渐开线齿轮的加工方法及根切现象
- 格式:ppt
- 大小:6.04 MB
- 文档页数:14
齿轮范成原理实验一、实验目的1.掌握用范成法切制渐开线齿轮的基本原理,观察轮齿渐开线部分和过渡曲线的形成过程;2.了解渐开线齿轮产生根切现象的原因和避免根切的方法;3.分析比较渐开线标准齿轮和变化齿轮的异同点。
二、设备和工具:1.齿轮范成仪2.圆规、三角板、铅笔等;3.充作毛坯的绘图纸( 260)。
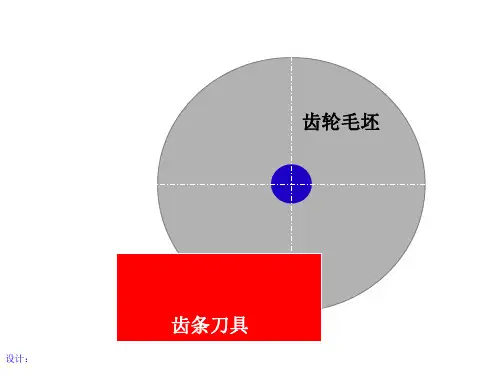
三、原理和方法:1.原理:范成法是利用一对齿轮传动时其共轭齿廓互为包络线的原理来加工齿轮轮齿的方法。
加工时其中一轮为刀具,另一轮为毛坯,它们之间仍保持固定的角速比的传动(强制的),完全和一对真正的齿轮互相啮合传动一样;同时刀具还沿轮坯的轴向作切削运动。
这样所制得齿轮的齿廓就是刀具刀刃在各个位置的包络线。
今若用渐开线作刀具齿廓,则其包络线亦必为渐开线。
刀具可以是轮形插刀,也可以半径为无穷大的齿条刀具。
由于在实际加工时,看不到刀刃在各个位置形成包络线的过程,故通过齿轮范成仪来实现轮坯与刀具间的传动过程,并用铅笔将刀具刀刃的各个位置记录在绘图纸上,这样我们就能清楚地观察到齿轮范成的过程。
2.范成仪的构造范成仪构造如图2-1所示:圆盘1绕其固定轴心O转动。
在圆盘的周缘上刻有凹槽,槽内绕有钢丝2,钢丝绕在凹槽内以后,其中心线所形成的圆应等于被加工齿轮的分度圆(d=Zm)。
钢丝的一端固定在横拖板3上的a处,另一端固定b处。
横拖板3可在机架4上沿水平方向移动,通过钢丝的作用使圆盘相对于横拖板的运动和被加工齿轮相对于齿条的运动一样,即齿轮的节圆和齿条的节线作纯滚,运动学的关系V=r ω。
齿条5装在横拖板上,齿条上有两个槽孔借螺钉6加以固定,齿条刀具中线相对于轮坯中心的位置可借齿条上的槽孔相对于横拖板沿垂直方向移动。
图2-1 齿轮范成仪构造范成仪所用齿条刀具基本参数,被加工齿轮分度直径和齿数,见表2-1。
基本参数齿条刀具模数m(mm)压力角α()(刀具角)齿顶高系数h *a顶隙系数c * 220;1021==m m2010.25被加工齿轮分度圆直径 被加工齿轮的齿数200()d zm mm == d z m==四、实验步骤:1.根据已知的刀具参数(m 、α、h*a 、c*)和被加工齿轮的分度圆直径d ,计算被加工齿轮(标准齿轮、正变位齿轮、负变位齿轮)的齿数和基圆、根圆、顶圆直径,并将上述四个圆画在绘图纸上,然后将纸剪成比顶圆直径图大12(mm )的圆形作为轮坯。
渐开线齿轮传动摘要:21世纪工业与制造业日新月异,齿轮由于其能实现定传动比、传动可靠性高、传动平稳等优点因此无论是工业还是制造业中齿轮都是极其重要的,早在2400多年前的东周时期,我国就已经出现了铜质的齿轮,我国古代的指南车中就大量运用了齿轮和齿轮系,由此可见我国使用齿轮的历史已经十分悠久,哪怕到了科学技术日新月异的今天齿轮在工业上的作用依旧是不可替代的,本文将就多种不同形式的渐开线齿轮的传动进行浅谈,同时对于齿轮中的一些基本参数进行了简单介绍。
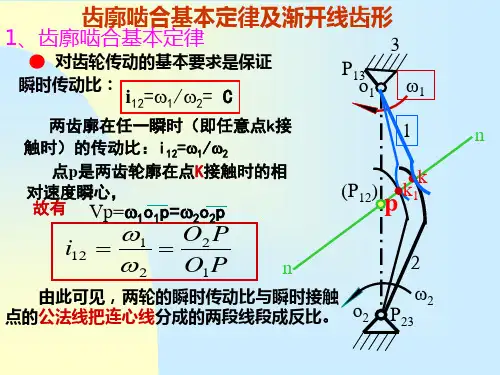
关键词:渐开线、齿轮、啮合、传动1.渐开线直齿圆柱齿轮的啮合传动1.1.渐开线的形成当一直线BK沿一圆周作纯滚动运动时,直线上任意一点K的轨迹AK就是该圆的渐开线,该圆就叫做齿轮的基圆(base circle),其半径用r表示,任意b直线BK就称为渐开线的发生线(generating line),在发生线做纯滚动时会在表示,过K 点做基圆的切线该切基圆上形成一个展角(evolving angle),用θk线与基圆交于一点B,连接基圆圆心O与B点,OB与OK两直线的夹角称为渐开表示,压力角是表示齿轮传动性能的一个极其重要的参数,我线压力角,用αk们将在后文进行介绍。
根据渐开线形成的过程我们不难发现渐开线有以下重要性质:(1)发生线上在基圆上被滚过的弧长AB等于BK线段的长度。
(2)渐开线的曲率半径取决于基圆的大小,当基圆半径趋于无穷大时,此时齿轮将演化为齿条。
(3)基圆内部没有渐开线。
以上的性质在研究渐开线传动过程中十分重要,正因为渐开线具有这些重要性质,渐开线齿轮才在今天任是使用最普遍的齿轮形式,可以说对于渐开线齿轮的研究极大地推动了工业和制造业的发展。
1.2 渐开线直齿圆柱齿轮的啮合渐开线齿廓最大的优点就是能够满足定传动比传动。
但是两齿轮要想正确啮合还必须满足正确啮合条件。
一对渐开线齿轮在传动时,它们的齿廓啮合点都应位于啮合线N1,N2上,因此要使齿轮能正确啮合传动,应使处于啮合线上的各对轮齿都能同时进入啮合,为此两齿轮的法向齿距用pb表示,两齿轮法向齿距应相等,即式中,m1、m2及α1,α2分别为两齿轮的模数和压力角。
渐开线齿轮范成实验一、实验目的1、掌握用范成法切制渐开线齿轮的基本原理;2、通过观察渐开线齿轮的轮廓曲线具体形成过程,了解齿轮的根切现象及避免根切的方法;3、分析比较标准齿轮与正负变位齿轮齿形变化的异同点。
二、实验仪器及工具1、齿轮范成仪。
2、铅笔、圆规、三角板、剪刀等(自备)。
3、300X300mm2的厚图纸两张。
三、齿轮范成法原理范成法是利用一对齿轮(或齿轮齿条)互相啮合时,共轭齿廓互为包络线的原理来加工齿轮的。
加工时,其中一轮为刀具,另一轮为轮坯,刀具和轮坯在机床链作用下保持定传动比传动,完全和一对真正的齿轮相互啮合传动一样,刀具作径向进给运动的同时,还沿轮坯的轴向作切削运动。
这样切出的齿廓就是刀刃在各个位置的包络线。
若用渐开线作刀具的齿廓,可以证明其所包络出的齿廓必为渐开线。
今用齿条渐开线(基园半径为无限大时渐开线为一倾斜直线)齿廓加工齿轮,那么刀具刀刃在各个位置的包络线就是渐开线,即加工出的齿廓为渐开线齿廓。
因为在实际加工时,看不到刀刃形成包络轮齿的过程,所以通过齿轮范成仪来表现这一过程,用铅笔将刀刃的各个位置描绘在轮坯纸上,这样就能清楚地观察到轮齿范成的过程。
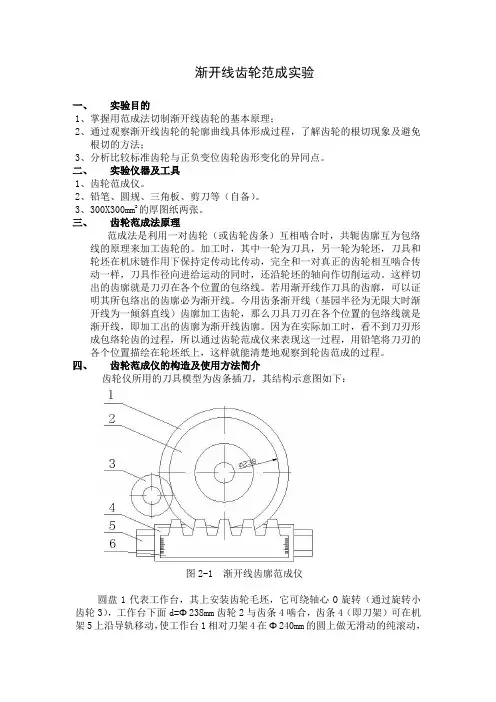
四、齿轮范成仪的构造及使用方法简介齿轮仪所用的刀具模型为齿条插刀,其结构示意图如下:图2-1 渐开线齿廓范成仪圆盘1代表工作台,其上安装齿轮毛坯,它可绕轴心O旋转(通过旋转小齿轮3),工作台下面d=Φ238mm齿轮2与齿条4啮合,齿条4(即刀架)可在机架5上沿导轨移动,使工作台1相对刀架4在Φ240mm的圆上做无滑动的纯滚动,也就是说,该范成仪只能加工分度圆是Φ238mm的齿轮。
齿条刀6可安装在相对轮坯的不同位置,如齿条刀6安装在其中线与轮坯的分度圆相切的位置,可切制出标准渐开线齿轮;若齿条刀6的中线与轮坯的分度圆不相切,而移动了一定距离(其移距xm可在刀架4的刻度上直接读出),则可按移动距离的方向和大小,切制出各种正变位或负变位齿轮。
实验三齿轮范成实验一、实验目的1.掌握用范成法加工渐开线齿轮的基本原理,观察齿廓渐开线及过渡曲线的形成过程;2.熟悉渐开线齿廓的基本特征,掌握齿轮各部分的名称及基本尺寸的计算;3.了解渐开线齿轮齿廓的根切现象和用变位法避免根切的方法;4.分析比较标准齿轮与变位齿轮齿形的异同。
二、实验量仪说明1 . CFY-C型齿轮范成仪。
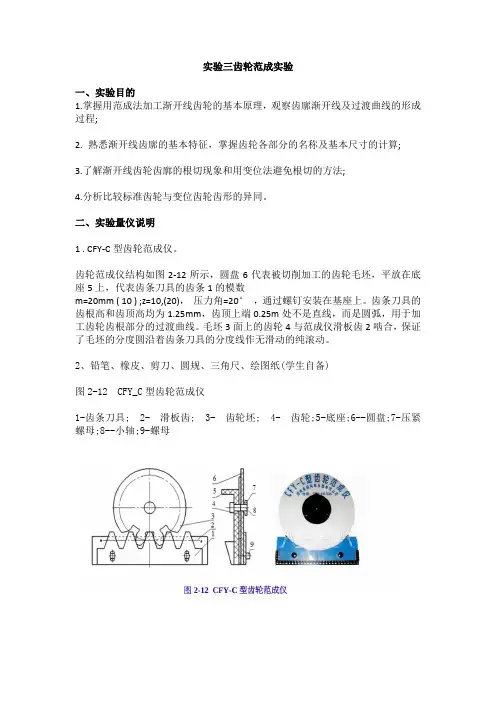
齿轮范成仪结构如图2-12所示,圆盘6代表被切削加工的齿轮毛坯,平放在底座5上,代表齿条刀具的齿条1的模数m=20mm ( 10 ) ;z=10,(20),压力角=20°,通过螺钉安装在基座上。
齿条刀具的齿根高和齿顶高均为1.25mm,齿顶上端0.25m处不是直线,而是圆弧,用于加工齿轮齿根部分的过渡曲线。
毛坯3面上的齿轮4与范成仪滑板齿2啮合,保证了毛坯的分度圆沿着齿条刀具的分度线作无滑动的纯滚动。
2、铅笔、橡皮、剪刀、圆规、三角尺、绘图纸(学生自备)图2-12 CFY_C型齿轮范成仪1-齿条刀具; 2- 滑板齿; 3- 齿轮坯; 4- 齿轮;5-底座;6--圆盘;7-压紧螺母;8--小轴;9-螺母-对渐开线齿轮(或齿轮和齿条)啮合传动时,两轮的齿廓曲线互为包络线(齿轮啮合原理)。
范成法就是利用这一原理来加工齿轮的。
用范成法加工齿轮时,一个轮为齿条的刀具,另一轮为待加工齿轮的轮坯。
刀具与轮坯都安装在机床.上,在机床传动链的作用下,刀具与轮坯按作定传动比作回转运动,同时,刀具还一-边作径向进给运动(直至全齿高),另一边沿轮坯的轴线作切削运动,这样刀具的刀刃就可切削出待加工齿轮的齿廓。
由于在实际加工时看不到刀刃包络出齿廓的过程,故通过齿轮范成实验来表现这一过程。
在实验中所用的齿轮范成仪相当于用齿条刀具加工齿轮的机床,待加工齿轮的纸坯与刀具模型都安装在范成仪上,由范成仪来保证刀具与轮坯的对滚运动(待加工齿轮的分度圆线速度与刀具的移动速度相等)。
对于在对滚中的刀具与轮坯的各个对应位置,依次用铅笔在纸上描绘出刀具的刀刃廓线,每次所描下的刀刃廓线相当于齿坯在该位置被刀刃所切去的部分。
实验齿轮加工范成法加工实验一、目的1、掌握用范成法切制渐开线齿轮的原理,观察用齿条(刀具)绘制齿廓曲线的过程;2、了解标准齿轮Z<Zmin时产生根切的现象及用移距修正法避免根切的方法,以建立变位齿轮的概念3、比较标准齿轮与变位齿轮约顶圆齿厚和根圆齿厚。
二、设备和工具1、三角尺;2、齿轮范成仪:3、圆规:4:绘图纸(280mmxl50mm),5、剪刀:6、两种不同颜色的铅笔或圆珠笔三、齿轮范成仪的技术规范1、齿条刀具的参数:模数m=2.5mm;压力角α=20°;齿顶高系数ha*=1;径向间隙系数C*=0.25;2、被加工齿轮的参数:分度圆直径d=200mm,齿数z=d/m=8:3、仪器的最大移距量:x m=-5mm~+20mm。
四、齿轮范成仪的工作原理与构造范成法是利用一对齿轮(或齿轮与齿条)互相啮合时其共轭齿廓为包络线的原理来切齿的。
本实验所用的齿轮范成仪是模仿齿轮与齿条的啮合过程来设计的,刀具模型为一齿条(相当于齿条插刀),齿轮模型则为相当于被切削齿轮的半圆盘,其结构如图2所示。
半圆盘1可绕其固定的轴心o转动,在半圆盘1边缘刻有代表分度圆的凹槽,槽内绕有钢丝3,两端分别固定在半圆盘1及纵拖板5上的a,b和c,d处,纵拖板5可在机架8上沿水平方向左右移动,并通过钢丝3带动半圆盘1亦相应地向左或向右转动,这与被加工齿轮相对于齿条刀具的运动过程相同,齿条刀具6通过两只销钉固定在横拖板4上,横拖板4装在纵拖板5的径向导槽内,旋转螺秆7,可使横拖板4带着齿条6沿垂直方向相对于半圆盘l的中心O作径向移动,用以调节齿条中线与半圆盘中心之间的距离当齿条中线与被切齿轮分度圆相切时,齿条中线与节线重合,便能切制出标准齿轮。
这时均匀地移动纵拖板5,将刀刃各个位置的投影线用铅笔描绘在轮坯纸上,便能清楚地观察到齿轮的范成过程。
图2 齿轮范成仪结构简图1、半圆盘2、压环3、钢丝4、横拖板5、纵拖板6、齿条刀具7、螺杆8、机架若旋转螺杆8,改变齿条中线与半圆盘l中心o的距离,使齿条中线与刀具节线分离,如图2所示,此时齿条中线与被切齿轮分度圆分离xm,但刀具节线仍与被切齿轮分度圆相切,这样便能切制出变位齿轮。