安钢1780mm热连轧带钢板形控制的应用实践
- 格式:pdf
- 大小:240.53 KB
- 文档页数:3
带钢热连轧机组活套自动控制及应用作者:晁永军孔德鸿吴胜春东四正来源:《科技资讯》2016年第12期【摘要】:活套是在金属热连轧过程用来调整轧机之间张力的最主要设备,由于金属热轧制的发展已有几十年的历程,在此过程中,随着自动化控制技术的日益提升,活套控制的精度和智能化越来越高,本文通过带钢热连轧生产线精轧机组活套的应用,对其先进的功能和作用进行了详细介绍和说明,并分别说明了活套的两种控制方法:常规PI控制和ILQ控制的原理以及在两种自动控制方法在轧制过程中的实际应用。
[关键词]:活套;常规PI控制;ILQ控制中图分类号:TG334.9 文献标识码:A 文章编号:1674-098X(2015)04(c)-0000-001.概述本文以某钢铁集团年产240万吨超薄带钢热轧生产线—UTSP热轧板带工程为例对活套先进的功能和作用进行了详细介绍和说明,其产品产品工艺规格为宽度800-1600(mm),厚度0.8-12.7(mm)的各类型热轧带钢。
主轧线分为粗轧和精轧两个机组,共有7架轧机组成,其中粗轧两架,精轧5架,各机架均采用三相同步电机传动,在F1-F5五架精轧机组之间设有4个活套。
设定活套的目的是为了确保两机架之间保持特定张力,当下游机架流量高于上游机架、下游机架速度过快时候产生张力,当下游机架速度小于上游机架时活套抬起建张,如果不设活套这一特殊设备,在轧制过程中,带钢套量将逐渐增加最终会形成折叠和扭曲,如果形成折叠或者扭曲,带钢将以好几倍的厚度进入下游机架,产生堆钢事故,最终结果会影响轧辊和轴承以及轴承支撑等机械设备以及现场传感器的寿命。
2.活套的作用介绍2.1 活套的角度给定轧制过程中活套的角度由二级计算机数据库给定,活套根据计算机数据库的给定值进行程序的最初给定,在实际轧制过程中,活套角度微调由一级基础自动化程序来计算并给定。
在一级基础自动化程序中,活套在自动操作情况下,要具备以下互锁条件:1)控制选择3)轧机主传动健康4)液压控制正常5)活套PLC系统健康6)位置传感器健康7)活套压头健康2.2 活套的张力给定活套的张力给定也是通过二级计算机系数据库进行计算,给定后,在轧制过程中,操作工在-20%到+50%之间通过每秒10%的调节度进行速度调节,在带钢生产过程中,带钢保持恒定的张力具有降低轧制力、防止轧件跑偏、改善带钢平直度、适当调节主机负荷等作用。

热轧1780平整带钢表面擦划伤原因分析及控制齐志国(梅山钢铁公司热轧厂南京210039)梅钢热轧厂1780平整机组是由中冶赛迪设计的一条整机组,生产为60X 104t/a,钢种高强复相钢、高强冷成型钢、供冷轧用钢、冷轧、耐大气腐蚀钢、一般钢、超碳钢钢等。
梅钢热轧厂1780整2012年建成投产以来,产量逐年提升,种格逐步增加,2018年产量79万吨。
在年的生产中,产量稳定受控,但偶尔会发生带钢的擦伤伤缺陷(统擦划伤),整组的稳定高效生产带来较大的,产量也存在的隐患。
若缺陷产往下户,会导抱怨量的发生。
平整作为热轧产量控制的道工序,在承担轧线产品的卷、冷态质量、来卷型量控制功能的同时,对于平整机组可能发生的次生缺陷必须高度重,必要的措施予以控制。
1平整工艺布置及流程1.1平整工艺布置梅钢热轧厂1780平整机主要由开卷机、矫直机、平整、分断剪、夹送辐、卷设备组成,在机组的出有钢卷输步进梁系统、打捆机、喷印辅助设设施。
为在生产中能够完成带钢的穿带,在卷机、矫直机、平整、分断剪、夹送张力、卷间均有导道。
梅钢热轧厂1780平整设意1。
图11780平整线设备布置示意图1.2平整工艺流程整机组生产时,钢卷吊车上卷、步进梁输、捆带拆除,切头和直头、开卷、矫直、分切、取样、整、卷、质量检查、打捆、喷印、称重业后,成钢卷行车吊 库堆放。
梅钢热轧厂1780整2O2带钢擦划伤的缺陷形貌及分布2.1带钢的擦伤在轧整组均可能生,但二者的形貌有明显的差别。
轧生产时,带钢温度较高,卷温度一般在600O以上,带钢在高温下形成的划伤由于氧化,灰暗;而整生产时,带钢温度一般低于8O,带钢在常温下形成的擦划伤一般都具有光泽或灰白,亮。
光泽,就能初步判定带钢擦划伤缺陷是轧线在高温态造成的,在整机组常温状态下造成的。
平整机组导致的伤一般亮,直,条数,带钢宽度上的,有堆积的特点;而擦伤一般程度较轻(厚偶尔也会出重的擦伤),条数,无分律。
典型的划伤、擦伤缺陷3o图21780平整工艺流程图(c)轻擦伤(d)重擦伤图3典型的划伤、擦伤缺陷图2.2缺陷分布经现场跟踪,平整组带钢擦划伤缺陷,从缺陷分布来看,有如下点:1)擦伤缺陷 生在带钢下,呈条状,深,平行于轧制;擦划伤缺陷偶见带钢上;2)擦伤长度带钢头尾居多,偶尔会出现带钢全长间断分布;3)伤度上,条条;擦伤宽度上分般律,带钢边部、中均可能发生,程度往往较轻,条数;4)擦划伤缺陷在带钢表面上出现特征为间断、分散分布,疏密不一。

重钢1780mm热轧带钢车间工艺设计毕业论文目录摘要 (I)ABSTRACT (II)引言 (1)1车间投资分析 (2)1.1本设计的目的和意义 (2)1.2厂址的选择 (2)1.3原料及产品的市场分析 (3)1.4技术经济分析 (3)2年产量及产品大纲的制定 (5)2.1产品方案的编制 (5)2.1.1产品方案 (5)2.1.2编制产品方案的原则及方法 (5)2.1.3选择计算产品 (5)2.1.4确定产品大纲 (5)3生产方案 (7)3.1选择生产方案的依据 (7)4生产工艺流程制定 (8)4.1制定生产工艺流程的主要依据 (8)4.2主要生产工艺过程简述 (9)4.2.1板坯库工艺技术流程 (9)4.2.2加热炉工艺技术流程 (9)4.2.3粗轧区工艺技术流程 (10)4.2.4热卷箱、飞剪工艺技术流程 (10)4.2.5精轧区工艺流程 (11)5轧机选择 (12)5.1轧钢机选择的原则 (12)5.2轧钢机机架布置及数目的确定 (12)5.2.1E1立辊轧机 (12)5.2.2四辊粗轧机 (14)5.2.3F1E立辊轧机 (15)5.2.4F1~F7四辊精轧机组 (15)6辅助设备的选择 (17)6.1加热及热处理设备选择 (17)6.1.1炉型确定 (17)6.1.2步进梁及运动机构 (17)6.1.3加热炉 (18)6.3热卷箱 (19)6.4层流冷却 (21)7典型产品工艺计算 (24)7.1确定粗轧机组的轧制规程 (24)7.1.1板坯尺寸 (24)7.1.2粗轧机组压下量分配原则及其道次变形量的分配 (24)7.1.3校核咬入能力 (25)7.1.4粗轧机组的速度制定 (25)7.1.5确定轧件在各道次中的轧制时间 (26)7.1.6确定轧件在各道次中的轧制温度 (28)7.1.7确定轧件在各道次的平均变形速度 (30)7.1.8确定轧件在各道次的轧制力 (31)7.1.9确定轧件在各道次的轧制力矩 (33)7.2精轧阶段工艺计算 (38)7.2.1压下规程的分配 (38)7.2.2精轧机组速度制度的制定 (39)7.2.3轧制时间的确定 (40)7.2.4轧制温度的确定 (40)7.2.5计算各道的平均变形速度 (41)7.2.6计算各道平均单位压力 (42)7.2.7计算各道的传动力矩 (44)8电机能力校核 (48)8.1粗轧电机能力校核 (48)8.1.1等效力矩计算 (48)8.1.2电机温升校核 (49)8.1.3电机的过载校核 (49)8.2精轧机电机能力校核 (49)8.2.1等效力矩计算 (49)8.2.2电机温升校核 (49)8.2.3电机的过载校核 (49)9轧辊强度校核 (50)9.1R1强度校核 (50)9.1.1辊身强度校核 (50)9.1.2辊颈弯曲应力和扭转应力计算 (51)9.1.3辊头扭转强度计算 (51)9.1.4接触应力计算 (52)9.2F1~F4精轧机强度校核 (52)9.2.1支承辊弯曲力矩校核 (52)9.2.2辊颈弯曲应力和扭转应力校核 (53)9.2.3辊头扭转强度计算 (53)9.2.4接触应力计算 (53)9.3F5~F7精轧机强度校核 (53)9.3.1支承辊弯曲力矩校核 (53)9.3.2辊颈弯曲应力和扭转应力校核 (54)9.3.3辊头扭转强度计算 (54)9.3.4接触应力计算 (54)10轧钢机产量计算 (55)10.1典型产品的工作图表 (55)10.2典型产品小时产量计算 (55)10.3厂年产量计算 (55)11车间平面布置 (57)11.1平面布置的原则 (57)11.2金属流程线的确定 (57)11.3设备间距的确定 (58)11.3.1加热炉及其前后设备间距 (58)11.3.2其它设备之间的距离 (58)11.3.3车间跨度大小及柱距大小 (58)11.4仓库面积的确定 (59)11.4.1原料仓库面积的计算 (59)11.4.2中间仓库面积的计算 (60)11.4.3成品仓库面积的计算 (60)11.5车间运输量的确定 (60)12劳动组织及车间经济技术指标 (62)12.1车间劳动组织 (62)12.1.1劳动定额 (62)12.1.2劳动定员 (62)12.2车间技术经济指标 (63)12.2.1金属消耗 (63)12.2.2其它消耗 (63)12.3车间概算 (63)12.3.1车间设计指标 (63)12.3.2车间投资概算 (64)12.3.3成本概算 (64)12.3.4钢板销售收入 (64)12.3.5年利润及投资回收期 (64)13轧钢车间环境保护设计与废水处理 (64)13.1环保对车间设计的要求 (65)13.2环保的容与对策 (65)13.3热轧废水的治理 (66)13.3.1直接冷却废水的处理 (66)13.3.2间接冷却废水的处理 (66)13.3.3层流冷却废水的处理 (66)参考文献 (67)致谢 (69)1车间投资分析1.1本设计的目的和意义本设计是重钢1780热轧板带钢车间工艺设计。

2011.0280安钢1780mm 热连轧生产线的工艺及设备魏宏武(安阳钢铁股份有限公司第二炼轧厂,河南 安阳 455004)摘要:安阳钢铁股份有限公司建设了一跳集炼钢,炉外精炼,连铸和轧钢四位一体的先进生产线,取得良好的效果,文章基于此介绍了安阳钢铁公司第二炼轧厂1780mm 热连轧生产线的产品结构和主要工艺设备及其特点。
关键词:1780mm 热连轧; 安钢;粗轧机;精轧机;卷取区;精整区中图分类号:TG333 文献标识码:A 文章编号:1009-2374(2011)34-0080-02一、概述安阳钢铁股份有限公司(以下简称安钢)2005年对原有无缝钢管厂、薄板厂进行搬迁改造,目前正在建设一条集炼钢、炉外精炼、连铸和轧钢四位于一体的具有当今世界先进水平的1780热连轧生产线,是安钢“三步走”发展规划的关键项目,并于2007年6月轧出第一卷钢。
该生产线分两期建设,一期已建成投入使用2座步进式加热炉、1架带立辊的四辊可逆式粗轧机、1台转鼓式飞剪、7架四辊精轧机、2台卷取机,年产量为200万t/a;二期现已增建1座步进式加热炉、1台带立辊的二辊可逆式粗轧机、1台卷取机,年产量为400万t/a,并在钢卷库增设一条平整分卷机组,其年产量为80万t/a。
产品规格:带钢厚度1.2~19mm,带钢宽度800~1630mm,钢卷内径φ762mm,钢卷外径φ2150mm,最大卷重32t,钢卷单重 19.8kg/mm。
生产钢种有普通碳素结构钢、优质碳素结构钢、管线钢、低合金结构钢、低碳钢和超低碳钢。
二、主要工艺及设备(一)工艺流程其主要生产工艺流程为:炼钢→炉外精炼(LF、VD )→连铸→热装(冷装)→加热→粗除鳞→E1/R1粗轧机→E2/R2粗轧机→中间坯保护罩→切头剪→精除鳞→F1-F7精轧机→层流冷却→卷取机→打捆机→打号机→步进梁式运输机→入库。
(二)加热炉主要工艺设备热连轧加热炉上料辊道与连铸坯辊道直接连接,采用了板坯热送热装工艺、汽化冷却工艺和最佳燃烧控制模型。

热连轧精轧速度控制系统及其完善【摘要】介绍了安钢1780mm热连轧精轧机组速度控制系统的基本原理和组成,阐述了PLC系统与交交变频主传动系统之间通讯的具体实现,探讨了在现场应用中系统的不足,通过改进和优化,提高了系统的稳定性。
【关键词】热连轧机;精轧区;自动速度控制;现场总线安钢1780mm热连轧精轧机组由7台轧机组成,每台轧机由一台交流同步电动机经齿轮分配箱驱动上下两支工作辊转动工作。
由于是连续轧制,各机架间的速度匹配十分重要,这就要求速度控制要迅速、精确,否则将直接影响带钢质量。
精轧机组速度控制由PLC系统中的速度主令控制器下发给定,交交变频主传动系统执行来实现。
而该速度给定值又是由过程控制级(L2)结合现场工况下发的速度设定和AGC、活套以及操作工手动调节等得到的速度调节值相结合而得到。
1.精轧机组速度控制的基本原理在精轧机组的工作过程中,为保证轧制的稳定性,要求带钢在机架间不堆、不拉,始终保持恒定小张力状态。
这就要求首先确定各机架速度之间的关系。
1.1秒流量平衡方程在确定各机架速度时,最末机架的速度最为关键。
根据轧制的工艺情况和设备情况,考虑到各机架的负荷分配和带钢的终轧温度,过程控制级(L2)会确定各机架的出口厚度和F7出口带钢速度,并以此为标准根据秒流量平衡方程反推其他各机架速度,将此速度做为基准速度设定下发给基础自动化级(L1)PLC 执行。
1.2精轧机组的速度调节量2.精轧机组速度控制系统的组成精轧速度控制系统主要由速度主令控制器、主传动系统以及速度采集和反馈元件组成。
其中速度主令控制器是TMEIC公司提供的东芝V系列3000PLC,主传动系统为北京金自天正公司提供的大功率交交变频器,使用的通讯网络为Profibus-DP,速度采集和反馈元件为HUBNER增量式光电编码器。
2.1速度主令控制器精轧速度主令控制器位于精轧PLC室内,是精轧区控制系统18个PLC机站之一,是速度控制的核心。
沧州中铁热轧1780mm层流冷却介绍及应用作者:唐国峰来源:《科学与财富》2019年第09期沧州中铁热轧1780mm层流冷却介绍及应用唐国峰(沧州中铁装备制造材料有限公司轧钢厂 ; 河北沧州 ; 061113)摘要:主要介绍了沧州中铁1780配置的层流冷却系统,及其实践应用。
关键词:热轧卷取;层流冷却 CTC1.前言控制轧制和控制冷却是热轧钢材的主要生产工艺。
控轧控冷技术经过多年研究实践,已经在轧钢生产中得以成熟应用。
控轧控冷主要是在热轧板带材过程中通过对金属加热、变形、温度制度以及轧后冷却的合理控制,以此获得钢材的优异性能和良好板形。
尤其轧后冷却控制,对板带钢的组织性能和板形质量有很大的影响。
2.轧后冷却2.1冷却形式轧后控制冷却可以使用液体、气体或者两者的混合物。
目前最常用的冷却介质为水。
Zumbrunnen提出的冷却水流冲击平板时的换热区域划分为滞止区、核沸腾/ 过渡区、膜沸腾区、小液态聚集区和空冷辐射区。
[1]自20世纪60年代第一套轧后加速冷却系统应用以来,已经有很多冷却形式已被开发应用:层流冷却、水幕冷却、雾化冷却、压力喷射冷却、板湍流冷却等。
2.2层流冷却装置层冷冷却设备主要由上喷装置、下喷装置、侧喷装置、电磁气动阀控制系统以及高位水箱等组成。
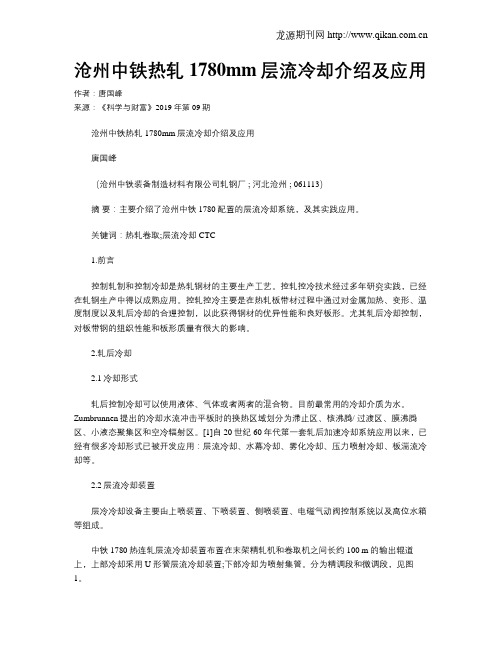
中铁1780热连轧层流冷却装置布置在末架精轧机和卷取机之间长约100 m 的输出辊道上,上部冷却采用U 形管层流冷却装置;下部冷却为喷射集管。
分为精调段和微调段,见图1。
上部冷却系统中精调段有17组,每组4根集管,每根上部集管分布两排U形鹅颈管共计86个;微调段3组,每组8根集管,每根集管上分布一排U形鹅颈管共计43个。
下部冷却系统精调段4×3集管,微调段8×2集管,集管上分布直管喷咀,每根集管上喷咀数35/26个。
在第二组和第十九组的总管上安装流量计。
设计流量:上部总管284.8m3/h,下部总管343.2m3/h。
侧喷系统共21组,每组两个喷嘴,依次分布于两侧,水压1.2MPa。
安钢1780热连轧精轧除尘器功能恢复及实践周松涛; 孟周东; 刘斌【期刊名称】《《河南冶金》》【年(卷),期】2019(027)005【总页数】4页(P39-42)【关键词】热连轧; 塑烧板; 除尘器; 功能恢复【作者】周松涛; 孟周东; 刘斌【作者单位】安阳钢铁股份有限公司【正文语种】中文0 引言安钢1 780 mm热连轧为一条传统配置的生产线,其主要设备包括三座步进梁式加热炉、二架粗轧机、中间辊道/中间坯保温罩、切头飞剪、七机架精轧机组、层流冷却装置、三台地下卷取机、钢卷运输设备等。
其中,精轧机作为成品机架,在生产某些规格的卷板产品时,在轧机出口会产生含有微量粉尘的烟雾,故在设计时F4—7轧机配有一套除尘系统,该系统主要包括烟道1套、塑烧板除尘器及相应的排灰系统4组、风机1套、烟囱系统1套、控制系统1套等。
精轧机除尘系统的流程如图1所示[1]。
图1 精轧机除尘系统的流程该系统的工作原理是:热连轧精轧机组在连续轧制时,其带钢上的再生氧化铁皮被轧辊碾碎,并随着高速旋转的轧辊抛出。
由于冷却水的蒸发,极细的氧化铁皮粉尘随水蒸汽向上扩散形成一股红烟。
烟气的主要成分为Fe2O3、FeO、水蒸汽等,对精轧机区厂房内的环境会产生严重污染。
因此,常规热连轧都在精轧机组的下游机架设置一套烟气除尘装置。
考虑到北方地区冬季室内外温差大、容易结冰,热连轧精轧除尘器大都设置在室内,而安钢1780热连轧由于种种原因,将精轧除尘器设置在了室外,虽然除尘器外壳设置有保温层,但从轧机带来的烟气通过风道传输以后,温度已明显下降。
随着生产工艺和技术的提升,轧制新开发的一些特殊材质的带钢时,带钢表面将产生更多的氧化物粉尘。
该系统2007年6月投入运行以来,除尘器除尘能力下降,尤其是在冬季,压差达到了5 000 Pa,远远超出了1 800 Pa的设计参数,不能有效地将轧机生成的烟尘抽走,并造成车间内部设备和环境的污染,清洁生产和设备保洁难度很大,因此需要对该系统的运行原理和存在的问题进行分析研究,在投入资金改造之前,提出有效的解决办法以恢复其功能。
承钢1780生产线薄规格稳定生产实践作者:陆凤慧(单位:承钢热卷事业部)摘要:承钢1780半连轧生产线在开发薄规格方面,进行有益的探索,发挥产品的规格效益,实现薄规格稳定生产,无平整交货。
关键词:薄规格轧机稳定性板型以热代冷1.前言稳定热轧薄规格的生产,是热轧带钢生产线追求的目标,通过轧线工艺和设备精度的控制,实现热轧钢卷无平整交货,减少平整工序带来的能源消耗和成本增加,实现以热代冷,是轧钢工序提高热轧带钢产品市场竞争力的重要方法。
2.承钢工艺布置1780热轧带钢生产线主要设备包括:三座加热炉(二期预留一座)、一架四辊可逆粗轧机、一台热卷箱、一台飞剪、七架四辊精轧机、层流冷却装置、三台卷取机(二期预留一台)、步进梁等。
3.薄规格生产要求3.1带坯温度均匀加热温度均匀,由于薄规格压缩比大,轧制力大,温降大,需要合理的加热制度, 板坯同板差和炉间差小于20℃,实现板坯温度均匀。
精轧入口温度、中间坯厚度选择、终轧温度、穿带速度等参数进行优化组合,实现穿带速度小于11米/秒。
在轧线温降均匀,轧线上,带钢温度不均匀主要来自冷却的不均匀,因此治理轧线轧辊冷却水、辊道冷却水、除磷水、机架间冷却水、清扫水的跑冒滴漏和水嘴的堵塞、磨损,建立定期检查水嘴的堵塞和磨损、刮水板的工艺制度。
由于采用卷箱模式,带坯头尾掉个,如何选择合理的卷箱穿带速度,对带坯头部温度有一定影响。
温度均匀是变形均匀的基础,薄规格生产中,必须加强轧线漏水和加热温度的管理。
3.2带坯中心线偏差小,在粗轧轧制稳定粗轧带坯中心线偏差小,是粗轧带坯在粗轧轧制稳定的重要标志。
影响粗轧带坯稳定的因素有以下几项:轧机刚度,轧机刚度绝对值大于500吨/毫米;两侧刚度差小于50吨/毫米,最好控制在20吨/毫米以内。
影响轧机刚度的因素由轧机间隙控制,轴承箱尺寸控制,牌坊间隙的润滑控制,轧机平衡控制的因素。
3.3板型控制板形控制的原则是均匀变形原则,即板凸度一致的原则:C ph=C PH。
2015自动化应用6期0引言莱钢1500mm 带钢生产线精轧机组采用六机架四辊轧机。
为实现板型控制要求,在末机架出口安装平直度仪与凸度仪,分别检测带钢平直度与凸度数据。
将测量数据送到精轧TDC 控制系统中,系统并且接收二级系统的钢卷设定数据。
在轧线二级系统中建立板型控制模型,对板型控制所用的各级架压下量设定值以及弯辊、窜辊等的设定数据进行计算,通过弯辊力前馈控制、凸度反馈闭环控制以及平坦度反馈闭环控制,取得了较好的效果。
莱钢1500精轧机组板形控制策略如图1所示。
图1板形控制原理1弯辊力前馈控制1.1控制方法弯辊力前馈控制一般包括对轧辊热凸度及磨损凸度的补偿和轧制力变化的补偿。
热凸度是一个缓慢的变化过程,在轧制节奏稳定的情况下,换辊半小时后热凸度趋于稳定,而对于每一块带钢来说,磨损凸度在头部和尾部之间的差别也不大,所以,弯辊力前馈模型主要还是补偿轧制力的变化。
轧制力波动是板形控制的重要的干扰因素。
在热连轧板带生产中,由于轧制温度、材质、精轧来料厚度、辊形等无法准确预知的因素以及AGC 系统对于辊缝的不断调整,轧制力在轧制过程中会在很大的范围内波动。
弯辊力前馈控制原理如图2所示,F1~F6工作辊弯辊力根据各机架轧制力变化而进行相应的前馈调节控制,以保证带钢全长板形的稳定。
图2弯辊力前馈控制原理在实际中,在板形预设定模型中考虑了热凸度及磨损凸度,而弯辊力前馈控制中弯辊力变化引起的轧制力变化量很小,可以忽略。
因此,弯辊力前馈模型可简化为:δF =-K F K PδP =-K FF δP式中,K P 为轧制力对辊系弯曲变形影响的横向刚度;K F 为弯辊力对辊系弯曲变形影响的横向刚度;K FF 为弯辊力前馈影响系数,由L2传至L1。
负号表示轧制力和弯辊力对辊系产生的作用是相反的。
1.2闭环控制流程闭环控制流程如图3所示。
2平坦度反馈控制2.1控制方法2.1.1平坦度控制目标为了掌握轧后带钢的横向温度分布及层流冷却对带钢横向温度分布的影响,以便制定合理的板形控制补偿策略,在精轧机的出口和卷取机的入口分别利用红外热像仪对带钢的温度进行测量,带钢温度横向热轧带钢板形在线闭环控制的研究与应用张学成(山东钢铁股份有限公司莱芜分公司自动化部,山东莱芜271104)摘要:介绍带钢板形弯辊力前馈控制、凸度闭环控制以及平坦度闭环控制系统的控制方法、流程及效果。
2008年10月 第10期(总第119期)
广西轻工业
GuANGⅪJo1『RNAL 0F LIGHT INDusTRY 机械与电气
安钢1 780 mm热连轧带钢板形控制的应用实践 王磊,吕书婷,高飞,李翠玲 (安阳钢铁集团公司,河南安阳455004) 【摘 要】 自动带铜板形控制已成为影响热连轧板材质量非常重要的指标。安钢1780mm热连轧生产线的板形控制包括 板形预设定、板形维持、凸度控制、平直度控制等功能。阐述了板型维持、凸度反馈控制和平直度反馈控制三个模型在现场的具体实 现。 【关键词】热连轧;板形维持;凸度控制;平直度控制 【中图分类号】TG335.5 【文献标识码】A 【文章编号】 1003—2673(2008)10—68—02
1 板形控制系统的组成及控制方法 安钢1780mm热连轧生产线板形控制的区域主要是在精 轧区域,精轧机组为四辊七机架连轧机组,每个机架都具有正 弯辊和窜辊功能,F1~F4最大的弯辊力为3500kN,F5~F7最 大弯辊力为3000kN,最大窜辊量为150mm,但目前未采用 CVC辊,所以板形控制未考虑窜辊的影响。在精轧出口分别安 装了THERMO公司RM3 12的X—ray凸度仪、平直度仪,为板 形反馈控制提供了必要的凸度和平直度测量值,其中凸度仪通 过报文将带钢横向的厚度数据传给模型,由模型再将凸度反馈 值下发给基础自动化系统。凸度目标值有四个选择,分别为 C20、C40、C75和c100,代表距带钢边部相应距离(mm)的凸 度值,目前该控制系统选用的是C40。板形动态调控最终是靠 弯辊力的调节实现的,基础自动化控制系统采用了TME— IC—GE公司东芝V系列控制器,实现板形控制的数据采集、运 算和设定。 热连轧生产线的板形控制系统结构如图1所示。该系统包 括板形预设定、板形维持、凸度反馈控制、平直度反馈控制等功 能。板形预设定是在带钢进入轧制过程前,依据板形理论的相 关数学模型计算,由SSU(shape setupY模型设定精轧机组每个 机架的弯辊力,从而达到保证带钢头部板形质量的目的。板形 维持控制主要是调节弯辊力补偿轧制过程中轧制力的波动对 板形的影响以及轧辊凸度变化对板形的影响;凸度反馈控制和 平直度反馈控制分别保证带钢全长的凸度和平直度达到设定 的目标值。同时模型采集反馈的实际凸度和平直度,进行模型 的自学习,修正弯辊力的设定置,进一步提高板形的设定精度。 图1表明了各个功能在板形控制系统中的相互关系。 图1板形控制系统结构图 【作者简介】王磊,男,控制工程硕士在读,从事电气自动化技术工作。 凸度和平直度是板形质量的主要参数,而凸度控制与平直 度控制的实质,都是辊缝控制,其与厚度控制的不同在于厚度 控制只需控制辊缝中点处的开度精度,而凸度与平直度控制要 对带钢宽度跨距内的全辊缝形状进行控制。凸度与平直度之间 是相互耦合的关系,带钢凸度既是板形控制的直接目标,同时 又是平直度控制的决定因素。当宽厚比小时,入口凸度对于出 口凸度的影响较小,但是当宽厚比比较大时,人口凸度对出口 凸度的影响接近于1,即很难改变带钢的凸度。根据精轧机组 的实际情况,采用的凸度与平直度解耦控制基本策略是:在精 轧机组上游机架F1、F2、F3对带钢进行凸度控制,在F4、F5和 F6维持相对凸度,在F7进行平直度控制。 L £
∞ 12a 1∞ 带钢宽厚比 图2入1:7凸度对出口凸度影响系数与宽厚比关系
2自动板形控制系统 板形预设定和厚度设定一样,只能保证带钢穿过精轧机组 后的头部质量,而带钢全长的厚度由于各种因素而发生变动, 需要采用自动厚度控制系统(AGC)来保持带钢全长的厚度品 质;同样,带钢全长的板形质量(凸度和平直度)也需有相应的 自动板形控制系统(ASPC和ASFC)来控制。安钢1780热连轧 的自动板形控制系统中,主要采用了板形维持控制、凸度反馈 控制和平直度反馈控制三个模型来保证带钢全长的板形质量。 2.1板形维持控制 板形维持控制包括对轧辊热凸度及磨损凸度的补偿和轧 制力变化的补偿。热凸度是一个缓慢的变化过程,在轧制节奏 稳定的情况下,换辊半小时后热凸度趋于稳定,而对于每一块 带钢来说,磨损凸度在头部和尾部之间的差别不大。实际轧制
维普资讯 http://www.cqvip.com 过程中,同一块钢头尾部轧制力的变化量很大,轧制力的变化 将引起轧辊辊系变形,从而引起所轧带钢的板形变化。而弯辊 力变化引起的轧制力变化量很小,可以忽略。所以板型维持控 制包括轧制力补偿和凸度补偿两部分。 (1)轧制力补偿: A F(i)-一 A p(i)(1)
其中:AF(i)为弯辊力调节量;G(i)为调整增益;OC/0P (i)为轧制力影响系数;0C/0F (i)为弯辊力影响系数;A P(i)= P(i)一PM(i),其中P(i)为轧制力反馈值,PM(j)为轧制力的模型 设定值或头部锁定值(基于选择绝对控制还是锁定控制方式); i为机架号。 在控制过程中,当带钢通过每个机架时,控制程序接收到 咬钢信号延时1S后锁定轧制力和弯辊力,根据此算法对弯辊 力进行调整,轧制力补偿的目的就是保持带钢全长凸度和平直 度不受AGC破坏。 . (2)凸度补偿控制: 某架轧机的凸度补偿控制如图3所示: 0 知I∞
图3凸度补偿控制 其中:Cwr—br—sup为模型设定的工作辊对支承辊的凸度; Cwr—br—cur为当前的工作辊对支承辊的凸度;
Cpce—wr—
sup为模型设定的带钢对工作辊的凸度;
Cpee—WE_
CUr为模型设定的带钢对工作辊的凸度;
A Cpce—WE,ACwr—br为模型设定的ACpee—Wr与 A Cwr—br的传递函数; △Fb/A Cpee—wr为模型设定的△Fb与A Cpee—Wl"的 传递函数; A Fb为补偿凸度所需的弯辊力的修正量 模型实时计算Cwr—br和Cpee—wr以及相应的传函,并下 发给一级控制器,当轧机咬钢时,锁定模型当前的设定值,来计算 A Cwr—br和A Cpee—wr,并利用传函计算出弯辊力的修正量, 补偿各相对凸度变化对带钢凸度的影响,直至该架轧机抛钢。 2.2凸度反馈控制 凸度仪在正常工作时,能够周期性地给出精轧出口带钢的 凸度值,从而可以计算得到实际凸度值与目标凸度值的偏差。 模型根据板坯PDI数据下发目标凸度,以及为避开头部板型不 好的区域,模型下发凸度反馈控制开始的带钢位置。当带钢头 部到达设定位置后,根据目标与反馈的偏差,开始凸度的反馈
控制。当开始时的凸度偏差超过一定限度时,一级控制器将锁 定当前凸度值作为目标凸度,避免同板的凸度变化过大。凸度 反馈控制是从F1到F6跟踪带钢位置逐步循环控制的,当F1 开始凸度反馈控制后,保持修正弯辊力,并跟踪开始位置,当该 位置到达F2时,开始F2的凸度反馈控制,然后根据跟踪位置 依次对后面机架进行凸度反馈控制,当起始位置到达凸度仪 后,根据凸度偏差,再次F1到F6开始新的循环,进行凸度反馈 控制,凸度仪的检测凸度信号的周期为2s,新的凸度偏差产生 的弯辊力修正值将与原弯辊力修正值相叠加,形成新的弯辊力 修正值,进行凸度控制,达到目标凸度。控制方法如图4所示:
图4凸度反馈控制框图 其中:A FB,Fi/A P为模型下发的第i架轧机单位凸度变 化对应弯辊力变化的传函 Fi GAIN为现场调试的弯辊力修正增益 i_1~6 在实现凸度反馈控制过程中,各机架的弯辊力调整量需要 考虑设备的极限条件,另外模型设定弯辊力时,也考虑给一级 留有一定的弯辊力调整余量。 2.3平直度反馈控制 平直度反馈控制主要根据精轧出口处平直度仪的实测结 果,反馈调整最后一个机架的弯辊力来保证带钢平直。平直度 仪反馈给PLC对称平直度和非对称平直度,液压弯辊系统是 操作侧和传动侧同时调整的,所以弯辊力对对称浪形能起到很 好的控制作用,所以实际控制中采用的是对称平直度,对于单 边浪需要操作人员调整两侧辊缝来消除。
瞬时弯辊力修正量公式为:△FB=— _ (2) 巳 aFB
式中,A F 为瞬时弯辊力修正量;a8/OF 为模型设定的弯 辊力对平直度的影响系数;A B为平直度偏差。平直度反馈控 制采用PI控制,即对瞬时弯辊力修正量进行比例积分控制,输 出弯辊力将钢板调整平直。其中积分增益根据钢板宽度现场调 试,并利用插值表取值,当卷取机咬钢后,积分增益变为原来的
一半。
3应用效果 热连轧自动板形控制系统是在基础自动化级(E1)东芝V 系列PLC中实现的。同时通过模型自学习,逐步改善板形设 定,保证良好的板形。板形自动控制系统自2007年投入使用以
(下转第71页)
69
维普资讯 http://www.cqvip.com 在调用进给功能块FC2时,X轴向,z轴向,w轴向,U,V 轴向的可逆调速器型号,功率等不完全一样,同为齐齐哈尔电 气传动设备厂一家生产,型号为KSA63系列产品,其操作方 式,调整参数基本~致,因几个进给方向的直流可逆调速系统 基本一致,在功能块调用时,改变DB数据块参数,只需编写出
一个功能块FB1即可,几个进给方向可分别调用,这样就大大 节省了编程时间,减轻了编程人员的工作量,因此在创建编辑 背景DB时,分别建立各自背景DB中的数值如DB1,DB2, DB3,…DB7即可,其进给系统程序流程图为:
极限位置判定标志 { 输出控 噼日理撩作
主轴传动程序流程:主轴运行选择有4个变速档位每个档 位都可通过调节电位器达到无极调速,平旋盘方向的镗削,还 有平旋盘2个转速调节,程序流程为先调用主传动控制块
FB2,FB2内又嵌套传动变速块FB4,总的程序流程图如下: J主传动选择 I l I
主传动选择4级 及琵盘 级选择
I变速油压 磁阀吸台 】 分别建立1.。2 34级及
平旋盘1 2级到位标志
/\、 / 液压缸推、、\ < 动齿轮是 > \、否到位?
,/
\ / V
Y
f主轴电机启动条件 l I主电机方向选择l
l I主轴启动或停止I
该系统液压及润滑有1级油箱及油泵,2级提升油箱及油 泵,第2级油箱液位低于一定限度启动第一级油箱油泵,这样 可以保证过滤后的第2级液压及润滑油比较清洁。x轴向锁 紧,z轴向锁紧,Y轴向锁紧,w轴向锁紧装置,电磁铁带动液 压阀只有两个位置,当一个方向进给时,则放松,否则处于锁紧 状态,足以保证加工精度。 工作台用于放置工件,其有一套独立的操作机构,可带动 工件旋转,接近机床,远离机床,以便于工件的 ̄n-r_,移动工作 台时,液压抱闸打开,停车时抱闸抱紧,以保证加工精度。 以上列举的流程图只是全部程序中的主要部分,此系统在 电气方面的改造是过去引进的俄罗斯大型机床较成功的典范, 经过近半年来的试验运行,事实证明:该系统操作简单,运行可 靠,稳定。平均无故障率比以前大大降低结合输入输出点特性 图便于查找故障点,方便了维修,有效的提高了生产效率,在生 产加工方面发挥了很大的作用,完成了许多难以加工的工件, 创造了很大的经济效益。两个月时间的工作量就完成了40多 万元的改造成本,如今正在机械加工业发挥着重要作用。