普通车床的数控改造方法及设计图
- 格式:doc
- 大小:164.00 KB
- 文档页数:8

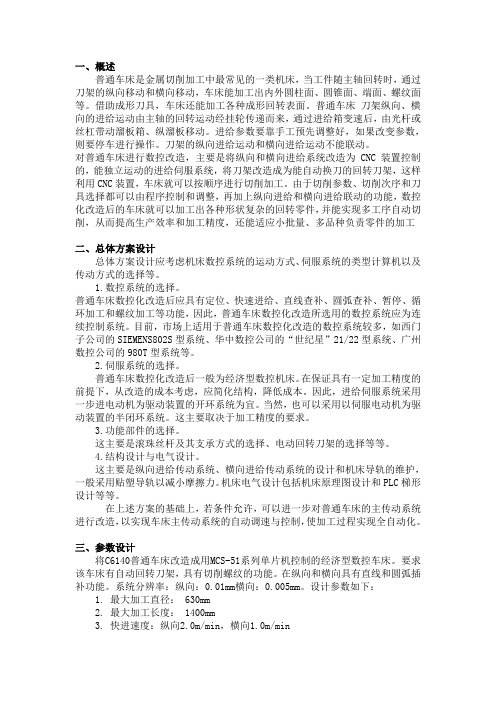
A B C D EABCDE标签完整的名称F24_002 - GB - A4结构描述结构标识符总览=DOC(文档图纸)高层代号=SCH(原理图)高层代号=REP1(接线图表)高层代号=REP2(材料表)高层代号+A电柜位置代号+B操作站位置代号+C1床身位置代号+C2拖板位置代号+E床头位置代号+F刀架位置代号+R液压站位置代号+L冷却箱位置代号+I排屑器位置代号+M尾座位置代号ABCDEABCDE开关电源电子手轮变频器主轴电机主轴编码器X 伺服电机X 驱动器Z 驱动器Z 伺服电机电动刀架AC/DC配电盘润滑油泵冷却泵机床照明GSK980TB3数控系统-XS2电源接口-XS30X 驱动接口-XS31Z 驱动接口-XS32主轴编码器-XS38手轮-XS34主轴接口-XS39输出1-XS40输入1-XS41输入2-XS42输出2A B C D EABCDE 端子图表F13_003 - GB-A4端子排功能文本线号线号目标代号目标代号短连接短连接内部目标外部目标放置=SCH(原理图)+A-X1L1L11电源L1-QF0:1+/1.1:C L2L22=L2-QF0:3+/1.1:C L3L33=L3-QF0:5+/1.1:C PE PE PE=A B C D EABCDE功能文本线号线号目标代号目标代号短连接短连接内部目标外部目标放置=SCH(原理图)+A-X2-FN1:121电柜风机2-QF7:2+/3.4:A2-X2:3+/3.5:C-FN1:202电柜风机-GD2:N+/3.3:C+B-A1-GD1:N+/4.3:C0-X2:4+/3.6:C-FN1:PE PE PE电柜风机-FN2:123=2-X2:1+/3.4:C-FN2:204=0-X2:2+/3.4:C-FN2:PE PE PE=+E-M2:U1U25主电机冷却风机U2-QM1:2+/9.2:B+E-M2:V1V26=V2-QM1:4+/9.2:BW2-QM1:6+/9.2:B+E-M2:W1W27=+E-M2:PE PE PE=U5-KM1:2+/14.1:C+F-M5:U1U58刀架电机U5-FV2+/14.1:CV5-KM1:4+/14.1:C+F-M5:V1V59刀架电机V5-FV2+/14.1:C+F-M5:W1W510刀架电机W5-KM1:6+/14.2:CW5-FV2+/14.1:CA B C D EABCDE功能文本线号线号目标代号目标代号短连接短连接内部目标外部目标放置=SCH(原理图)+A-X2+F-M5:PE PE PE刀架电机+L-M6:U1U611冷却泵电机U6-KM3:2+/16.2:B+L-M6:V1V612=V6-KM3:4+/16.2:B+L-M6:W1W613=W6-KM3:6+/16.2:B+L-M6:PE PE PE=+R-M7:114导轨润滑电机+R-M7:215=22-U3-X2:5C+/17.3:C+R-M7:PE PE=A B C D EABCDE功能文本线号线号目标代号目标代号短连接短连接内部目标外部目标放置=SCH(原理图)+A-X31系统上电L+-GD2:+24V+/3.3:C+B-SB1:21L+2=3+B-SB1:22+/4.1:A+B-SB2:1333=4+B-SB2:14+/4.1:C-KA0:14(+)44X 限位+24V-XS40A-X:11+/6.4:C+B-SB3:21+24V+24V-X3:4+/8.2:A+24V-X3:4+/7.2:A+B-SB5:13+24V4循环启动-X3:10+/8.3:A+24V+C2-SQ1-1:1175X 限位7+B-SB3:22+/7.2:B+B-SB4:137+C2-SQ1-3:32+/7.2:D6X 限位+C1-SQ2-3:3210*ESP+B-SB4:14+/7.5:C-XS40A-X:10*ESP7急停*ESP+C1-SQ2-1:11+/7.3:C8循环启动+B-SB5:14ST ST-XS40A-X:8+/8.2:D*SP-XS40A-X:7+/8.3:D9进给保持+B-SB6:22*SP+24V-X3:4+/8.2:A+C2-SQ1-2:21+24V10X 零点+24V-X3:12+/8.4:A*DECX-XS40A-X:1+/8.3:D+C2-SQ1-2:22*DECX11X 零点12Z 零点+C1-SQ2-2:21+24V+24V-X3:10+/8.3:A+C1-SQ2-2:22*DECZ13=*DECZ-XS40A-X:9+/8.4:DA B C D EABCDE功能文本线号线号目标代号目标代号短连接短连接内部目标外部目标放置=SCH(原理图)+A-X3+F-U5:+24V+24V14刀架电源+24V-XS40A-X:23+/15.2:D+F-U5:0V0V15=0V-XS40A-X:24+/15.2:D+F-U5:1T01161号刀T01-XS40A-X:6+/15.3:D+F-U5:2T02172号刀T02-XS40A-X:5+/15.4:D+F-U5:3T03183号刀T03-XS40A-X:4+/15.5:D+F-U5:4T04194号刀T04-XS40A-X:3+/15.5:D+C2-EL24V20机床照明24V-QF5:2+/2.5:D+C2-EL:x2021=0-TC2+/2.3:C-GD2:N+/3.3:CA B C D EABCDE符号地址设备标识符 PLC地址项目名称功能文本放置端子车床数控改造电路图-变频主轴(GSK980TB3)=SCH(原理图)+B-A1+/10.1:A主轴故障7+/10.2:A模拟电压10+/10.3:A0V11+/6.1:A13+/6.2:A18+/6.2:A19+/6.2:A20+/6.2:A21+/6.3:A22+/6.3:A23+/6.3:A24+/6.3:A25+/6.4:A11+/6.5:A14+/6.5:A15+/6.5:A16+/6.5:A17+/6.6:A18+/15.2:D电源23+/15.2:D0V24+/6.6:A25+/10.2:D电源11A B C D EABCDE符号地址设备标识符 PLC地址项目名称功能文本放置端子车床数控改造电路图-变频主轴(GSK980TB3)=SCH(原理图)+B-A1X1.0+/7.5:E急停10X1.1+/8.4:E Z 零点减速9X1.2+/8.2:E循环起动8X1.3+/8.3:E进给保持7X1.5+/8.3:E X 零点减速1X2.0+/15.3:D 1 号刀6X2.1+/15.4:D 2 号刀5X2.2+/15.5:D 3 号刀4X2.3+/15.5:D 4 号刀3X3.7+/10.1:D速度到达7Y5.0+/10.5:A主轴正转7Y5.1+/10.6:A主轴反转3Y5.3+/16.4:A冷却15Y5.4+/17.4:A润滑6Y6.6+/14.5:A刀架正转12Y6.7+/14.6:A刀架反转13A B C D EABCDE 元件汇总表元件代号型号描述制造商数量广州数控2伺服驱动器,20A模块,适配1~1.3kw伺服电机DA98A-20-A2广州数控2伺服驱动器,30A模块,适配1.5~1.88kw伺服电机DA98A-30-A3阿尔法2变频器,三相380V,7.5kw/11kw,17A/25A;ALPHA6000E-37R5GB/3011PB-A4广州数控1数控车床系统,横式,7寸液晶屏GSK980TB3-A11LED机床工作灯,长臂式,24V AC,12W。

题目四 C6132普通车床的数控改造设计1. 设计目的:通过C6132普通车床的数控改造,使学生们掌握普通机床改造的方法,具有灵活运用相关知识的能力;2. 设计内容及要求:C6132型车床是一种加工效率高,操作性能好,社会拥有量大的普通车床。
本设计任务是对C6132普通车床进行数控改造。
利用微型计算机对纵、横向进给系统进行开环控制.纵向脉冲当量为0.01mm/脉冲.横向脉冲当量为0.005mm/脉冲,驱动元件采用步进电机,传动系统采用滚珠丝杠副,刀架采用自动转位刀架。
3. 设计成果:1)电动机的选取2)相关硬件电路图普通车床数控改造——C6132总体设计及横向进给设计机械设计制造及其自动化摘要本次设计是对普通车床C6132的数控化改造。
主要包括:主传动系统的改造、进给系统的改造、导轨和刀架的改造,以及控制系统改造。
结果表明,改造后的车床具有自动化程度高、精度高等优点,并且降低了成本,提高了原机床的使用价值。
关键词:车床数控改造滚珠丝杠数控系统一、总体方案拟定数控车床主要用于轴类、盘类零件的加工, 能自动完成外围柱面、内孔、锥面、圆弧面、螺纹等工序的粗细加工, 并能在圆柱面或端面上进行铣槽、钻孔、铰孔等工作, 可以实现回转体零件在预先加工好定位基面后, 一次装夹下完成从毛坯到成品的全部工序。
因此能够极大的提高生产率。
C6132车床主要用于对小型轴类、盘类以及螺纹零件的加工。
数控车床的结构改造要求:在改造中应尽可能保留原机床结构。
主传动系统中保留主轴箱内滑移齿轮变速机构,取消原操作手柄,实现主轴的正反转及停止,改由数控系统直接控制主电机,当数控系统发出M03指令后,主电机正转,通过传动系统实现主轴正转。
纵、横进给系统均采用交流伺服电动机。
用滚珠丝杠螺母机构代替普通的滑动丝杠螺母机构,具有摩擦力小,运动灵敏, 无爬行现象, 也可以进行预紧, 以实现无间隙传动,传动刚度好,反向时无空程死区等特点。
可提高传动精度。

优秀设计XXXX大学毕业设计说明书学生姓名:学号:学院:专业:题目:CA6140普通车床经济型数控改造设计指导教师:职称:职称:20**年XX月XX日毕业设计(论文)任务书注:任务书的具体内容可依据各系要求进行修正。
另,学生所做毕业设计(论文)的工作的研究成果归河北理工大学所有,学生不能向第三方泄露有关成果内容和技术秘密。
目录摘要 (6)Abstract (7)1绪论 (8)1.1引言 (8)1.2机床数控改造的目的 (9)1.3数控系统的产生和发 (10)1.3.1数控系统的出现和发展 (10)1.3.2数控系统的发展趋势 (11)1.4数控改造的必要性 (11)1.5数控机床改造的优点 (12)1.6数控机床改造的设计步骤 (13)1.7 CA6140的数控改造 (14)1.7.1数控系统的选择 (14)1.7.2 CPU和存储器 (15)1.7.3 I/O接口电路 (16)1.7.4其它部件的选择 (16)2数据参数的选择及其计算 (18)2.1纵向进给系统得设计计算(装配图2) (18)2.1.1选择脉冲当量: (18)2.1.2计算切削力: (18)2.1.3滚珠丝杠螺母副的计算和选型: (20)2.1.4齿轮及转距的有关计算: (21)2.2横向进给系统的设计计算: (23)2.2.1切削力计算: (24)2.2.2滚珠丝杠设计计算: (24)2.2.3齿轮及设计的有关计算: (26)2.2.3步进电机的选择: (27)2.3自动刀架的设计 (29)2.3.1刀架的抬起: (29)2.3.2刀架的回转和选位 (29)2.3.2刀架的下降定位和压紧 (30)2.3.3减速机构的设计计算 (31)2.3.3蜗杆传动的设计计算 (34)2.3.4螺旋升降装置得设计计算 (38)3数控系统硬件电路设计 (43)3.1概述 (43)3.2 8088微处理器控制系统设计 (44)3.2.1主要技术特性及硬件配置 (44)3.2.2存储空间的分配 (44)3.2.3I/O地址分配 (44)3.2.4单片机部分电路设计图如图纸所示 (44)3.2.5光电隔离电路 (44)3.2.6功率放大电路 (45)3.2.7其他辅助电路 (46)4软件设计部分 (47)4.1概述 (47)4.2总体方案设计 (47)4.3插补方法的确定 (48)4.4进给控制字FCW的设置 (50)4.5环行分配器的子程序 (50)附录Ⅰ (51)附录Ⅱ (57)致谢 (62)参考文献 (63)摘要近20年来.我国数控技术和数控机床走过了引进技术、消化吸收和实现产业化的历程。


一、概述普通车床是金属切削加工中最常见的一类机床,当工件随主轴回转时,通过刀架的纵向移动和横向移动,车床能加工出内外圆柱面、圆锥面、端面、螺纹面等。
借助成形刀具,车床还能加工各种成形回转表面。
普通车床刀架纵向、横向的进给运动由主轴的回转运动经挂轮传递而来,通过进给箱变速后,由光杆或丝杠带动溜板箱、纵溜板移动。
进给参数要靠手工预先调整好,如果改变参数,则要停车进行操作。
刀架的纵向进给运动和横向进给运动不能联动。
对普通车床进行数控改造,主要是将纵向和横向进给系统改造为CNC装置控制的,能独立运动的进给伺服系统,将刀架改造成为能自动换刀的回转刀架,这样利用CNC装置,车床就可以按顺序进行切削加工。
由于切削参数、切削次序和刀具选择都可以由程序控制和调整,再加上纵向进给和横向进给联动的功能,数控化改造后的车床就可以加工出各种形状复杂的回转零件,并能实现多工序自动切削,从而提高生产效率和加工精度,还能适应小批量、多品种负责零件的加工二、总体方案设计总体方案设计应考虑机床数控系统的运动方式、伺服系统的类型计算机以及传动方式的选择等。
1.数控系统的选择。
普通车床数控化改造后应具有定位、快速进给、直线查补、圆弧查补、暂停、循环加工和螺纹加工等功能,因此,普通车床数控化改造所选用的数控系统应为连续控制系统。
目前,市场上适用于普通车床数控化改造的数控系统较多,如西门子公司的SIEMENS802S型系统、华中数控公司的“世纪星”21/22型系统、广州数控公司的980T型系统等。
2.伺服系统的选择。
普通车床数控化改造后一般为经济型数控机床。
在保证具有一定加工精度的前提下,从改造的成本考虑,应简化结构,降低成本。
因此,进给伺服系统采用一步进电动机为驱动装置的开环系统为宜。
当然,也可以采用以伺服电动机为驱动装置的半闭环系统。
这主要取决于加工精度的要求。
3.功能部件的选择。
这主要是滚珠丝杆及其支承方式的选择、电动回转刀架的选择等等。
目录引言 (5)1 概述 (6)1.1 毕业设计的目的 (6)1.2 设计任务 (7)1.3 设计的必要性 (7)1.3.1 数控改造目的 (7)1.3.2 数控改造的优点 (7)2总体方案设计 (7)2.1 系统的运动方式与伺服系统的选择 (7)2.2 计算机系统 (8)2.3 机械传动方式 (8)2.3.1纵向滚珠丝杠 (8)2.3.2横向滚珠丝杠 (8)2.3.3总体方案 (9)3进给伺服系统设计 (9)3.1纵向进给伺服系统 (10)3.1.1 计算进给牵引力F(N) (10)m3.1.2 计算最大动载荷C (11)3.1.3 滚珠丝杠螺母副的传动效率计算 (11)3.1.4 刚度验算 (12)3.1.5 稳定性校核 (13)3.2横向进给伺服系统 (13)F (13)3.2.1 计算进给牵引力m3.2.2 计算最大动负载C (13)3.2.3选择滚动丝杠螺母副 (14)3.2.4传动效率计算 (14)3.2.5 刚度验算 (14)3.2.6稳定性校核 (16)3.3齿轮传动比计算 (18)3.3.1 纵向进给齿轮箱传动比计算 (18)3.3.2横向进给齿轮箱传动比计算 (19)3.4步进电机的选型 (19)3.4.1纵向进给步进电机 (19)3.4.2横向步进电机 (23)3.4.3 计算步进电机空载启动频率和工作时的频率 (25)4 数控系统硬件电路设置 (26)4.1 数控系统基本硬件组成 (26)4.2 选择 CPU 的类型 (27)4.3 74LS138 CPU 和存储器 (27)4.4 I/O接口电路 (28)4.5 软件环行分配器 (28)4.6 控制系统 (28)4.7 其它辅助电路 (29)参考书目 (30)致谢 (31)图纸简介 .......................................... 错误!未定义书签。
摘要这次毕业设计主要是将一台C620型普通车床进行经济型数控改造设计,由于定位精度高,所以纵、横向导轨均采用贴塑导轨,传动系统采用滚珠丝杠,同时,为提高传动刚度和消除间隙,对丝杠进行预拉伸,传动齿轮采用双片错齿消隙齿轮,驱动元件采用步进电机。
主传动系统改造车床主轴带动工件以不同转速旋转是车削加工中的主运动,消耗机床大部分动力。
普通车床由主电动机经皮带传动,经主轴变速箱带动主轴旋转,主轴箱经手动或自动变速获得(9~24)级转速,通过电磁或液压离合器操纵主轴的变速和正反转;而数控车床主轴箱由电主轴或传统机械主轴单元加变频电机和变频器组成。
普通车床在数控化改造时大部分情况下保留原主轴箱,不做改动或少做改动。
如需改动则要注意以下几点:如原主轴含液压操纵主轴的变速、正反转和润滑功能,则需对其增装单独普通电机加以驱动,避免液压系统受到主电机正反转或转速变换而失灵。
如不需要原有机械变速换挡时,则需将主轴箱内齿轮组固定在一恒定的速度链上,摩擦片也应焊死以免因为误操作出现事故。
机床能否进行螺纹加工是主轴部分数控化改造的另一重要部分,传统车床加工螺纹时往往是通过挂轮组来完成,加工不同的螺纹则需不同的挂轮组,操作起来十分麻烦。
改造主轴编码器安装图时如图,我们通常在主轴末端或挂轮架处增装一光电编码器,其转速与主轴转速一致,主轴转一周,光电码盘转一转,通过反馈给系统控制进给轴与主轴的同步性,从而加工出理想螺距的螺纹。
根据其编码方式的不同,光电码盘可分为增量式光电码盘和绝对式光电码盘,目前国内常用的为增量式光电码盘。
根据光电码盘上刻线条数可分为1024线、2048线等,我们常用的为1024线即可满足要求。
卧式车床进行数控化改造时,一般可保留原有的主传动机构和变速操纵机构,这样减少改造的工作量。
主轴的正转、反转和停止可由数控系统来控制。
提高车床的自动化程度,需要在加工中自动变换转速,可用2~4速的多速电机和单速主电动机;当多速电动机仍不能满足要求时,可用交流变频器来控制主轴实现无级变速(工厂使用情况表明,使用变频器时,若工作频率低于70Hz,原频率可以不更换,但所选变频器得功能应比电动机大)。
主轴部件直接带动工件或刀具参加切削运动,它除承受本身重量外,还需承接较大的切削载荷,主轴本身的刚性和旋转精度以及支撑的刚性都将直接影响零件的加工精度,因此主轴部分的数控改造,首先应保证本身的刚性以及修复和提高本身的旋转精度。
用华中Ⅰ 用华中Ⅰ数控系统对 C6132 车床进行数控改造2008-4-21 20:16:00 来源:中国自动化网 网友评论 1 条 点击查看1 机械部分的改造 把 C6132 普通车床改成数控车床的主要改造部位: 主电动机和水泵电动机能分 别通过 M03、M04、M05、阴刀、M09 等指令来进行控制;把原来的手动进给改成微 机控制,实现二轴联动;为实现螺纹车削在主轴后端加一光电编码器。
机械部分的改造,在原机床的基础上,去掉挂轮箱(保留三星齿轮)、进给箱、溜板箱、 刀架部分,保留大拖板、中拖板。
光电编码器的安装利用挂轮箱中的三星齿轮,找到与主轴传动比为 1:1 的传动 齿轮,采用同心套通过一个固定支架与光电编码器相联,结构示意图如图 1 所示。
纵、 横向丝杠的改造去掉机床的进给传动系统, 安装上滚珠丝杠、 减速器接口、步进电动机。
X 轴传动比为 5:3, Z 轴的传动比为 1:1。
这类小型机床在中间设置一级 传动结构的目的是提高伺服电动机的使用寿命。
对于瞬时性的快速起、停起到一定的 缓冲作用。
改造后机床的传动进给示意图如图 2 所示。
2 电控部分的改造 华中Ⅰ型数控系统开放性好,所以改造非常简单。
具体方法为全部拆除原车床 的电控线路。
对单速电动机,直接从数控系统的电控柜中出线与主轴电动机的 U2、 V2、W2 和冷却泵电动机的 U6、V6、W6 连接。
对于双速电动机,除了直接连线以 外还应对电控柜和系统软件中的内置 PLC 系统程序 STEP.DAT 进行相应的修改。
3 微机系统控制部分的设置 对于一般车床的改造只须对以下两部分系统配置进行参数设置就可以了。
一是 轴参数,二是内置 PLC 的编码。
在华中Ⅰ型数控系统软件中输入正确的口令以后就可以对轴参数进行设置了。
不同的用户在改造车床时步进电动机与丝杠之间选择的传动比是不同的, 同时丝杠的 螺距也不同, 所以为了适用不同的传动比, 华中Ⅰ型数控系统开发了一个有用的工具, 通过设置一对电子齿轮的比值来对实际的传动比进行调整。
下面以我校数控改造的车 床为例进行说明。
我们对 X 轴选用的步进电动机的步距角 θ=0.9°。
步进电动机与丝杠之间的传 , 动比 I=3/5,丝杠的螺距 P=4mm,因此,电动机每转脉冲数可设置为 360/0.9=400,则 脉冲当量为 Q=(θ/360)PI=3/500。
现设电子齿轮比为大,编程时要在 X 方向移动 10mm 的距离,以车床精度为 0.01mm 计算, 则系统要在 X 轴方向发送 10000 个脉冲。
也就是说系统在 x 方向发 1000 个脉冲以后,X 方向应移动 10mm 的距离,则有下面的计算式成立: 10=1000QIi=1000×(3/500)Ii 则 Ii=5/3 Z 轴可以根据以上的方法进行类似的计算处理。
另外,如果主电动机采用双速 电动机,则系统应设置支持 S1、S2 高低速转化的硬件。
这里华中Ⅰ型数控系统配有 内置 PLC, 只要在原程序 STEP.DAT 文件中利用 PLC 编程语言增设相应的接点即可。
4 系统软件的安装 华中数控系统软件可以在 DOS 或 WINDOWS 两种环境中运行。
值得注意的是:如果是在 WINDOWS 平台下工作,在启动数控系统应用程序 CNC.EXE 之前,应将 WINDOWS 中的屏幕保护程序设置为空状态,否则一旦运行屏 幕保护程序数控系统将停止运行。
如果是在 DOS 平台下安装数控系统程序,则应满 足以下条件:PC 机应在 386 以上;彩色显示器;内存的配置应大于 4MB;在 CONGFIG.SYS 文件中应设置 Device=c:\dos\Himem.sys 和 Device=c:\dos\EMM386.EXE 8000 语句。
我校利用华中Ⅰ型数控系统对一台江西第五机床厂生产的 C6132 型普通车床进行改 造以后,经测试各项技术指标均已达到工业标准。
系统运行半年以来一切平稳,没有 发生任何故障。
CA6140 型普通车床数控化改造 摘要: 以 CA6140 型普通车床为例,从机械和电气 2 方面详细阐述了数控化改造的方法。
改 造后的车床投入使用后,运行稳定,加工精度明显提高,取得了极大的经济效益。
关键词: 普通车床; 数控化改造; SINUMERIK 802S base line 中图分类号: TG659 文献标志码: B 文章编号:100320794 (2007) 1220152203 Numerical Control Transformation of CA6140 Common Lathe LI Yuan , RUAN Jian (College of Mechanical & Electrical Engineering , Zhejiang University of Technology , Hangzhou 310014 ,China) Abstract :Takes CA6140 type common lathe as an example , has explained the NC transformation method from machinery and electric two respects in detail . After transforming ,the new lathe runs steadily , the machining accuracy is obviously improved , has made the great technological economic benefits. Key words :common lathe ; NC transformation ; SINUMERIK 802S base line 1 总体改造方案 数控化改造设计时,在满足车床总体布局的前 提下要尽可能利用原来的零部件,因此确定总体改 造方案如下: (1) 拆除原车床的纵向和横向丝杠光 杠、溜板箱及挂轮箱中的齿轮,用滚珠丝杠替换原有 普通滑动丝杠,将选取的纵向滚珠丝杠副通过托架 安装在原溜板箱与床鞍连接的部位上,纵横向滚珠 丝杠两端尽可能利用原固定和支承方式。
为便于安 装滚珠丝杠副,丝杠采用分体式,用套筒联轴器实现 刚性联接; (2) 横向驱动电机及齿轮减速器安装在床 鞍的后部(相对操作者) ,纵向驱动电机及齿轮减速 装置安装在机床的右端,靠近尾座的位置; (3) 要实 现自动换刀,需拆除原手动刀架,在小拖板上安装数 控转位刀架; (4) 为了使改造后的车床能够加工螺 纹,需要加装主轴脉冲编码器,以实现对主轴转速的 同步检测,编码器安装在挂轮箱内; (5) 为使加工过程中不超程,纵横向要安装行程限位开关; (6) 为实 现回参考点的动作,必须在纵横向安装接近开关; (7) 纵、横向齿轮箱和丝杠全部加防护罩,以防脏物、 油污和切屑等进入,机床整体也要加装防护罩,以防 止加工过程中的切屑飞溅伤人; (8) 考虑到改造的成 本,尽可能采用可靠性高的经济型数控系统。
图 1 为总体改造示意图。
图 1 总体改造示意图 1. 横向滚珠丝杠副 2. 横向电机 3. 横向减速器 4. 尾座 5. 纵向 减速器 6. 纵向电机 7. 支架 8. 纵向滚珠丝杠副 9. 数控转位刀 架 10. 主轴脉冲编码器 2 数控系统选用 选择数控系统时主要是根据数控改造后机床要 在应用 PLC 进行设计过程中,运用了 2 个辅助继电 器,用来简化程序的设计。
在编制程序的过程中,充 分考虑了系统的安全性,运用了有互锁功能的设计, 如分别串联上了 Y002、Y004 常闭触点,用来完成对 KM2、KM3 的保护控制,从而提高了整个机床控制系 统运行的可靠性。
在程序设计中,将不同控制方式 的程序分别编写,根据工作方式选择开关决定执行 哪行程序,这样使程序结构清晰,编程方便。
4 结语 利用三菱 FX0N - 40MR 型 PLC 对万能升降台 铣床铣床控制电路进行改造,大大提高了系统的可 靠性,减少了故障率,提高了设备的自动化水平,从 而提高了产品的质量。
参考文献: [1 ]余雷声. 电气控制与 PLC 应用[M] . 北京:机械工业出版社,2002. [2 ]张万忠. 可编程控制器应用技术[M] . 北京: 化学工业出版社, 2002. 作者介绍: 裘旭东(1972 - ) ,浙江诸暨人,杭州职业技术学院机 电工程系讲师,毕业于浙江工业大学机制专业,工学学士,主要研究 方向:CADPCAM、机械制造工艺及设备,电子信箱:jd918 @hzvtc. edu. cn , gala918 @qq. com. 收稿日期:2007208208 — 152 — 第 28 卷第 12 期 2007 年 12 月 煤 矿 机 械 Coal Mine Machinery Vol128No112 Dec. 2007 达到的各种精度、各种性能等选择性价比合适的系 统,避免系统功能过剩,同时考虑到原车床的精度和改造成本、周期和难易程度等各方面因素,决定采用 步进电机作为驱动元件、开环控制的经济型数控系 统。
SINUMERIK 802S base line 是西门子公司专门为 中国数控机床市场开发的经济型 CNC 控制系统。
其结构紧凑,具有高度集成于一体的数控单元、机床 操作面板和输入输出单元,机床调试配置数据少,容 易改造成功。
最终决定采用西门子经济型数控系统 SINUMERIK 802S base line。
3 机械部分改造 (1) 纵向进给系统改造 纵向进给传动系统的改造如图 2 所示。
纵向步 进电机 1 通过一对减速齿轮 2 把动力传递给纵向滚 珠丝杠 3 ,再由滚珠丝杠螺母副拖动工作台 4 做往 复移动。
原车床的进给箱保留,滚珠丝杠左端仍然 采用原固定支承结构,支撑轴 6 通过套筒联轴器 5 与滚珠丝杠相连,这种联轴器用 2 个互相垂直的锥 销将支撑轴与丝杠联接起来,结构简单,径向尺寸 小,可防止被连接轴的位移和偏斜带来的装配困难 和附加应力。
如图 3 所示,滚珠丝杠右端仍利用原 有的滑动轴承支承座 4 ,通过一对深沟球轴承 1 实 现径向支承,丝杠左端通过一对圆螺母(图中未画 出) 实现滚珠丝杠的预拉伸和锁紧。
因此纵向滚珠 丝杠的支承形式为一端固定,一端浮动,三点支承。
滚珠丝杠采用双螺母螺纹预紧方式消除丝杠和螺母 间的间隙,调整方便。
步进电机通过消隙齿轮 2 减 速,减速器输出轴用套筒联轴器 6 与丝杠 3 (见图 2) 联接,固定销 3 防止减速器转动。