ControlChart(控制图)
- 格式:ppt
- 大小:962.00 KB
- 文档页数:62
QC五大工具基本知识讲解目录1.内容概要................................................2 1.1 质量管理的重要性.......................................21.2 QC五大工具简介.........................................32.统计过程控制............................................53.抽样检验................................................5 3.1 抽样检验的基本概念.....................................6 3.2 抽样检验的类型.........................................73.3 抽样检验的实施与判定...................................84.因果图..................................................9 4.1 因果图概述............................................10 4.2 因果图的制作方法......................................114.3 因果图在问题分析中的应用..............................125.直方图.................................................14 5.1 直方图概述............................................15 5.2 直方图的绘制步骤......................................165.3 直方图在质量控制中的应用..............................176.控制图.................................................18 6.1 控制图概述............................................196.2 控制图的类型与用途....................................206.3 控制图在过程控制中的应用..............................217.过程能力分析...........................................237.1 过程能力概述..........................................247.2 过程能力指数的计算与应用..............................247.3 提高过程能力的途径....................................268.结论与展望.............................................278.1 QC五大工具的综合应用..................................288.2 质量管理的未来发展趋势................................281. 内容概要本文档旨在全面、深入地探讨QC(质量控制)五大工具的基本知识,为读者提供一个清晰、系统的理解框架。
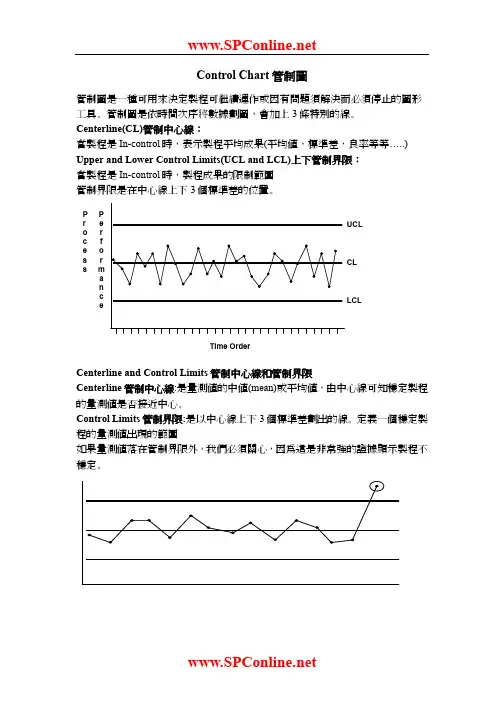
Control Chart管制圖管制圖是一種可用來決定製程可繼續運作或因有問題須解決而必須停止的圖形工具。
管制圖是依時間次序將數據劃圖,會加上3條特別的線。
Centerline(CL)管制中心線:當製程是In-control時,表示製程平均成果(平均值,標準差,良率等等…..) Upper and Lower Control Limits(UCL and LCL)上下管制界限:當製程是In-control時,製程成果的限制範圍管制界限是在中心線上下3個標準差的位置。
Centerline and Control Limits管制中心線和管制界限Centerline管制中心線:是量測值的中值(mean)或平均值,由中心線可知穩定製程的量測值是否接近中心。
Control Limits管制界限:是以中心線上下3個標準差劃出的線。
定義一個穩定製程的量測值出現的範圍規格界限和管制界限的差別Specification(Spec) Limits(規格界限):(1) 根據客戶需求而定義。
(2) 定義一個產品參數的可接受範圍。
(3) 定義何種為可接受產品,何種為不可接受產品。
(4) 用來決定製程的性能。
Control limits(控制界限):(1) 根據實際製程性能的資料計算而來的。
(2) 描述一個穩定製程的性能自然範圍。
(3) 描述自然製程偏差值的量。
(4) 用來決定製程穩定度。
Control Chart Development Procedure(管制圖建立程序):1. 最初的數據收集(Initial data collection)至少收集30個數據,目的是收集足夠數據正確的描述長期變異和檢查參數的穩定性。
PDC所收集的數據亦可用做此用途,但PDC的樣本數頻率須和PCS所使用的相同。
另外,所有新data必須被收集,如同量測計劃中所要求的。
2.管制界限計算(Control Limit Calculation )數據會用做計算管制界限,然後長期使用在管制圖上。
项目管理的名词解释1、横道图:一种表示计划信息的图形。
在典型的横道图中,活动和其他项目要素的名称从上向下列在图的左边,时间刻度表显示在顶部,活动历时用对应时标轴的横道条表示。
横道图也称甘特图:(Bar Chart)2、完工预算(Budget At Completion) (BAC):估算项目完成时的全部成本。
已完成工作预算成本Budgeted Cost of Work Performed(国内常使用实现投资额):在规定时间范围内(通常是项目目前日期)所有完成的活动(或活动的一部分)批准的成本估算的总和(包括任何管理成本分摊)。
参考挣值。
3、计划工作预算成本Budgeted Cost of Work Scheduled(或计划投资额):在规定时间范围内(通常是项目目前日期),所有计划执行的活动(或活动的一部分)的批准的成本预算总和。
参考挣值法。
4、沟通计划编制:Comunications Planning确定项目干系人对信息和沟通的需要。
5、要素(Component):组成部分,一个元素6、约束(Constraint):影响项目绩效的适当的限制。
影响活动进度安排的任何因素。
7、应急计划编制(Contingency Planning):编制一个管理计划,确定当特定风险发生时,用于保证项目成功所采用的替代策略。
8、合同(Contract):合同是规定卖方履行提供指定产品和买方履行支付义务的双方相互约束的协议。
合同通常概括为以下三大类:l 固定总价合同或总价合同:这类合同包含明确定义的产品的固定总价格,也包括为满足或超过既定的项目目标(如进度目标)所提供的奖励.l 成本补偿合同:这类合同包含按承包商实际成本的支付.成本通常划分为直接成本(项目直接发生的成本,如项目人员的工资)和间接成本(执行机构分摊到项目上的业务成本,如公司管理人员的工资)。
间接成本通常用直接成本的百分比计算。
成本补偿合同通常包含为满足或超过既定的项目目标(如进度目标或总成本)所提供的奖励。

QC七大手法检查表(Data collection form)分层法(Stratification)散布图(Scatter)排列图(Pareto)直方图(Histogram)因果图(Cause-Effect diagram)控制图(Control Chart)1. 查检表(Check List)以简单的数据或容易了解的方式,作成图形或表格,只要记上检查记号,并加以统计整理,作为进一步分析或核对检查用,其目的在於『现状调查』。
2. 柏拉图(Pareto Diagram)根据所搜集之数据,以不良原因、不良状况、不良发生或客户抱怨的种类、安全事故等,项目别加以分类,找出比率最大的项目或原因并按照大小顺序排列,再加上累积值的图形。
用以判断问题症结之所。
3. 特性要因图(Characteristic Diagram)一个问题的特性(结果)受一些要因(原因)的影响时,将这些要因加以整理,而成为有相互关系而且有条且有系统的图形。
其主要目的在阐明因果关系,亦称『因果图』,因其形状与鱼骨图相似故又常被称作『鱼骨图』。
4. 散布图(Scatter Diagram)把互相有关连的对应数据,在方格上以纵轴表示结果,以横轴表示原因,然后用点表示分布形态,根据分析的形态未研判对应数据之间的相互关系。
5. 管制图(Control Chart)一种用於调查制造程序是否在稳定状态下,或者维持制造程序在稳定状态下所用的图。
管制纵轴表产品品质特性,以制程变化数据为分度;横轴代表产品的群体号码、制造曰期,依照时间顺序将点画在图上,再与管制界限比较,以判别产品品质是否安定的一种图形。
6. 直方图(Histogram)将搜集的数据特性值或结果值,在一定的范围横轴上加以区分成几个相等区间,将各区间内的测定值所出现的次数累积起来的面积用柱形画出的图形。
因此也叫柱形图。
7. 层别法(Stractification)针对部门别、人别、工作方法别、设备、地点等所搜集的数据,按照它们共同特徵加以分类、统计的一种分析方法.二: 8D 8D 的原名叫做 8 Disciplines,意思是8 个人人皆知解决问题的固定步骤。
质量管理五大工具质量管理五大工具(Quality Management Tools)是一组可视化管理工具,用于解决问题、改进流程和增强团队合作。
它们通常被用于质量管理、生产和流程改进,致力于消除缺陷和提高效率。
这些工具不仅有助于判断团队的表现,也有助于评估供应链管理和客户满意度。
1. 流程图(Flowchart)流程图是一种图形化方式,用于清晰地描述一项过程的每一个步骤。
通过这种方式,团队能够识别存在的问题和潜在的瓶颈。
流程图还能帮助团队成员之间形成共识,了解彼此的职责和角色。
流程图通常用于:- 让团队了解一项过程的每一个步骤- 识别问题,并找到解决方案- 帮助新员工更快地融入团队2. 直方图(Histogram)直方图是一种图形化工具,用于统计和分析数据。
它通过绘制柱形图,可清晰地表示数据分布情况。
直方图通常用于检查数据分布是否满足正态分布假设,以及通过对比数据分布信息而找出数据集中存在的异常或离群点。
3. 散点图(Scatter Diagram)散点图是一种用于图形化表达两个变量的关系的工具。
它通过在坐标轴上绘制点来表示两个变量之间的关系。
散点图通常用于:- 发现变量之间的相关性或正/负相关- 识别异常数据点或离群点- 统计两个变量的分布情况4. 控制图(Control Chart)控制图是一种用于识别过程稳定性的工具。
它通过将过程数据绘制在一张图上,显示出过程的基本趋势和方向。
通过控制图,团队可以了解在一个时间段里过程的变化和可靠性。
控制图通常用于:- 检查过程是否稳定- 了解事物发展趋势- 帮助识别变化原因5. 五力分析(Five Forces Analysis)五力分析是一种基于市场竞争力的工具,用于评估与商业竞争有关的各个方面。
它分析了竞争形势、供应商的影响、客户行为、代替方案的可行性以及进入市场的难易程度。
五力分析通常用于:- 指导企业市场竞争策略的制定- 评估某一业务领域现有的竞争形势- 确定企业在业务领域的优势总之,这些五大质量管理工具是管理领域中广泛应用的可视化工具,能够帮助团队各个成员更清晰地了解当前的困难和问题,并找到最佳的解决方案,完成各项任务。
四常规控制图的应用单选5-7题,多选7-9题,综合分析1-2题。
考查方式以理解题和计算题为主。
总分值35-45分。
总分170分。
一、统计过程控制概述1.掌握统计过程控制的含义 (重点) 2.了解统计过程控制的作用和特点(重点)二、控制图原理1.掌握控制图的基本原理(重点) 2.了解控制图的两种错误(难点)3.掌握常规的控制图分类。
(难点。
重点)三、分析用控制图和控制用控制图1.熟悉分析用控制图和控制用控制图的区别(难点) 2.掌握过程改进策略3.掌握控制图的判异准(重点)四、常规控制图的应用1.掌握x—r 图、x—s 图和p 图的作用和使用方法(难点.重点)2.了解x—rs 图、me—r 图、c 图和u 图的作图和应用。
(难点.重点)五、过程能力与过程能力指数1.熟悉过程能力的定义 (重点) 2.了解过程性能指数的概念3.掌握过程能力指数c p 和cpk 的计算和评价(难点.重点)六、过程控制的实施1.熟悉过程控制的基本概(重点) 2.掌握过程分析的基本步骤(难点)3.熟悉过程管理点的要求@#4.1统计过程控制概述4.1统计过程控制概述统计过程控制主要解决两个问题:一是过程运行状态是否稳定,二是过程能力是否充足。
前者可利用控制图这种统计工具进行测定,后者可通过过程能力分析来实现。
统计过程控制理论是从制造业中的加工过程开始的,但是目前其应用已扩展到各种过程,如设计过程、管理过程、服务过程等。
学习目标要求(含4.1;4.2;4.3;)1、掌握统计过程的含义2、了解统计过程的作用和特点(一)过程控制p991、概念。
过程控制是指为实现产品的生产过程质量而进行的有组织、有系统的过程管理活动。
目的在地为生产合格产品创造有利的生产条件和环境,从根本上预防和减少不合格品的产生。
2、过程控制的主要内容(1)过程分析,建立控制标准。
分析影响过程质量的主导因素,找出最佳水平,实现标准化。
确定关键过程,建立控制点(管理点),制定控制文件。
QC七种工具使用方法QC七种工具指的是质量管理中常用的七种工具,也称为“七个Q工具”(Seven Quality Tools),用于问题分析、数据采集和分析、质量改进等质量管理活动。
这七种工具分别是:排列图、因果图、控制图、直方图、散点图、流程图和帕累托图。
下面将详细介绍这七种工具的使用方法。
一、排列图(Pareto Chart)排列图是一种按照重要性降序排列的柱状图,用于帮助团队识别问题的原因的相对重要性。
使用排列图的步骤如下:1.确定需要分析的问题。
2.收集相关数据,并将其按照发生频率或重要性进行排序。
3.绘制柱状图,将问题的原因按照重要性从左到右排列。
4.添加累积百分比曲线,以显示每个原因对总问题的贡献。
5.分析柱状图和累积百分比曲线,找出主要原因,并制定改进措施。
二、因果图(Cause and Effect Diagram)因果图也称为鱼骨图或石川图,用于帮助团队识别问题的潜在原因。
使用因果图的步骤如下:1.确定需要分析的问题,并将其写在因果图的头部。
2.确定主要的因果类别,例如人员、设备、方法、材料、测量等。
3.在这些类别下,列出所有可能的潜在原因。
4.绘制一条横线,将潜在原因与主要类别连接起来。
5.分析因果图,找出主要原因,并制定改进措施。
三、控制图(Control Chart)控制图是一种用于监测和控制过程稳定性和能力的统计图表。
使用控制图的步骤如下:1.收集过程数据,并按照时间顺序排序。
2.计算平均值和标准偏差,并确定控制限。
3.绘制控制图,将样本数据绘制在上下控制限内。
4.分析控制图,判断过程是否处于统计控制中。
5.根据控制图的分析结果,采取相应的措施,以维持过程的稳定性和能力。
四、直方图(Histogram)直方图是一种用于显示数据分布情况的统计图表。
使用直方图的步骤如下:1.收集数据,并将其按照一定的间隔进行分组。
2.绘制直方图,将每个组的频率或频率密度绘制在垂直轴上。
3.根据直方图的形状,分析数据的分布特征。
统计过程控制标准2007-08-30发布 2007-08-30实施统计过程控制标准1范围本标准规定了各冰箱工厂规范运用统计质量控制方法,分析、监控和改进关键工序能力,以达到对关键质量特性预警目的,控制过程质量水平。
本标准适用于工厂工作制造过程关键工序和关键特性的质量控制要求。
2引用标准GB/T4091-2001《常规控制图》3定义3.1 统计过程控制(Statistical Process Control):简称 SPC ,是指利用统计技术对过程中的各个阶段进行监控,从而达到保证产品质量的目的。
3.2过程能力:也称为工序能力,是指过程加工质量方面的能力,它是衡量过程加工内在一致性的,是稳态下的最小波动。
3.3过程(工序)能力指数:简称CPK ,是指运用统计方法计算得出,数值表示其工序稳定生产合格产品的能力,具体CPK计算方法见4.4.2。
3.4控制图(Control Chart):对过程质量特性记录评估,以监察过程是否处于受控状态的一种统计方法图,图上标有根据那个特性收集到的一些统计数据,如一条中心线,一条或两条控制限(分别用上控制限UCL和下控制限LCL表示)。
它有两个基本的用途:一是用来判定一个过程是否一直受统计控制;二是用来帮助过程保持受控状态。
3.5计量型数据:指某种量具、仪器测定的数据,这类数据可取某一区间内地的任一实数。
如轴的直径,电阻的阻值,材料的强度等,这类特性数据常服从正态分布,通常用两张图(推荐使用 Xbar-R 控制图)。
3.6 计数型数据:指通过数数的方法获得的。
常取 0 , 1 , 2 等非负整数。
如一批产品中的不合格品数,铸件上的气孔数等,这类特性数据只需要用一张控制图(推荐使用 P 控制图)。
3.7子组:用来分析过程能力的一个或多个事件或测量。
通常选用合理分组使得每个子组内的变差尽量小(代表普通原因的变差),同时使得各子组间过程能力的变化(即特殊原因变差)不一样。
合理子组一般由连续的零件组成,尽管有时采用随机抽样。
TQM全面质量管理的常用七种工具方法全面质量管理(TQM)是一种管理方法,旨在通过各种工具和技术来提高整体组织的质量和效率。
在TQM中,有一些常用的工具和方法可以帮助组织实现持续改进和质量控制。
以下是TQM常用的七种工具方法:1. 流程分析图(Flowchart):流程分析图是一种图形化工具,用于描述一个过程的各个步骤,以便于分析和改进。
通过绘制流程图,可以清晰地展示一个过程的各个环节和交互关系,帮助团队理解问题所在并提出改进措施。
2. 鱼骨图(Fishbone Diagram):鱼骨图,又称因果图或石蕊图,是一种用于分析问题原因的工具。
通过在图表上画出问题的根本原因及其影响的各个要素,团队可以更好地理解问题的本质,并找出解决方案。
鱼骨图通常使用六个M(Man, Method, Machine, Material, Measurement, Mother Nature)来分类和定位可能的问题原因。
3. 控制图(Control Chart):控制图是一种统计工具,用于监控和控制过程的稳定性和一致性。
通过绘制数据点和控制线,控制图可以指示出过程的变异情况,以便及时采取纠正措施。
控制图常用于质量管理中,帮助组织识别和消除特殊原因造成的变异。
4. 直方图(Histogram):直方图是一种以柱状图的形式展示数据分布的工具,它可以帮助团队了解数据的中心趋势、离散程度和分布形态。
通过查看直方图,团队可以判断数据是否满足正态分布,从而进行相应的分析和决策。
5. 散点图(Scatter Diagram):散点图是一种用于表示两个变量之间关系的工具。
在散点图上,每个数据点代表两个变量的取值,通过观察散点图的分布和趋势,可以判断变量之间是否存在关联,以及关联的强度和方向。
散点图可以帮助团队找到可能的因果关系并进行进一步的分析。
6. 核查表(Check Sheet):核查表是一种用于记录和收集数据的工具。
通过在核查表上记录数据,可以帮助团队了解问题的发生频率、分布情况和相关因素。
六西格玛术语Cause (原因):在流程中影响流程的结果的因素, 是我们要寻找和控制的对象.Cause-And-Effect Diagram 因果图:也称“石川图”、“鱼刺图” 、“鱼骨图”,是揭示质量特性波动与潜在原因的关系,即表达和分析因果关系的一种图表。
是用图示的方法将造成某个结果的可能原因列出并分类的工具.通常和头脑风暴结合使用.Champion (带头人):在企业中推动Six Sigma的最高负责人, 他负责制定企业Six Sigma的实施战略, 为顺利推动提供必要的资源和支持. 通常他也是项目批准和项目审核的最终决定人.Characteristic (特性):可定义或量化的产品或服务特征.Continuous Data(计量数据):通过测量得到的可任意取值的连续型数据。
计量数据在测量系统精度的可能下可以是任意可能的数值. 比如用天平测量质量的数据, 用时钟测量时间的数据等.Continuous Improvement (持续改进):逐步的、永无止境的不断改进循环。
Control Chart(控制图):以统计推断理论为基础,设置统计控制限,按时间坐标显示独立测量值、平均值或其他统计值的折线图。
针对那些可能导致缺陷产生却无法预测的偏差,对企业进行提醒。
Correlation (相关性):当某个变量的变化和另一变量的变化存在关系时候, 我们称这两个变量之间有相关性. 通常两个变量之间的相关性为正相关性, 负相关性或无相关性.CP:指工程的平均值和规格中心值相重合时的短期工程能力指数(在Minitab)。
CP =(USL-LSL)/6 σst。
σst 表示短期标准偏差,在Minitab中以StDev(Within) 推定。
CPK:工程的平均值和规格中心值不一致时的短期工程能力指数。
CPK = Nin(Cpl,Cpu)Cpu=(USL-μ)/3 σst 。
Cpl =(μ- LSL)/3 σst 。