规范2.2. 0AGT.955.010 定子线圈绕线工艺守则2.3. 0AGT.955.011 定子散嵌绕组嵌线工艺守则2.4. 0AGT.926.007 F级绝缘浸漆工艺守则3.1. 0AGT.540.004 铸件技术条件3.2. 0AGT.540.005 铸件表面质量技术条件3.3. 0AGT.610.018 铸件加工余量与铸件尺寸公差3.4. 0AGT.610.019 铝合金压铸件加工余量与尺寸公差3.5. 0AGT.910.014 铝合金压铸件压铸工艺守则4.1. 0AGT.548.007 转子平衡技术条件4.2. 0AGT.548.008 工程塑料风扇平衡技术条件4.3. 0AGT.919.007 滚动轴承清洗工艺守则4.4. 0AGT.546.003 轴承清洗及安装技术条件4.5. 0AGT.410.001 电机装配工艺守则5.1. 0AGT.541.003 引出线冷压端头技术条件5.2. 0AGT.545.003 油漆涂饰技术条件冷轧无取向磁性钢带(片)验收规范0AGT.930.005编制赵炘华审核黄坚审定陈伟华上海电器科学研究院2003年2月冷轧无取向磁性钢带(片)验收规范1 适用范围本验收规范适用于Y3系列电机用冷轧无取向磁性钢带(片)。
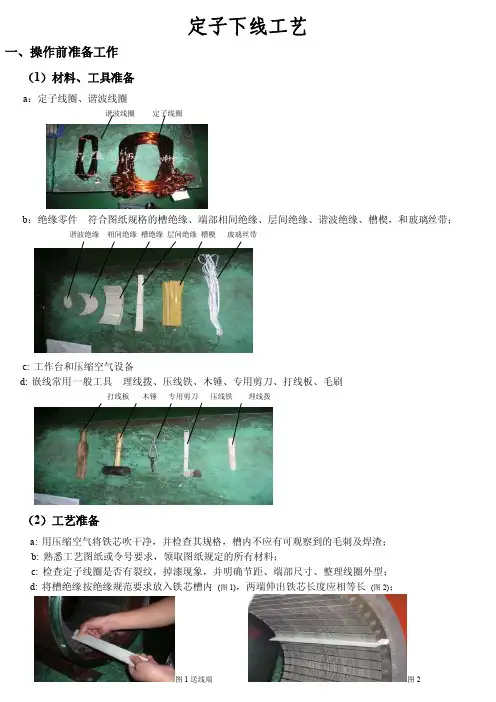
定子下线工艺一、操作前准备工作(1)材料、工具准备a:定子线圈、谐波线圈谐波线圈定子线圈b:绝缘零件符合图纸规格的槽绝缘、端部相间绝缘、层间绝缘、谐波绝缘、槽楔,和玻璃丝带;谐波绝缘相间绝缘槽绝缘层间绝缘槽楔玻璃丝带c: 工作台和压缩空气设备d: 嵌线常用一般工具理线拨、压线铁、木锤、专用剪刀、打线板、毛刷打线板木锤专用剪刀压线铁理线拨(2)工艺准备a: 用压缩空气将铁芯吹干净,并检查其规格,槽内不应有可观察到的毛刺及焊渣;b: 熟悉工艺图纸或令号要求,领取图纸规定的所有材料;c: 检查定子线圈是否有裂纹,掉漆现象,并明确节距、端部尺寸、整理线圈外型;d: 将槽绝缘按绝缘规范要求放入铁芯槽内(图1),两端伸出铁芯长度应相等长(图2);图1送线端图2二、技术安全与注意事项:a:嵌线中不得用铁制工具直接与导线接触;b:嵌线中不允许有导线绝缘损伤及槽底绝缘破裂现象,否则必须重新调换;c:如系内压装定子铁芯结构,嵌线时出线端应靠滑环端,引出线位置、角度必须离出线盒最近处,出线头必须放入铁芯内,以免压断;d:嵌线中端部整型不得过分用力以免损伤绝缘;e:堆放及搬运过程中不得损伤线圈绝缘,堆放高度不应超过二层;f:工作场地应保持整洁干燥;g:工件搬运中应遵守有关的安全规程。
三、嵌线过程1. 第一联绕组1.1 送线端将第一联第一把线圈底把扎线向前移至端部中间(图3—图4),用右手理齐导线;图3图41.2 送线端将底把直线边由内向外,由上向下翻扭一个适当的角度,以保持端部导线整齐为限,然后左手托住下部,用右手将直线上部5厘米处捻扁,嵌线端用手分开槽绝缘,送线端将线圈逐步送入槽内(图5),边送边用大拇指和食指将导线一一理进槽内,嵌线端同时用右手轻轻托住线圈端部(图6),使其导线不会滑出槽绝缘外,再用理线拔顺着送线方向将未入槽线圈带入槽内(图7);图5送线端图6 图71.3 注意使导线保持整齐,两边伸出铁芯端相等,然后将上层边推至节距处,轻压端部(图8);图81.4嵌线端放层间绝缘,每嵌完一槽或60°相绕组后,嵌线端用右手将层间绝缘纸折成拱形,送入槽内(图9-图10);图9图101.5同上一样把其余线圈送入槽内,两端再用漆管将上层线固定在机座上(图11),再用木棰和打线板整形(图12),使其不影响其它绕组送线为准;图11图122.第二联绕组2.1 同前操作,按图纸规定结构分布,嵌完第二相线圈下层线;2.2 按图纸规定节距,用压线铁将两端嵌双层槽槽口压平;使其不会造成相间短路现象(如图13-图14);图13图14 3.第三联绕组3.1 送线端第三联第一把下层线按步骤1.1-步骤1.5操作完后,嵌线端将上层线解开扎线,将上层导线拉至规定槽口,并轻压端部(图15),把直线边由内向外理顺(图16),右手分开槽绝缘后,再把导线压在槽口,左手将线捻扁(图17),右手用理线拨成适当角度拨线入槽内(图18),注意槽内直线部分不能交叉,两端伸出铁芯部分相等长,且绝缘不能有损伤;图15图16图17图183.2嵌线同时,送线端应将层间绝缘塞入槽内。
中国水利水电第三工程局有限公司定子铁芯组装工艺和质量控制朱启旺/(中国水利水电第三工程局有限公司第二分局)【摘要】随着水电站大型发电机定子铁芯组装工艺要求越来越高,高效优质的施工生产技术已成为不二之选。
本文结合黄河大峡电站首台机定子铁芯组装的施工情况,对比其他类似工程项目的定子组装工艺质量情况进行分析总结,形成了一套成熟、完整的施工工艺指导书,并在第二台机得以应用完善。
【关键词】水电站定子组装质量1工程概况大峡电站发电机定子机座由4瓣组成,规格:¢13060(外)210750(内)x1585mm(高),上下共4层环板,从机座下端部往上端部数第1层环板内径为①11050mm、第2〜4层环板内径为¢11500mm,机座净高1515mm。
机组定子绕组为三相2支路“Y”形连接波绕组结构,共1020根线棒。
定子线棒采用空气冷却的冷却方式,嵌入前在两侧及底面包一层刷有室温硫化半导体硅橡胶腻子DECJ1501的槽衬以降低槽电位。
槽内采用槽底垫条(导电玻璃布)、层间垫条和楔下垫条,并利用波纹板和槽楔进行固定。
线棒端部采用端箍、层间端箍、斜边垫块及槽口垫块并利用绑绳进行端部固定。
定子线棒并头采用银铜焊接方式,并利用绝缘盒加灌注胶的方式对并头进行绝缘。
2定子组装施工质量控制2.1施工步序流程定子组装基础板清理-摆放定子支墩并调平T定子机座组合—组合缝焊接一测圆架调整T基础定位筋安装—等份定位筋安装T其余定位筋安装T定位筋焊接-下压指安装焊接-定子下部粘胶片叠装T沿圆周均匀塞入槽样棒T 定子扇形片叠装一》叠至500mm高进行首次预压—>叠至1000mm高进行再次预压t•最后一段叠片及粘胶片安装-上齿压板、穿心螺杆安装及最终压紧-整体测量铁芯内径、高度及波浪度、叠压系数-上齿压板焊接-铁芯磁化试验。
2.2工艺控制要点(1)定子机座焊接,各环板组合缝均采用焊接骑马板控制焊接变形,自中间而两端焊接,焊接前后全圆周分16个方位(组合缝位置另加4个测点)检测定子机座各环板内径,控制各环板内圆绝对内径的平均值与设计值的偏差控制在-2mm〜+2mm,同时下环板圆周波浪度控制在3mm以内。
定子操作工艺与质量要求:定子工艺步骤:绕线——接引线——包大头、包小头——线圈整形——卡线圈——打高压——浸漆1.绕线绕线时注意自己的手力,一个线圈不能一会紧一会松。
太紧:1。
线拉细,漆膜正常,温升可能不能通过2。
漆膜拉裂,引起匝间短路,浪费漆包线太松:1。
线松,槽满率高,无法正常生产2。
造成漆包线的浪费整机:功率有变化(特别是负载为风叶的电机)冷态电阻不能通过一边紧一边松:外观难看整机:碳刷工作后会一边长一边短电机功率不稳定当然这样说是比较夸张的,只是为了说明出现这种情况的原因。
2.接引线接引线时注意烧线,长度控制在尺寸范围内,漆层烧干净;漆层未烧干净将出现和虚焊类似情况,火花增加。
也会形成哑巴机。
焊接时牢固、可靠。
不然容易拉断,未浸漆修复还好,要是浸漆后拉断修复就比较麻烦了。
你们可能会有好的办法,要是我修复肯定这定子就完了。
套玻璃丝管在不影响线圈整形的情况下尽量采用稍微长点,确保焊接点全部包含在玻璃丝管内,不可见。
3.包大头包小头包大头包小头主要注意电气安全要求爬电距离不小于 2.5mm,这是个硬指标,否则,打耐压时,击穿的会有好多。
电气安全外观能看到的也在客户验货范围内主要的一点,因为显而易见。
4.线圈整形线圈整形模具的配套选用,不要冲击过猛,容易破坏漆包线引起匝间短路。
注意工装光洁度,粗糙的压头容易破坏青壳纸引起高压击穿。
5.嵌线嵌线注意点主要在整形的时候,敲打物最好采用较软的物体,比如说钳子手柄要带上胶带,用力适中,敲打太重容易引起漆包线变形,使得电流密度增加引起烧机;严重的直接打断漆包线。
6.打高压打高压参数,时间严格按照工艺规范来实行,不要漏掉就可以了。
这可关系到用户的人身安全。
同时也注意操作工自己的安全。
7.浸漆这是定子所有工序中最重要的一道,千万不能马虎,否则前面的那么多工序全都白做了,滴漆的作用有两个方面,主要作用是固定定子的漆包线,线不会松散、甩线,线与线之间相互摩擦。
第二个作用就是使电机定子的绝缘性能有所增加。
定子水套压装工艺流程英文回答:The process of stator water jacket assembly involves several steps to ensure a proper fit and seal. First, the stator core is prepared by cleaning and inspecting it for any defects. Then, the water jacket is placed over the stator core, ensuring that it aligns correctly with the cooling channels.To press fit the water jacket onto the stator core, hydraulic pressure is applied. This pressure helps to create a tight seal between the two components. The pressure is gradually increased until the water jacket is securely in place.During the assembly process, it is important to monitor the pressure and ensure that it is within the specified range. If the pressure is too low, the water jacket may not fit properly and could lead to leaks. On the other hand, ifthe pressure is too high, it could damage the stator core or the water jacket.Once the water jacket is pressed onto the stator core, it is checked for any leaks or defects. This is done by conducting a pressure test, where the water jacket isfilled with water and pressurized. Any leaks or defects can be identified by observing for any water leakage.After the assembly process is complete, the stator water jacket is ready for further testing and integration into the larger electrical machine. This assembly process is crucial in ensuring the efficient cooling of the stator core and preventing any water leakage that could damage the electrical components.中文回答:定子水套压装工艺流程涉及几个步骤,以确保良好的贴合和密封。
定子与壳体装配工艺一、引言定子与壳体是电机的重要组成部分,其装配工艺的质量直接影响电机的性能和可靠性。
本文将详细介绍定子与壳体的装配工艺,包括准备工作、装配方法、注意事项等方面的内容。
二、准备工作1. 材料准备:根据设计要求,准备好定子和壳体的材料。
定子一般由铁心、绕组等组成,壳体则由铸铁或铝合金等材料制成。
2. 工具准备:准备好装配所需的工具,如螺丝刀、扳手、钳子等。
确保工具的质量和尺寸适合装配工作。
3. 工作环境准备:确保装配工作场所干净整洁,没有杂物和灰尘。
避免灰尘和杂物进入定子和壳体内部,影响电机的正常运行。
三、装配方法1. 定子固定:首先将定子放置在壳体的合适位置,确保定子与壳体之间的间隙符合设计要求。
使用螺丝或其他固定件将定子牢固地固定在壳体上。
2. 绕组连接:根据设计要求,将定子的绕组与电机的其他部分连接起来。
这包括连接导线、焊接电缆、插接等步骤。
确保绕组的连接牢固可靠,避免接触不良或短路等问题。
3. 定子与壳体的配合:定子与壳体之间的配合要求紧密,以确保电机的运转稳定。
根据设计要求,在定子和壳体之间加入适当的垫片或填料,以保持合适的间隙。
使用专用工具或设备,如千分尺、游标卡尺等,检测定子与壳体之间的间隙是否符合要求。
4. 紧固件固定:定子与壳体装配完成后,需要对紧固件进行检查和固定。
确保螺丝、螺母等紧固件的质量良好,并使用正确的扭矩工具进行紧固。
避免过紧或过松,影响电机的正常工作。
四、注意事项1. 装配过程中要注意安全,避免发生意外事故。
使用工具时要注意正确使用方法,避免伤害自己和他人。
2. 定子和壳体的装配要符合设计要求和标准。
对于不同类型的电机,装配方法和要求可能有所不同,要根据具体情况进行调整。
3. 定期检查和保养定子和壳体的装配状态。
定期检查螺丝、紧固件等是否松动,是否需要重新固定。
定期清洁壳体内部,防止灰尘和杂物积累。
4. 在装配工艺中,要注意控制温度和湿度等环境因素。
定子操作工艺与质量要求:定子工艺步骤:绕线——接引线——包大头、包小头——线圈整形——卡线圈——打高压——浸漆1.绕线绕线时注意自己的手力,一个线圈不能一会紧一会松。
太紧:1。
线拉细,漆膜正常,温升可能不能通过2。
漆膜拉裂,引起匝间短路,浪费漆包线太松:1。
线松,槽满率高,无法正常生产2。
造成漆包线的浪费整机:功率有变化(特别是负载为风叶的电机)冷态电阻不能通过一边紧一边松:外观难看整机:碳刷工作后会一边长一边短电机功率不稳定当然这样说是比较夸张的,只是为了说明出现这种情况的原因。
2.接引线接引线时注意烧线,长度控制在尺寸范围内,漆层烧干净;漆层未烧干净将出现和虚焊类似情况,火花增加。
也会形成哑巴机。
焊接时牢固、可靠。
不然容易拉断,未浸漆修复还好,要是浸漆后拉断修复就比较麻烦了。
你们可能会有好的办法,要是我修复肯定这定子就完了。
套玻璃丝管在不影响线圈整形的情况下尽量采用稍微长点,确保焊接点全部包含在玻璃丝管内,不可见。
3.包大头包小头包大头包小头主要注意电气安全要求爬电距离不小于 2.5mm,这是个硬指标,否则,打耐压时,击穿的会有好多。
电气安全外观能看到的也在客户验货范围内主要的一点,因为显而易见。
4.线圈整形线圈整形模具的配套选用,不要冲击过猛,容易破坏漆包线引起匝间短路。
注意工装光洁度,粗糙的压头容易破坏青壳纸引起高压击穿。
5.嵌线嵌线注意点主要在整形的时候,敲打物最好采用较软的物体,比如说钳子手柄要带上胶带,用力适中,敲打太重容易引起漆包线变形,使得电流密度增加引起烧机;严重的直接打断漆包线。
6.打高压打高压参数,时间严格按照工艺规范来实行,不要漏掉就可以了。
这可关系到用户的人身安全。
同时也注意操作工自己的安全。
7.浸漆这是定子所有工序中最重要的一道,千万不能马虎,否则前面的那么多工序全都白做了,滴漆的作用有两个方面,主要作用是固定定子的漆包线,线不会松散、甩线,线与线之间相互摩擦。
第二个作用就是使电机定子的绝缘性能有所增加。
定子铁心外压装工艺守则
1 适用范围
本守则适用于Y2系列三相异步电动机及其派生系列电动机定子铁心外压装。
2 材料
2.1 定子冲片
2.2 定子压圈(用于中心高112及以上电动机)
2.3 定子扣片
2.4 定子端板
3 设备及工具
3.1 理片机
3.2 油压机或铁心叠压专用机
3.3 定子铁心压装工具(包括上、下压胎、心轴、涨套)
3.4 槽洋棒
3.5 台秤
3.6 钢直尺、卡尺、内径千分尺、角尺、塞尺
3.7 压扣片工具:手锤
3.8 电焊机
4 工艺准备
4.1 根据工作指令,核实冲片、扣片、压圈、端板的型号及规格。
4.2 理片时要求冲片毛刺方向必须一致,不允许有乱片及缺角,将标记槽对齐后,用细铁
丝捆好。
4.3 检查压装工具是否齐全,心轴与涨套不允许有油污,槽样棒和槽型塞规等是否有变形
及磨损现象。
4.4 检查机床工作是否正常。
5 工艺过程
5.1 将下压胎、心轴、涨套固定好(心轴与涨套处于自由状态),然后套入定子压圈或定子
端板。
5.2 将理好的冲片按图样要求将重量称好,首先把大约20~25 mm一叠的冲片套入涨套上,
插入两根槽样棒,再把称好的冲片全部套入涨套上。
5.3 涨紧铁心,如果长度超过250 mm时,必须分两次涨紧。
5.4 放上定子压圈或定子端板及上压胎。
5.5 将定子冲片按规定的压力加压(单位压力为3~4Mpa)。
5.6 将扣片放在扣片槽内,用压扣片工具(滚轮)将扣片压平、撑紧,然后打弯上、下两
端,使其紧密扣紧。
5.7 松去压力,取下上压胎,槽样棒,再取出铁心。
5.8 对H160及以上机座,需在两端将扣片与定子压圈用电焊焊接牢。
5.9 敲上操作者标记,送检并放下道工具。
6 质量检验
6.1 铁心长度L的公差检查(在扣片处测量),当L<160 mm时,公差为±1.0;当L≥160 mm
时,公差为+2.0-1.06.2 铁心外圆最大尺寸不得超过图样规定,铁心必须垂直不得歪斜。
6.3 铁心内圆要求整齐,尺寸公差应符合图样规定。
6.4 叠压后,槽形要求整齐,允许比冲片槽形基本尺寸小0.2mm。齿部弹开度公差见表1。
表1 (mm)
铁心长度 弹开度公差 铁心长度 弹开度公差
≤100 +4 >200~300 +6
>100~200 +5 >300 +7
6.5 铁心重量应符合图样的规定
7 注意事项
7.1 操作者在操作时应戴上手套,专心操作,注意安全。
7.2 铁心要竖直堆放,搬运时不允许在地上滚动。
7.3 铁心叠压后不磨不锉,若槽口有毛刺影响嵌线时,允许用锉刀锉去。