轧机压下率计算公式
- 格式:docx
- 大小:36.14 KB
- 文档页数:1

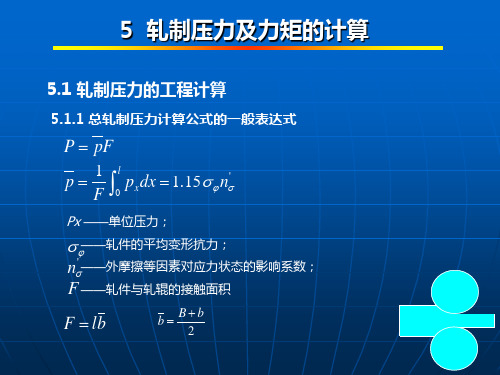
6 轧制力与轧制力矩计算6.1 轧制力计算6.1.1 计算公式1.S.Ekelund 公式是用于热轧时计算平均单位压力的半经历公式,其公式为〔1〕;))(1ηε++=P k m ( 〔1〕式中:m ——表示外摩擦时对P 影响的系数,hH hh R f m +∆-∆=2.16.1;当t≥800℃,Mn%≤1.0%时,K=10×〔14-0.01t 〕〔1.4+C+Mn+0.3Cr 〕Mpa 式中t —轧制温度,C 、Mn 为以%表示的碳、锰的含量;ε— 平均变形系数,hH R hv+∆=2ε;η—粘性系数,')01.014(1.0C t -=ηMpa.s F —摩擦系数,)0005.005.1(t a f -=,对钢辊a=1,对铸铁辊a=0.8;‘C — 决定于轧制速度的系数,根据表6.1经历选取。
表6.1’C 与速度的关系轧制速度〔m/s 〕<6 6~10 10~15 15~20 系数‘C10.80.650.602.各道轧制力计算公式为p h R b B p F P hH ∆⨯+==26.1.2 轧制力计算结果表6.2粗轧轧制力计算结果道次 1 2 3 4 5 T〔℃〕1148.68 1142.76 1133.93 1117.15 1099.45 H〔mm〕200 160 112 67 43 h(mm) 160 112 67 43 30 Δh(mm)40 48 45 24 13 Ri(mm) 600 600 600 600 600f 0.476 0.479 0.483 0.491 0.500m 0.194 0.266 0.408 0.596 0.755 K(Mpa) 64.3 65.9 68.1 72.4 76.9 ‘C 1 1 1 1 1η0.251 0.257 0.266 0.283 0.301 v(mm/s) 3770 3770 3770 3770 37705.408 7.841 11.536 13.709 15.204P(Mpa) 78.5 85.9 100.2 121.8 143.0B(mm) 1624 1621 1635.4 1623.9 1631.1 Hb(mm) 1621 1635.4 1623.9 1631.1 1615 hP(KN) 19720 23743 26834 23778 20501表6.3 精轧轧制力计算结果道次 1 2 3 4 5 6 7 T(℃)1043.65 1022.38 996.34 967.35 928.58 901.31 880 H(mm) 30.00 18 11.7 8.19 6.14 4.6 3.91 h(mm) 18 11.7 8.19 6.14 4.6 3.91 3.5 Δh(mm)12 6.30 3.51 2.05 1.54 0.69 0.41 Ri(mm) 400 400 400 350 350 350 350f 0.528 0.539 0.552 0.566 0.586 0.599 0.61m 0.920 1.203 1.452 1.522 1.854 1.654 1.511 K(Mpa) 91.23 96.67 103.34 110.76 120.68 127.66 ‘C 1 1 0.8 0.8 0.65 0.6 0.6η0.356 0.378 0.323 0.346 0.306 0.299 0.312 v(mm/s) 3310 5080 7260 9690 12930 15220 17000 ε23.89 42.93 68.38 103.50 159.72 158.82 157.04 P(Mpa) 191.47 248.63 307.47 369.69 484.06 464.92 457.372hH bB+(mm) 1606.16 1606.16 1606.16 1606.16 1606.16 1606.16 1606.16 P(KN) 21307 20047 18505 15905 18050 11604 88006.2 轧制力矩的计算6.2.1 轧制力矩计算公式传动两个轧辊所需的轧制力矩为〔2〕;Pxl M z 2 〔2〕式中:P —轧制力; x —力臂系数; l —咬入区的长度。

轧钢工计算题193轧钢工-计算题1931.孔型轧制力P为3000t时,轧机刚度K为1500t/mm,初始辊缝△ s为4.5mm,计算轧制后钢板的厚度h。
答案:h=△s+p/k=4.5+3000/1500=6.5mm2.某平辊钢板轧机的变形区长度为40mm,轧件入口宽度100mm,出口宽度110mm,求轧辊和轧件的接触面积?答案:S=L×(b+b)/2=40×(100+110)/2=4200(mm2)3.某轧钢厂全年实际生产时间是7600h,计划大修时间为10天,求该轧钢厂轧机日历作业率(全年按365天计算)。
答:日历运行率=实际生产运行时间/(日历时间-计划检修时间)×100%=7600/(365×24-10×24)=89.2%4。
带钢轧机的咬入角为4.8°,压下量为1.8mm。
轧辊直径是多少?(cos4.8°=0.9965)答案:d=δh/(1-cosα)=1.8/(1-0.9965)=510(mm)5.已知板坯的进料尺寸为220mm×1300mm×10000m m,热轧后为4.0mm×1330mm,轧后轧件的长度、总压下率和展开系数是多少?(保留两位小数)答案:(1)根据体积不变定律可知:变形前后的体积相等v前=v后所以轧后轧件长度l=220×1300×10000/4.0×1330/1000≈537.59(米)(2)总压下率ε=δh/h×100%=(220-4.0)/220=98.18%(3)宽展系数α=δb/δh=(1330-1300)/(220-4.0)=0.146.已知轧件入口厚度为40mm,入口速度为0.8m/s,轧件出口厚度为20mm。
轧辊的线速度为1.3m/s。
计算轧制过程中带钢的速度和向前滑动值s(忽略宽度)。
答复:① 带钢速度:H0×v0=h×V带钢则v带钢=(h0×v0)÷h=40×0.8÷20=1.6m/s②前滑值S=(v带-v辊)÷v辊×100%=(1.6-1.3)÷1.3×100%=23%7.对热轧生产的成品钢板进行尺寸测量检验,从检验结果看,在钢板横断面上,中心位置厚度为4.0mm,传动侧厚度分别为3.8mm,操作侧厚度为3.9mm,求钢板的楔形度和凸度分别是多少?答:(1)钢板楔块k=│ h操作-h传输│ = │ 3.9-3.8 │ = 0.1mm(2)钢板顶C=h中心-(h运行+h传动)/2=4.0-(3.9+3.8)/2=0.15mm8.某车间坯料断面是220mm×1600×10000mm,轧成4.0mm的钢带,经测定其轧制节奏为2分钟,求轧机的小时产量是多少吨?(坯料密度取7.85吨/米3,轧机利用系数k=0.9,成材率b=99%)(保留一位小数)答:(1)毛坯容重g=220×1600×10000×7.85÷109=27.63吨(2)机时产量a?36003600?g?k?b??27.63?0.9?99%?738.5吨t2?609.成品鼓包缺陷是由六辊精轧机F5工作辊上的肉脱落造成的。
轧钢原理公式及名词解释Δn:压下量ΔB:展宽量ΔL:延伸量F:接触面积 P:平均单位压力 K:变形抗力H:轧前高度h:轧后高度B:轧前宽度b:轧后宽度L:轧前长度l:轧后长度R:轧辊半径D:轧辊直径S0:原始辊缝S:实际辊缝t:弹跳量y:预压值M:刚性系数C:力臂系数T:张力f:摩擦系数Mˊ:轧制力矩F1:断面积f n:前滑值f H:后滑值α:咬入角β:摩擦角γ:中性角δs:屈服极限n:轧辊转数V:速度ε:累计压下率N:电机功率U:电压A:电流℃:温度i:减速比S:秒min:分KN:千牛Kg:公斤T:吨mm:毫米M:米Σ:总和C:碳M n:锰Si:硅P:磷S:硫Cr:铬Mo:钼V:钒KW:千瓦Pa:帕mm2:平方Max:最大原理计算公式及应用:压下量:轧前高度减去轧后的高度 Δn=H -h宽展量:轧后的宽度减去轧前的宽度 ΔB :b -B延伸量:轧后的长度减去轧前的长度 ΔL :l -L压下率:轧前高度减去轧后高度与轧前高度之比乘百分之百 ε= .%展宽率:轧后宽度减去轧前宽度与轧前宽度之比乘百分之百 ε= .%断面积:轧前高度乘轧前宽度 F= H.B轧件长度:原料高度除辊缝高度乘原料长度 l= .%延伸系数:本架轧件长度除前一架轧件长度延伸系数=轧机秒速度:断面积乘轧制速度(设定速度),除前一架断面积=H -h HHS 0VL秒速度×60=分速度 V/F 1=前滑:变形区出口处,轧件速度大于轧辊线速度 fn=.%后滑:轧件入口速度低于轧辊线速度 fH = .%VCoS α:轧辊线速度水平分量 V H :入口处轧件速度出口厚度:空载辊缝加弹跳预压值 S=S 0+t+y空载辊缝:出口厚度减弹跳 S 0=S -t弹跳量:出口厚度减空载辊缝 t=S -S 0体积不变定律:变形前后金属体积不变 H .B .L=h.b.l 轧辊转数公式: n= minF.V/SF1Vn -VV VCoS α3.14×D秒速度公式: V ≠S温度计算公式:t=ir -C=( -1)C=式中:t ——该道次轧件厚度的温度℃ ir ——进入精轧机前轧件的温度℃ tch ——精轧末架轧机出口带钢温度℃ hr ——进入精轧机前钢板的厚度MM hch ——精轧末架出口带钢厚度MM轧制压力:轧件作用于轧辊通过辊承箱,压下螺丝传递给机架的总的力爱克龙德公式计算轧制力 (1)R=轧辊半径R=1/2(直径-电字+弹跳) (2)Δn=压下量Δh=上架电字-本架电字 (3)l=变形高度3.14×D ×n60 nrn (ir -tch )hch nr -hchl=∨ (4)F=变形面积×变形高度(5)f=摩擦系数f=(1.05-0.0005×开轧温度) (6)V=轧辊圆周速度 V= =米/秒(7)m=外摩擦对单位压力影响系数 m=(8)K=单位变形抗力K=(14-0.01×温度).(1.4+碳0.55+锰0.8+铬0.3) (9)n=粘性系数 公斤/mm 2n=0.01(14-0.01×温度)×1(>6米取0.8、<6米取1) (10)u=平均变形速度1/秒 u= ×103(11)P 平=(1+M) (K+h ×u) Kg/MM 2 (12)轧制力=P 平×F半径×压下量 23.14×辊径×转数601.6×f ×2-1.2×ΔnH + nR H+h轧制力矩公式:Mˊ=∨×轧制力R×Δh电机功率公式:N= Mˊ×n×1.03Mˊ——轧制力矩n——轧辊转数1.03——系数轧制力矩:轧辊一面转数,一面在轧件变形区内变形,若使轧辊在这种情况下维持转动,就要给轧辊一个转动的力量。

冷轧工艺措施原则1.头几道次尽量多轧,充分利用材料的塑性,并削减头尾几何废料长度,提高成品率;2.最终道次压延率掌握在40~50%范围内,以提高板形质量和厚度精度;3.中间道次压延率尽可能接近,以提高轧制过程的稳定,并承受最大速度轧制,使板卷温度在90~120℃之间,满足轧制硬合金辊形的需要;4.末二道次压延率掌握在40%左右,以掌握板形为主,为终道次供给平直的带材,从而提高终轧道次的速度,以削减断带和波浪;5.通过理论计算,最大轧制力不超过额定轧制力,以满足轧辊强度的需要,但各道次尽量承受大压下量轧制,削减轧制道次,提高劳动生产率;6.前几道次轧制时,由于板带较厚,承受前张力大于后张力轧制,后几道次轧制时,由于板带较薄,承受后张力大于前张力轧制,带材不易拉断,并防止跑偏。
冷轧板带生产(cold rolling of strip and sheet)将热轧板卷在常温下轧制成板带材的生产工艺过程。
冷轧板带产品的厚度为 0.1~3.0mm、宽度为 600~2023mm 外表光滑、平直,尺寸公差和力学性能应符合有关标准规定的要求。
在工业兴旺国家,冷轧板带钢产量占钢材总产量的30%左右。
产品品种有各种有色金属合金板带及一般碳素钢板、合金和低合金钢板、不锈钢板、电工钢板、专用钢板及涂镀层钢板等(表 1)。
冷轧板生产可以追溯到 16 世纪,用于轧制造币用的金板和银板。
19 世纪中叶仅能生产宽度 20~50mm 的冷轧窄带钢。
1920 年在美国第一次冷轧宽带钢成功,很快由单机架不行逆式轧机进展到单机架可逆式轧机。
第一套三机架四辊式冷轧机于 1926 年在美国建成,以后相继消灭 4~6 机架连轧机。
中国冷轧窄带钢(宽度≤600mm)生产始于 20 世纪 40 年月连续冷轧窄带钢的五机架 350 冷连轧机已在上海建成。
冷轧宽带钢(宽度>600mm)生产是从 50 年月末期建成第一台单机架四辊可逆式轧机时开头的。

轧制原理部分计算公式一、轧辊与轧件接触面积孔型中轧制: F=h R bB ∆+2其中:b qD R -= 为平均工作辊径,(q 为孔型面积,b 为孔型宽度)bqB Q h -=∆ (Q 、B 轧件面积和宽度)为平均压下量,也可按如下计算: 菱形进菱形孔: h ∆=(0.55~0.6)*(H-h )方轧件进椭圆孔:h ∆=H-0.7h (扁椭圆)h ∆=H-0.85h (对圆、椭圆) 椭圆进方: h ∆=(0.65~0.7)H-(0.55~0.6)h 椭圆进圆: h ∆=0.85H-0.79h二、平均轧制单位压力计算艾克隆德公式(用于计算热轧时平均单位压力的半经验公式) ))(1(εη∙++=K m p 其中:(1+m )为考虑外摩擦影响的系数 K 为平面变形抗力(N/mm 2) η 为金属的粘度(N ·S/mm 2)ε∙为轧制时的平均变形速度(s -1)m=hH hh R f +∆-∆2.16.1 (适用于t ≥800℃,Mn ≤1%、Cr ≤2~3%)f=K 1K 2K 3(1.05-0.0005t )R :孔型中央位置的轧辊半径; △h :该道次压下量;K1:考虑轧辊的材质影响系数,钢辊K1=1.0,铸铁辊K1=0.8; K2:考虑轧制速度的影响系数,按《塑性变形与轧制原理》图4-12定; K3:考虑到轧件的材质影响系数,按《塑性变形与轧制原理》表4-3定; t :轧制温度。
K=(137-0.098t )(1.4+C+Mn+0.3Cr ) N/mm2 η=0.01(137-0.098 t )·C ' N ·S/mm 2)(12-∙+∆=s hH R hV ε三、轧机传动力矩组成及计算M 电=(Mz/i )+M f +M k +M d其中:i 为电机至轧辊的减速比;Mz=2×P ×ψ×R h ⨯∆=p ·ψ·(B+b )·△h ·RM f =(M f 1)/i+ M f2M f1=P ·d ·f 1P =p ·F=p ·hR bB ∆2+ d 为辊颈直径M f2=))(11(1iM Mz f +-η因此推得M f =)1'1('1-+ηηi Mz i M fM K :空转力矩 Md :动力矩功率:N=331055.9108.9602⨯∙=⨯⨯∙∙nM g n M 电电π (千瓦)或者 N=33107108.94.1⨯∙=⨯∙n M n M 电电 (马力)n 为电机转速(转/分)2005.8.3。
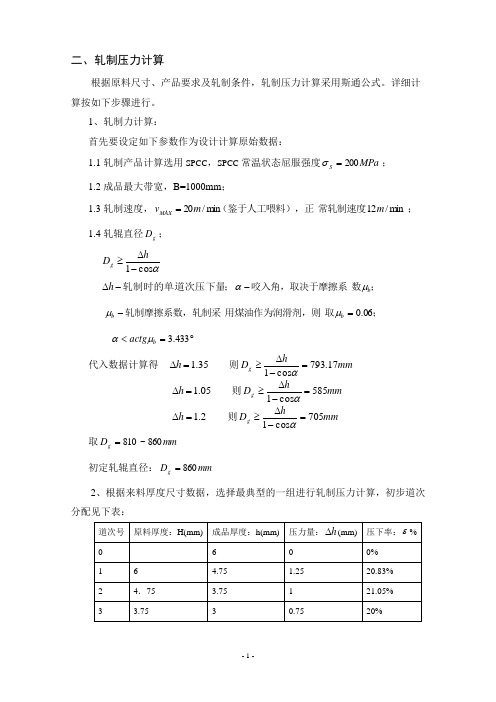
二、轧制压力计算根据原料尺寸、产品要求及轧制条件,轧制压力计算采用斯通公式。
详细计算按如下步骤进行。
1、轧制力计算:首先要设定如下参数作为设计计算原始数据:1.1轧制产品计算选用SPCC ,SPCC 常温状态屈服强度MPa S 200=σ; 1.2成品最大带宽,B=1000mm ;1.3轧制速度,m in /12m in/20m m v MAX 常轧制速度(鉴于人工喂料),正=; 1.4轧辊直径g D ;αcos 1-∆≥hD g轧制时的单道次压下量-∆h ;;数咬入角,取决于摩擦系b μα-;取用煤油作为润滑剂,则轧制摩擦系数,轧制采06.0=-b b μμ ︒=<433.3b actg μα代入数据计算得 35.1=∆h 则mm hD g 17.793cos 1=-∆≥α05.1=∆h 则mm hD g 585cos 1=-∆≥α 2.1=∆h 则mm hD g 705cos 1=-∆≥α取mm D g 860~810= 初定轧辊直径:mm D g 860=2、根据来料厚度尺寸数据,选择最典型的一组进行轧制压力计算,初步道次分配见下表:3、轧制压力计算3.1、第1道次轧制压力计算 3.1.1、咬入条件校核︒=⨯∆=∂2878.3180πR h ,即满足咬入条件 3.1.2、变形区长度lmm h R l 7945.21=∆⨯=3.1.3、平均压下率ε106.04.0εεε⨯+⨯=00=ε 83.201=ε%则,%5.126.04.010=⨯+⨯=εεε经第1道次轧制后材料的变形阻力:MPa S 7.3799.334.2256.01=⨯+=εσ3.1.4、求解轧辊弹性压扁后的接触弧长度l ' 依次求解Y 、Z ,最后得出接触弧长度l 'a-求解诺莫图中Ymh k C Y μσσ)2(210+-=N mm RC /909003=; MPa k S S 335)2(15.110=+=σσ力轧制时的前张力、后张、-10σσ,人工辅助咬入为无张力轧制,前后张力均为零;mm hH h m 375.52=+=代入以上各项数据,得Y=0.0415b-求解诺莫图总Z2⎪⎪⎭⎫ ⎝⎛=mhl Z μ,代入各项数据,得Z=0.105诺莫图由以上a 、b 两项根据诺莫图求交点,得X=0.34 则 mm h X l m84.22=⨯='μ3.1.5、平均单位轧制压力()()m k ee k p m XX m**1σσ-=--= 依次得出,187.134.0171.2134.0=-=-=X e m X m k p ⋅==395.57MPa3.1.6、轧制总压力Pt p l B P 6.90357.39584.2210001=⨯⨯=⨯'⨯=3.2、轧制总压P 的确定依次求解第2、3道次的轧制压力 按照初步道次分配表计算出结果如下:t P 13802= ;t P 16003=轧制压力呈逐步增大,轧制时难以保证轧件发生均匀变形,即压下规程设计不合理。

@@钢坯尺寸为50×1500×19000mm(高宽长),经数道次轧制变形后,轧件尺寸为10×@@1500×380000mm(高宽长),求:钢坯的压下率?@@压下率:e=(50-10)/50×100%=80%@@钢坯尺寸为50×1500×19000mm(高宽长),经数道次轧制变形后,轧件尺寸为10×1500×95000mm(高宽长),求:延伸率?@@l1/l0=95000/19000=5@@某轧钢厂生产过程中,已知金属的消耗系数是 1.34,从统计部门了解到该厂当月生产了合格钢材是800t,计算该轧钢厂当月使用了多少吨钢坯?@@由K=G总/G合得G总=KG合=1.34X800=1072t@@轧件的入口速度 V1=0.6m/s、延伸系数μ=10,计算轧件的出口速度 V2。
@@V2=V1*μ=0.6*10=6 m/s@@轧辊工作直径D=800m,压下量△h=16mm,求变形区长度。
@@L=(D△h/2)1/2L=(800*16/2)1/2=80mm@@轧机本月轧制量Q=24万吨,由于各种损造成废品量W=9800吨,请计算轧机成品率。
@@成品率b=(Q-W)/Q=(240000-9800)/240000=0.959@@假设热轧时轧辊直径D=800mm,摩擦系数f=0.3,求咬入条件所允许的最大压下量是多少。
@@由咬入条件及摩擦系数与摩擦角的关系可知:αmax=摩擦角β,而tgβ=f所以:tgαmax=tgβ=f,又由cosα2=1/(1+ tgβ2)=1/(1+f2)所以带入公式△h max=D(1-cosαmax)得:△H max=D(1-11+f2)=34mm@@轧辊直径D=800mm,其转速为n=72r/min,前滑值为8﹪,试求轧制速度。
@@由公式S h=(V h-V)÷V×100﹪可知:轧制速度V h = V× (1+S h)其中轧辊线速度V=πDn/60=3.14×0.8×72÷60=3.0m/s所以轧制速度V h=3.0×(1+0.08)=3.24 m/s@@坯料尺寸为1500×65mm,长度30m,加热烧损为1%,轧制成品为3.0×1500mm。

轧钢工考试:中级轧钢工必看题库知识点(题库版)1、判断题游标卡尺测量工件时,测力过大或过小都会增大测量误差。
正确答案:对参考解析:暂无解析2、填空题毛管内径与顶头直径之差叫做()。
正确答案:扩展值3、单选操作员画面(江南博哥)状态栏字符"M"为:()A.自动B.手动C.设定值发送正确答案:B4、填空题金属材料强度指标包括(),屈服强度,抗拉强度等。
正确答案:弹性极限5、单选适用于判断轧速较低的粗轧机组机架间张力大小的方法是()。
A.棒击振动法B.观察走钢情况法C.电流判断法D.速度变化判断法正确答案:C6、填空题轧制时高向压下的金属体积如何分配给延伸和宽展,受()定律和体积不变的定律的支配。
正确答案:最小阻力7、判断题T10钢号中的“T”表示的是特殊钢。
正确答案:错8、问答题什么叫斜轧?正确答案:两个或三个轧辊中心线互成一定的角度,且轧辊的旋转方向是相同的方向,轧件在这种旋转的轧辊中进行塑性变形,而轧件是螺旋前进的运动(即边旋转,边前进),这种轧制方式称斜轧。
9、判断题产生过烧的主要原因是加热温度太低,加热时间过短。
正确答案:错10、填空题初轧机生产中轧制速度有两种,分别是()和梯形速度制度。
正确答案:三角形速度制度11、判断题冷轧与热轧相比具有表面质量好、尺寸精度高的优点。
正确答案:对12、填空题影响轧件宽展的主要因素有()等几个方面。
(能写出三个就行)正确答案:相对压下量、轧制道次、轧辊直径、摩擦系数、轧件宽度13、填空题延伸率是衡量金属材料()的指标。
正确答案:塑性14、判断题某些合金钢在低温时导热性很差,而在高温时反而有所提高,因此对这类钢采用低温慢速,高温快速的加热工艺。
正确答案:对15、单选180机组穿孔机送进角调整范围:()A.7-9度B.6-18度C.6-14度正确答案:C16、问答题荒管的尺寸?(单位:毫米)正确答案:173系列:外径:173壁厚范围:4.0---24.8.266系列:外径:266壁厚范围:6.1---22.3.17、填空题钢坯在加热过程中形成不同厚度的氧化铁皮,按化学成份由外向内分别是()Fe3O4、FeO。


1、什么叫箔材?带材?板材?箔材是指横断面呈矩形,厚度均一并等于或小于0.20mm的轧制产品带材是指横断面呈矩形,厚度均一并大于0.20mm,以成卷交货的轧制产品板材是指横断面呈矩形,厚度均一并大于0.20mm,以平直状外形交货的轧制产品2、什么叫前滑和后滑,如何测定前滑值,前滑的意义轧制过程中一部分的轧件超前于轧辊在该处的圆周速度的水平分量,此现象称为前滑,这一区域称为前滑区。
另外一部分的轧件落后于轧辊在该处的圆周速度的水平分量,此现象称为后滑,这一区域称为后滑区。
在轧制理论中,通常将轧件出口速度Vh与对应点的轧辊线速度之差同轧辊线速度的比称为前滑值设Sh为前滑值,V为轧辊的圆周速度,Vh为轧件出口速度,则有:Sh =(Vh -V)/V×100%=﹙Vh t-Vt ﹚/Vt =﹙lh-l﹚/l×100%式中:lh-在时间t内轧出的轧件长度;l—在时间t内轧辊表面任一点所走的距离按上面的公式用实验的方法测定出前滑比较容易,而且准确。
用下法实测:用冲子在轧辊表面上打出距离为L0的两个小坑,轧制后小坑在轧件上的压痕距离为Lh,代入公式就很容易得到前滑数值。
但是热轧时,轧件上两压痕之间距Lh是冷却后测量的,所以必须予以纠正为Lh=L’h[l+(t1-t2) ]其中L’h-轧件冷却后测得两压痕间的距离;α—轧件的线膨胀系数。
意义:(1)卷取机的线速度要大于轧辊速度,否则,带材会卷不紧。
为了使带材建立起张力,卷取机的线速度,必须要大于轧件的出口速度。
(2)连轧过程中必须保持各机架之间的速度协调。
连轧中如果不考虑前滑值,则会破坏秒流量相等条件。
可能造成拉带或者堆带现象。
(3)热轧机的轧辊与辊道的速度匹配,也必须考虑前滑的影响。
(4)用测定的前滑值,可确定稳定轧制条件下的外摩擦系数。
3、什么叫压下率(加工率)?在轧制过程中,材料的压下量与材料原始厚度之比叫压下率4、轧制过程的四个阶段?咬入条件?改善咬入条件的措施?1)开始咬入阶段:轧件开始接触到轧辊时,由于轧辊对轧件的摩擦力的作用,实现了轧辊咬入轧件,开始咬入为一瞬间完成。

典型产品的孔型、压下规程设计在设备能力允许条件下尽量提高产量充分发挥设备潜力以提高产量的途径不外乎是提高压下两、缩减轧制道次、确定合理速度规程、缩短轧制周期、减少换辊时间,提高作业率及合理选择原料增加坯重等。
对于连轧机而言主要是合理分配压下并提高轧制速度。
无论是提高压下量还是提高轧制速度,都涉及到轧制压力轧制力矩和电机功率。
一方面要求充分发挥设备的潜力,另一方面又要求保证设备安全和操作方便,就是说在设备能力允许的条件下努力提高产量。
而限制压下量和速度的主要因素包括咬入条件、轧辊及接轴叉头等的强度条件、电机能力的限制以及轧机的具体情况考虑其他因素等。
在保证操作稳便的条件下提高产量①操作稳便的钢板轧制定心条件,努力提高轧机的刚度。
尽力消除机架刚度对钢板纵向和横向精度的影响②提高板形及尺寸精度质量。
板带材轧制的精轧阶段对于保证钢板的性能、表面质量、板形及尺寸精度有着极为重要的作用。
为了保证板形质量及厚度精度,必须遵守均匀延伸或所谓的“板凸度一定”的原则去确定各道次的压下量。
③注意保证板组织性能和表面质量。
例如有些钢种对终轧温度和压下量有一定的要求,都需要根据钢种特性和产品技术要求在设计轧制规程时加以考虑。
制定压下规程以典型产品为例确定板坯长度(典型产品:x70,规格:17.5*3500*15000mm)取轧件轧后两边剪切余量为△b=100×2mm,头尾剪切余量为△l=500×2mm。
则:轧件轧后的毛板宽度b=3500+100×2=3700mm;轧件轧后的毛板长度l=15000+500×2=16000mm。
若忽略烧损和热胀冷缩,则根据体积不变定律可得:L =h b l /H B =17.5 * 3700 * 16000 / 175 * 2000=2960 mm根据板坯定尺取:L=3000mm咬入条件的计算参考现场数据及有关资料,热轧中厚板轧机的咬入角为18°~ 22°,当低速咬时,咬入角可取20°,并且轧辊工作直径取最小值1030mm,1120mm。


轧钢工初级工复习资料一、判断题(正确的请在括号内打“√”,错误的请在括号内打“×”每题1分,共341分)1、为保证板型,降低轧制力矩和确保卷取质量,带钢卷取机均应在无张力下进行卷取。
()答案:×2、轧钢就是金属轧件在轧机的轧辊之间的弹性变形。
()答案:×3、65钢是普通碳素结构钢()答案:×4、正围盘是指在生产过程中使轧件翻钢90°的围盘装置。
()答案:×5、S是钢中的有害元素。
()答案:√6、钢坯头部缩孔因轧制过程中不能轧合,易形成劈头。
()答案:√7、钢管轧机的规格以所轧钢管的最大外径来表示。
()答案:√8、在冷轧薄板生产工艺流程中,轧制工序前无须设除鳞工序。
()答案:×9、轧件与轧辊相接触的圆弧所对应的圆心角称为咬人角。
()答案:√10、板带钢产品的浪形缺陷中,中部浪形是由于中部延伸大造成的。
()答案:√11、板带材的主要技术要求可归纳为“尺寸精确板形好,表面光洁性能高。
()答案:√12、高速线材生产中,精轧机组滚动导卫多采用油一气润滑。
()答案:√13、冷轧薄板主要分为深冲钢板(如汽车板)和不锈钢板两种。
()答案:×14、对线材的表面质量要求中,耳子、折叠是允许存在的缺陷。
()答案:√15、我们通常所说的全连续式轧机是指轧件自始自终没有逆流轧制的道次。
()答案:×16、型钢生产中,使用卫板的作用是扶持轧件喂入轧机。
()答案:×17、导卫装置的型式按其工作段与所诱导轧件相对摩擦的性质划分,分为滑动和滚动两种。
()答案:√18、型材的种类分为棒材、H型钢、重轨三种。
()答案:×19、当机组的轧辊呈水平布置,轧件须扭转90。
进入下一道次轧制时,轧机的出口需设扭转装置。
()答案:√20、在热轧钢材品种中,断面尺寸最小的是管材。
()答案:×21、滚动的导卫装置中,导卫上所用辊子一般皆为主动辊。

轧钢工考试:高级轧钢工试题及答案1、问答题已知钢种是50#,坯料规格4mm×430mm,成品规格1.0mm×430mm,软态交货,分两个轧程2.2mm×430mm退火后,再轧成1.0mm×430mm,计算各(江南博哥)轧程的压下率是多少?正确答案:根据公式φ=(H-h)/H×100%第一轧程φ=(4-2.2)/4×100%=45%第二轧程φ=(2.2-1)/2.2×100%=54.55%答:各轧程的压下率分别为45%、54.55%。
2、判断题金属的熔点及凝固点是同一温度。
正确答案:对3、判断题液压剪(斜刃)的剪刃行程大于其开口度。
正确答案:对4、单选椭圆-方孔型系统的缺陷是()。
A.延伸系数小B.轧件得不到多方向压缩C.不均匀变形严重D.轧件周边冷却不均正确答案:C5、填空题金属在冷加工变形中,金属的塑性指标,随着变形程度的增加而()。
正确答案:降低6、判断题剪切钢板时的放尺量只与钢板的温度有关。
正确答案:错7、判断题一种变形力学图示对应一种加工方式。
正确答案:错8、判断题目前最广泛的炼钢生产形式是平炉加模铸。
正确答案:错9、单选钢材加热达到奥氏体化以后,以大于临界冷却速度快速冷却的工艺过程叫()。
A.回火B.正火C.淬火正确答案:C10、问答题钢材矫直的目的是什么?正确答案:使钢材长度方向上平直;给钢材断面整形;使钢材表面的氧化铁皮变得疏松。
11、单选板带钢轧制的()是板带轧制制度最基本的核心内容。
A.压下制度B.张力制度C.原料规格正确答案:A12、单选圆盘剪的刀片直径主要取决于()。
A.钢板厚度B.钢板宽度C.钢板材质正确答案:A13、判断题轧机主机列减速机的作用是将电动机的转速变为所需要的轧辊转速。
正确答案:对14、填空题轧件在轧制前与轧制后高度减少量叫。
正确答案:压下量15、填空题用正投影法在投影面上得到的图象称为()。

典型产品的孔型、压下规程设计在设备能力允许条件下尽量提高产量充分发挥设备潜力以提高产量的途径不外乎是提高压下两、缩减轧制道次、确定合理速度规程、缩短轧制周期、减少换辊时间,提高作业率及合理选择原料增加坯重等。
对于连轧机而言主要是合理分配压下并提高轧制速度。
无论是提高压下量还是提高轧制速度,都涉及到轧制压力轧制力矩和电机功率。
一方面要求充分发挥设备的潜力,另一方面又要求保证设备安全和操作方便,就是说在设备能力允许的条件下努力提高产量。
而限制压下量和速度的主要因素包括咬入条件、轧辊及接轴叉头等的强度条件、电机能力的限制以及轧机的具体情况考虑其他因素等。
在保证操作稳便的条件下提高产量①操作稳便的钢板轧制定心条件,努力提高轧机的刚度。
尽力消除机架刚度对钢板纵向和横向精度的影响②提高板形及尺寸精度质量。
板带材轧制的精轧阶段对于保证钢板的性能、表面质量、板形及尺寸精度有着极为重要的作用。
为了保证板形质量及厚度精度,必须遵守均匀延伸或所谓的“板凸度一定”的原则去确定各道次的压下量。
③注意保证板组织性能和表面质量。
例如有些钢种对终轧温度和压下量有一定的要求,都需要根据钢种特性和产品技术要求在设计轧制规程时加以考虑。
制定压下规程以典型产品为例确定板坯长度(典型产品:x70,规格:17.5*3500*15000mm)取轧件轧后两边剪切余量为△b=100×2mm,头尾剪切余量为△l=500×2mm。
则:轧件轧后的毛板宽度b=3500+100×2=3700mm;轧件轧后的毛板长度l=15000+500×2=16000mm。
若忽略烧损和热胀冷缩,则根据体积不变定律可得:L =h b l /H B =17.5 * 3700 * 16000 / 175 * 2000=2960 mm根据板坯定尺取:L=3000mm咬入条件的计算参考现场数据及有关资料,热轧中厚板轧机的咬入角为18°~ 22°,当低速咬时,咬入角可取20°,并且轧辊工作直径取最小值1030mm,1120mm。


轧钢生产基本知识1、轧钢与轧钢机的构成(1)、轧钢在旋转的轧辊间改变钢锭、钢坯形状的压力加工过程称轧钢。
按轧制方法可分为热轧与冷轧;按轧制时轧件与轧辊的相对运动关系不同可分为纵轧、横轧和斜轧。
钢锭和钢坯在常温下很难变形,不易加工,一般都需要加热到1100—1250℃进行轧制,这种轧制工艺称热轧。
在常温下的轧制一般理解为冷轧。
但从金属学理论观点看热轧与冷轧的界限应以金属的再结晶温度来区分,即低于再结晶温度的轧制为冷轧;高于再结晶温度的轧制为热轧。
(钢的再结晶温度一般在450—600℃范围之内)。
(2)、轧钢机的构成轧钢机由轧辊、机架、压下(压上)调整装置、轴向(侧压)调整装置、轧辊平衡装置、轧辊轴承、导卫装置等零部件构成。
轧钢机按机架形式分:开口式、闭口式、半闭口式、无牌坊式等几种。
由轧钢机、联接轴、齿轮箱、减速器、电机等主要设备组成,并排列成生产作业线的称轧钢主机列。
将钢锭或钢坯轧制成一定形状和性能钢材的一系列工序的组合叫做轧钢生产工艺过程或工艺流程。
型钢轧机通常以轧辊名义直径表示轧机的大小,(即轧机传动齿箱齿轮节圆直径尺寸);钢板轧机以轧辊辊身长度来命名;钢管轧机以所轧钢管外径尺寸来表示。
①、轧钢机主要部件及作用a、轧辊轧辊是轧钢机的重要组成部分,它是直接加工金属的主要工具。
轧辊由辊身、辊颈、辊头组成。
轧辊质量的好坏关系到轧材质量的优劣。
而轧辊寿命的长短关系到轧机生产率的高低,所以确保轧辊质量对于降低轧辊消耗,提高轧材质量,减少倒槽占用时间等方面具有重要意义。
常用的轧辊分铸铁和铸钢轧辊。
轧辊表面硬度和辊身径向硬度的均匀性是轧辊质量的重要指标。
b、径向调整装置径向调整装置通常指轧辊压下或压上调整装置。
主要用来调整轧辊辊缝,即调整轧件高度方向尺寸。
分手动调整、电动调整和液压调整三种方式。
c、轴向调整装置轴向调整装置通常指轧辊侧压下机构。
主要用来固定或调整轧辊轴向移动,实现上下轧辊孔型对中和消除错辊现象。