铸造工艺卡
- 格式:pdf
- 大小:271.57 KB
- 文档页数:1


铸造工艺卡
铸造工艺卡片
产品型号 铸件图号 每台件数
产品名称 铸件名称 杠杆 每箱件数 4
铸件材料 HT200 单件毛重(kg) 0.680 浇冒口重量(kg) 1.246 `浇注总重 3.966 工艺出品率(%) 70% 模型类别 木模
工艺简图 工序 工序内容
浇冒口
模型 工艺参数 缩尺(%) 加工余量(mm) 拔模斜度
名称 面积 材料 数量 外模 芯盒
2mm 外型 内腔
直浇道 4𝑐𝑚2 木模 1 0.9% a=1.0mm
横浇道 2𝑐𝑚2 木模 2
造
型 方法 铸型
种类 型砂名称 通气方式 合型方式 铸型重(kg)
内浇道 0.5𝑐𝑚2 木模 8 手工造型 湿型 湿型 通气孔 上下 3.966
补缩冒口 浇
注 浇注温度
(℃) 浇注时间(s) 冒口浇高 零件最小壁厚(mm) 冷铁 芯撑
规格 数目 材料 数目
出气冒口 0.5𝑐𝑚2 木模 4 1350 4.1 9 0 0
造
芯 型芯标号 型砂号 数量 造芯方式 芯骨
材料 数量
1 1 芯盒 0
编制 校对 审核 会签 批准
标记 处数 更改文件名 签字 日期 2018/6/5
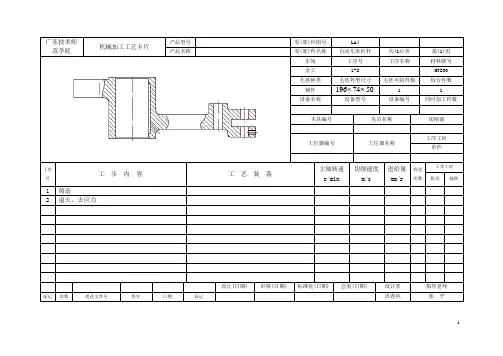
1 广东技术师范学院 机械加工工艺卡片 产品型号 零(部)件图号 LA4
产品名称 零(部)件名称 自动车床杠杆 共(14)页 第(1)页
车间 工序号 工序名称 材料牌号
金工 1-2 HT200
毛坯种类 毛坯外型尺寸 毛坯可制件数 每台件数
铸件 5074196 1 1
设备名称 设备型号 设备编号 同时加工件数
夹具编号 夹具名称 切削液
工位器编号 工位器名称 工序工时
单件
工步号 工 步 内 容 工 艺 装 备 主轴转速
r/min 切削速度
m/s 进给量
mm/r 给进次数 工步工时
机动 辅助
1 铸造
2 退火,去应力
设计(日期) 审核(日期) 标准化(日期) 会签(日期) 设计者 指导老师
标记 处数 更改文件号 签字 日期 标记 洪春凤 张 平 2
广东技术师范学院 机械加工工艺卡片 产品型号 零(部)件图号 LA4
产品名称 零(部)件名称 减速箱机壳箱盖 共(14)页 第(2)页
车间 工序号 工序名称 材料牌号
金工 3 铣35两端 HT200
毛坯种类 毛坯外型尺寸 毛坯可制件数 每台件数
铸件 5074196 1 1
设备名称 设备型号 设备编号 同时加工件数
立式升降铣床 X52K 1
夹具编号 夹具名称 切削液
专用铣夹具
工位器编号 工位器名称 工序工时
单件
工步号 工 步 内 容 工 艺 装 备 主轴转速
r/min 切削速度
m/s 进给量
mm/r 给进次数 工步工时
机动 辅助
1 粗铣35A端面 专用铣夹具,硬质合金可转位端铣刀,6YG 300 1.57 0.2 2 0.29
2 粗铣35B端面 专用铣夹具,硬质合金可转位端铣刀,6YG 300 1.57 0.2 2 0.29
3 半精铣35B端面 专用铣夹具,硬质合金可转位端铣刀,6YG 475 2.49 0.09 2 0.37
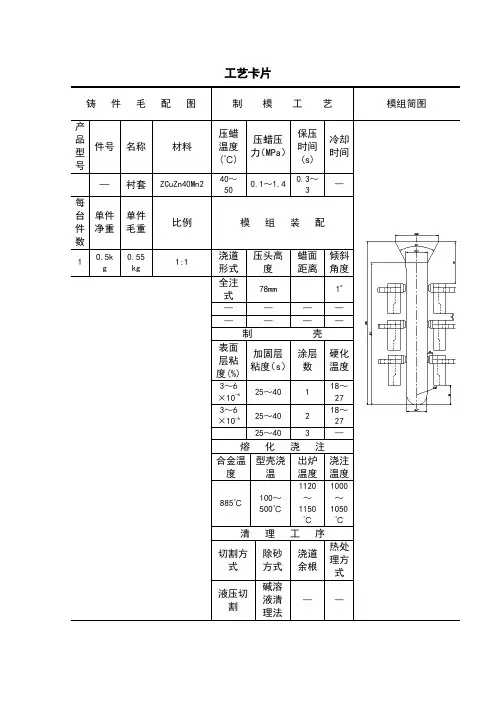
工艺卡片
铸 件 毛 配 图 制 模 工 艺 模组简图
产品型号 件号 名称 材料 压蜡温度(℃) 压蜡压力(MPa) 保压时间(s) 冷却时间
— 衬套 ZCuZn40Mn2 40~50 0.1~1.4 0.3~3 —
每台件数 单件净重 单件毛重 比例 模 组 装 配
1 0.5kg 0.55
kg 1:1 浇道形式 压头高度 蜡面距离 倾斜角度
全注式 78mm 1o
— — — —
— — — —
制 壳
表面层粘度(%) 加固层粘度(s) 涂层数 硬化温度
3~6×10-6 25~40 1 18~27
3~6×10-6 25~40 2 18~27
25~40 3 —
熔 化 浇 注
合金温度 型壳浇温 出炉温度 浇注温度
885℃ 100~500℃ 1120~1150℃ 1000~1050℃
清 理 工 序
切割方式 除砂方式 浇道余根 热处理方式
液压切割 碱溶液清理法 — —

XX 压力铸造工艺卡片 产品型号及名称 零(部)件名称
产 品 代 号 零(部)件图号 共 页 第 页
材
料 牌号 铸件
重kg 浇注系
统重kg 每模
件数 每模
总重kg 设备 压室直径
新旧料比 工艺设备 编 号 名 称
简图:
镶嵌件 图 号 名 称 数量 预热温度
涂料 名 称 牌 号 方法和次数
工
艺
参
数 模具预热温度ºC 柱塞开始第二段射速
熔炉温度ºC 射料柱第一段射速
鹅颈温度ºC 射料柱第二段射速
射咀温度ºC 压铸温度ºC
压射速度m/s 设定填充时间ms
工序号 工 序 内 容 压射力MP 保压时间s
开模时间S 冷却时间s
描 图 射料时间S
顶出时间S
描 校 喷雾时间S
冷却方法
底图号 设 计 (日期)
审 核 (日期)
装订号
标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期 批 准 (日期)