布带烫带机
- 格式:doc
- 大小:38.00 KB
- 文档页数:2
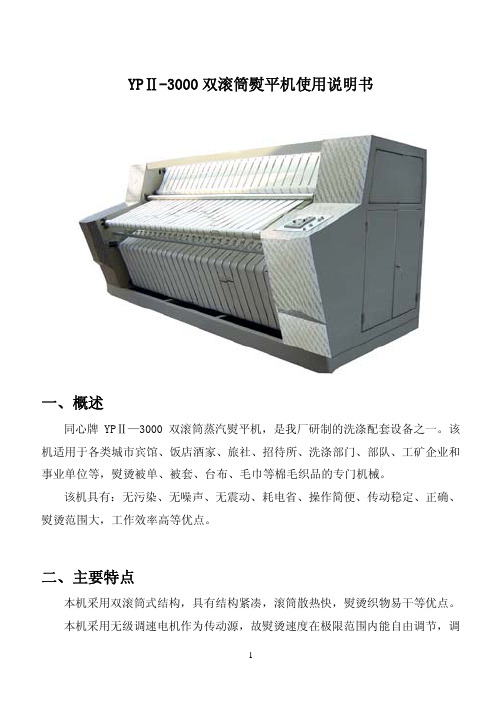
YPⅡ-3000双滚筒熨平机使用说明书一、概述同心牌YPⅡ—3000双滚筒蒸汽熨平机,是我厂研制的洗涤配套设备之一。
该机适用于各类城市宾馆、饭店酒家、旅社、招待所、洗涤部门、部队、工矿企业和事业单位等,熨烫被单、被套、台布、毛巾等棉毛织品的专门机械。
该机具有:无污染、无噪声、无震动、耗电省、操作简便、传动稳定、正确、熨烫范围大,工作效率高等优点。
二、主要特点本机采用双滚筒式结构,具有结构紧凑,滚筒散热快,熨烫织物易干等优点。
本机采用无级调速电机作为传动源,故熨烫速度在极限范围内能自由调节,调速范围大,工作效率高。
本机采用三角带,链轮传动和摆线针轮减速器减速,故具有传动正确可靠、无振动、低噪声优点。
本机采用钢件结构,故结构坚实牢固,造型小巧美观和占地面积小的优点。
本机采用0.4~0.6Mpa蒸汽压力,故一般生活锅炉0.1吨/时蒸汽产量即可使用。
三、主要技术参数序号 名 称 单 位 数 量长 mm 不 限 制1 熨烫范围宽 mm 2800厚 mm ≤32 烘筒规格 mm Φ790×30003 烘筒数量 只 24 蒸汽压力 MPa 0.4~0.65 进蒸汽管直径 inch 1-1/2〃6 排汽疏水阀直径 inch 1-1/2〃7 滚筒表面设计温度 °C 1608 烘筒转速 r/min 0~89 织物熨烫速度 m/min 0~2010 调速电机功率 kw 1.511 外形尺寸(长×宽×高) mm 3990×2000×192612 整机重量 kg 3400四、运输及机器安装1、本机设有专用吊环装置可吊运,下部有整槽钢托架可用管子滚动搬运,但在装运时要避免撞击,应做到轻装、轻搬,以免影响机器的质量。
(注:设备安装后必须将吊环装置拆下后才能使用)2、本机安装无特殊的基础要求,但必须将机器安置于能承受得起本机重量的较平整的水泥地面上。
3、本机安装必须保持整机前后左右均达到水平,(左右可将水平仪放在烘筒上测量)。

帆布带对接简单方法帆布带是一种既实用又美观的材料,广泛用于制作包包、鞋子、服装以及家居用品等。
对接帆布带是使用帆布带制作物品时非常重要的一步,正确的对接方法能够确保制作出的产品结实耐用。
本文将介绍一种简单有效的帆布带对接方法,帮助读者更加轻松地处理帆布带的对接问题。
准备工具在开始对接帆布带之前,我们需要准备一些基本的工具,包括:1. 尺子:用于测量帆布带的长度和宽度。
2. 剪刀:用于剪断帆布带。
3. 手针或缝纫机:用于缝合帆布带。
除了这些基本工具,我们还需要准备一些对接帆布带时所需的材料:1. 帆布带。
2. 相同颜色的线:最好使用与帆布带相同颜色的线。
对接步骤接下来我们将详细介绍帆布带对接的步骤。
1. 测量切割首先,使用尺子测量需要的帆布带长度,并使用剪刀将其剪断。
确保剪断的两段帆布带长度相同。
2. 折边处理将每一段帆布带的两边折向中心,然后再次对折,使得两边的边缘都在内部。
3. 缝合使用手针或缝纫机,用与帆布带相同颜色的线将折边处进行缝合。
可以选择使用直线缝或者Z字缝合,取决于个人喜好和需要。
4. 强化缝线为了增强帆布带对接的结实程度,我们可以再次用线进行缝合,覆盖在之前的缝线上,形成一个交叉的X型图案。
5. 压平使用熨斗将对接处的帆布带压平,使其更加平整。
注意使用适当的温度,以免烫坏帆布带。
6. 清理余线最后,使用剪刀将多余的线头修剪干净,确保帆布带的对接处整洁。
完成上述步骤后,帆布带的对接就完成了。
我们可以用这种方法对接帆布带的一端,再进行需要的操作,如缝制包包、鞋子等。
注意事项在进行帆布带对接的过程中,还需要注意以下几个问题:1. 确保剪断的帆布带长度相同,以免对接时出现不均匀的情况。
2. 手针或缝纫机的线要选择与帆布带相同颜色的线,以增强美观度。
3. 在进行缝合时要确保线的张力适中,不要过紧或过松。
4. 使用熨斗时要注意温度的调节,不要太高,以免烫坏帆布带。
5. 完成对接后,要仔细清理多余的线头,以保证整洁度。

包边的缝纫方法包边是一种常见的缝纫方法,可以美化布料的边缘,强化牢固度并减少布料起絮起球的现象。
包边需要使用专门的包边器具,一些布料厚重的情况下也可以选择用手包边。
下面介绍一下包边的缝纫方法。
1. 确定包边的宽度和长度,剪出两条相应尺寸并等长的布带。
2. 将其中一条布带对折,对折处用熨斗烫平,并将烫平后的对折处钉住。
3. 将另一条布带摆放在要包边的边缘上,并将其中一侧的确认(双侧确认为做出任意选择),平放在布料上。
4. 将钉住的对折处套在要包边的布料与布带下方的确认处上,并将两者钉在一起。
5. 将缝纫机的针位调整为最巅峰(8)或巅峰(6)的位置,并将缝长调到约1.5mm。
6. 将缝纫机的布料和布边带保持一致,放在缝合面上或布料下面,使针尖刚好夹住购买面那一侧的布带。
7. 缝制时需要注意保持缝纫的线条顺直,如果遇到弯曲的地方可以轻轻提起缝纫机齿轮来帮助缝制。
8. 缝制完一段后,将缝纫机反向走一段约2cm的距离,再继续向前缝制,以加强牢固度并防止线头松脱。
9. 当缝制到角落处时,需要将缝纫机的针头落下,并将针头插入缝合面底部。
然后将缝纫机的悬挂轮打开(托转轮)并轻轻掌握布料成功完成角落的缝制,接着就可以回归包边的基本步骤,照样进行接下来的包边缝制。
10. 缝制完成后,可以使用烫斗将包边熨平并整齐,以便让缝制的包边线更加顺滑且美观。
以上就是包边的缝纫方法,技巧其实很简单,需要注意的是保持线条顺直,尤其是缝制到角落的时候更需要细心和耐心。
包边这种缝纫方法可以用来给比较薄的布料进行缝制,非常方便实用,大家可以根据自己的需要选择是否尝试一下。


平烫机操作规程
1.每天使用平烫机前,对平烫机传送带及四周进行目视或手
触检查,使用空压气吹掉大烫和折叠机上的灰尘,并且接好已断的导带。
2.先打开蒸汽阀三圈约5—8分钟后,待管道内积水排清,
再愋慢全打开蒸汽阀。
3.打开总电源开关,接着开启机内电源及压缩气,当温度到
达后,方可启动滚筒放下。
4.调节合适的滚筒转速,放入清洁布若干次,再过若干次湿
后,方可正常放入布草熨烫。
5.熨烫操作时,布草须两人同步送入传送带上;任何情况下,
操作人员禁止把手伸入保护栏内。
6.注意观察放入的布草,如有污渍及破损,须马上拣出;
已进机内的布草,告知折叠人员拣出。
7.在工作中,若平烫机暂停使用,马上把滚筒与加热底盘分
离,避免滚筒上的烫毯受热老化。
8.当遇到突发事时应立即按红色键急刹,严禁擅自处理故
障,须马上报告当班负责人。
9.机器运行期间,操作人员不能离开工作岗位。
10.每天机器使用结束,先关闭蒸汽,把滚筒升起运行5-10
分钟;再关毕电源和压缩气开关。
11.做好卫生清洁,重新检查机器一遍,排查消防隐患。
![拉链结构:[常识]](https://img.taocdn.com/s1/m/bf7d9642bf23482fb4daa58da0116c175f0e1eec.png)
拉链结构:一、拉链结构:拉链主要有三部分组成:1、拉头--SLIDER ;拉体--BODY ,拉片—PULL TAB /PULLER / PULL ,帽盖—CROWN /TAB HOLDER2、牙齿—ELEMENT / TEETH3、布带—TAPE4、其他配件:上止—TOP STOP ,下止---BOTTOM STOP 插销–(1)INSERT PIN (2)BOX PIN 方块–RETAINING BOX /PIN BOX二、拉链分类:1、按拉头分:(1)自动头—AUTO LOCK SLIDER (A/L)(2)半自动头/弹簧头—SEMI AUTO LOCK /SPRING LOCK/YG PULLER (3)象鼻头—NON LOCK (N/L)导轨头/旋转头—REVERSIBLE SLIDER双牌—DOUBLE PULLERS(4)针锁头—PIN LOCK (P/L)2、按用途分:(1)服装用拉链:条装 ZIPPER FOR GARMENT USE(2)鞋用拉链:条装(但通常不打尾止,强力更大)ZIPPER FOR SHOES USE(3)箱包用拉链:码装和拉头 ZIPPER FOR BAGGAGE USE(4)文具用拉链: PP、PVC、PE 等 ZIPPER FOR STATIONARY USE 3、按品种分:(1)开尾: OPEN END (O/E)左插开尾—LEFT INSERT (RIGHT PULL),右插开尾 ---RIGHT INSERT (LEFT PULL)(2)闭(密)尾: CLOSE END (C/E)(3)双拉头:O 型--双闭尾,双尾止(双拉头相对)---ZIPPER WITH DOUBLE SLIDERSARRANGED IN HEAD TO HEADX 型—双闭尾,双上止(双拉头相背)--ZIPPER WITH DOUBLE SLIDERS ARRANGED IN BOTTOM TO BOTTOM双开尾--- TWO WAY O/E4、按牙齿材料分(1)金属拉链—METAL ZIPPER黄铜拉链—BRASS ZIPPER ,白铜拉链—NICKLE BRASS ZIPPER 铝牙拉链—ALUMINIUM ZIPPER ,真空电镀拉链—VACUUM PLATTING ZIPPER(2)尼龙拉链---NYLON ZIPPER /POLYESTER ZIPPER /COIL ZIPPER隐形拉链—INVISIBLE ZIPPER ,双骨拉链-- ,防水拉链—WATERPROOF ZIPPER (哑面—MATTE FINISH ;光面---SHINY FINISH )(3)胶牙拉链---PLASTIC ZIPPER / VISLON ZIPPER /DERLIN ZIPPER镶钻拉链—DIAMOND ZIPPER,反光点拉链—REFLECTIVE SPOT ZIPPER 反光条拉链—REFLECTIVE TAPE ZIPPER三、拉链流程:1、开尾:织带(WEAVING TAPE)---染带(TAPE DYED)--烫带(CALENDERING MACHINE TO CONTROL SHRINGAE AND TO DRY THE YARN )---金属排米(TEETH FIXING)/胶牙成型(TEETH MOULDING)/ TEETH FORMING----拼链(CHAIN ENGAGED)---打磨(POLISHED)---电牙(TEETH FORMATION)---烫带(CALENDERING)---定寸(GAPPING)---贴布冲孔(STICKER SEALED)---打方块插销(PIN/BOX ATTACHED)---切断(SEGREGATION)---穿拉头(SLIDER MOUNTED)---打上止(STOPPER FIXING)---检验INSPECTION ---包装PACKING----出货(DISPATCHING。
目录1、金属拉链安全生产操作规程 (1)2、树脂拉链安全生产操作规程 (3)3、尼龙拉链安全生产操作规程 (6)4、喷漆车间安全操作规程 (8)5、织带车间安全操作规程 (9)6、电工安全操作规程 (10)7、空气压缩机安全操作规程 (11)8、砂轮机(公用)安全操作规程 (12)9、食堂炊事员安全操作规程 (13)10、钻床安全操作规程 (14)11、电梯安全操作规程 (15)12、冲床安全操作规程 (16)13、手扳机安全操作规程 (17)14、裁片机安全操作规程 (18)15、普通车床安全操作规程 (19)16、染色车间安全操作规程 (20)1、金属拉链安全生产操作规程植齿机(排米)1.检查供应本机台的电源是否正确。
2.每一部机台,在同一时间,仅能由一位人员操作,其他人员必须离开机器台,以免误触开关,造成危险。
3.下班以后或较长时间离岗,必须切断电源。
全自动订寸除齿机(定寸)1.本机器所使用电源电压是380V,三相四线,开机前务必检查电源是否符合要求,主电机必须顺时针旋转,如反转会损坏主传动轴的行程开关。
2.必须接安全地线,防止触电事故发生。
3.非操作人员不得随意开动此机。
4.保持机台干净,下班后关掉电源及气压,且给模具加防锈油。
5.下班以后或较长时间离岗,必须切断电源。
半自动冲床(定寸)1.在机器运转时,切勿将手伸入模具处,以防冲坏。
2.下班以后或较长时间离岗,必须切断电源。
贴布机(贴胶)1.本机一定要保证电源是220V、 50Hz,需加一个 3Kw的稳压器。
2.电箱可靠接地,以防静电。
3.发振箱与振动子内有高压电,非专业人员不得拆开维修。
4.空气压力不得超过6kg,不得低于 5kg。
5.操作时,双手切勿接近焊头,以防烫伤。
6.非操作人员不得随便开动此机,以防损坏机件。
8.音波发振时切勿让焊头碰到金属机件。
9.下班以后或较长时间离岗,必须切断电源。
全自动打孔机(打孔)1.该机不能打切金属或硬质物体。
熨烫机安全操作规程
一、开机:1、每天开机前应对转动皮带、外表电气线路进行目视检查,查看是否有异常现象。
2、打开部分总气阀让蒸汽进入熨台,约15分钟后把总气阀全打开。
3、接通电源总开关后打开引风机。
4、检查机器前后及进布护板应急开关是否反应灵敏。
5、启动电机时必须在零转下启动,然后使熨辊以低速转动,时间为15分钟使熨辊热透。
6、调整熨辊速度和熨烫压力,以适合工作需求为宜。
当蒸汽压力达到 3.5KG时(温度160度)放下滚筒,按启动开关,并调节转速(13.5转)。
7、把织物放平展开放在传动带上,让转动的滚筒带入底盘内进行压紧。
8、当织物被滚筒压烫后,传出加热底盘被接布板按住,操作者取出折叠,进行分类、对号。
9、根据需要用清洁布对熨台进行擦磨、打蜡,然后进行熨平。
二、停机:
1、关闭进气管上的总气阀,打开回水盒边的旁通管阀门排气泄压。
2、电机降低转数使机器冷却一段时间后关闭引风机。
3、关闭电源开关切断电源。
三、紧急停车:在紧急情况下,可以用护指板或红色按钮使机器停止,然后将电机调到零转数,为机器的重新启动做准备。
四、操作注意事项:
1、操作前必需检查所有的平安防护装配是否装好,护指板是否可靠,不然后果不胜设想。
2、使用干净布对熨台清理,打蜡时应关闭引风机。
第一章总论思考题1、为什么要对食品加工设备进行分类?食品加工机械设备如何分类?2、食品加工机械设备用材的基本要求是什么?从哪些方面考察食品机械设备的材料的性能?3、分析讨论食品机械常用不锈钢材料的国内外标识型号及性能特点。
4、从食品卫生角度分析讨论食品加工机械设备的结构要求。
5、食品加工机械设备的选型原则是什么?6、如何估算不同类型食品加工机械设备的生产能力?一、判断题1、我国尚未颁布食品机械设备分类标准。
2、食品加工机械设备多为成套设备。
3、食品加工机械设备应当全由不锈钢制造。
4、所有不锈钢材料在任何场合均不生锈。
5、各种不锈钢的基本成分是铁和铬。
6、一般不锈钢中的铬含量不超过28%。
7、食品工业不可采用非不锈钢材料制作的容器。
8、304不锈钢的镍含量为10%。
9、食品加工设备所采用的轴承都应为非润滑型。
10、具压力、高温内腔的设备应设置安全阀、泄压阀等超压泄放装置。
11、机械设备的安全操作参数包括额定压力、额定电压、最高加热温度等。
12、食品加工机械设备的噪声不应超过95dB(A)。
13、严禁在任何表面或夹层内采用玻璃纤维和矿渣棉作为绝热材料。
14、设备的产品接触表面应无凹坑、无疵点、无裂缝、无丝状条纹。
二、计算题1、某罐头生产线杀菌工段有5台T7C5型杀菌锅用于209型罐的杀菌。
如果杀菌公式为升温10min,保温40min 和冷却20min。
试求该生产线中封罐机的生产能力应为多少才能满足平衡生产要求。
2、某连续速冻机用于加工速冻饺子的生产能力为1t/h。
试问,用于加工速冻包子的生产能力为多少?已知,饺子的冻结时间为20min,包子的冻结时间为30min,饺子的装载密度10kg/h,包子的装载密度15kg/h,速冻机输送链的有效载物宽度为0.7m。
3、通过参考有关资料,利用物料衡算关系建立螺旋带输送式加工处理设备(如速冻机)处理能力、物料滞留时间、物料装载密度、输送机回转半径、螺距、螺旋圈数及输送带速度之间的关系式。
布带烫带机
欢迎贵公司采用我厂研制的最新款节能型尼龙烫带机,本机操作方便、安全可靠,使用本机请仔细阅读说明书,在生产过程中方便操作。
【注意事项】
1. 机台安装:电源电压380V AC三相,回线总功
15KW,平均耗电功率10 KW/H,安全接地,机台安置于通风干燥的工作环境,要装抽风系统,加强空气流通。
2.温度调节:本机加温时可调到1400C -1600C,不超过1600C,以确保拉链表面在合理温度下定型。
3.速度调节:以拉链平直为准,一般速度为40HZ—60HZ 左右,不要太快。
4.按照电箱门上接线示意图,分清颜色;火线、地线
接好电线。
5.启动电源开关后,启动风机开关,温控仪显示数字是否正常,检查后面加热风机运转方向是否正确,风机上箭头所指方向为正确方向,如出现反转,将总电源火线任意两条进行调换。
6.接布带时要保证接头平整和牢固,可采用订书机,最后检查整个机器引带是否正确。
7、此机产量高,4进4出,一般每小时能烫布带4000Y
—6000Y。
定型弧度好,弧度正常范围:长度为300mm 的布带,弧度为6mm—8mm。
【操作要领】
1.总电源:打开电源开关,变频器跳跃显示设定频率。
2.加热:打开加热开关和风机开关加热电流显示加热电流。
3.启动开关:绿色按钮。
4.停止开关:红色按钮。
5.变频调速表:黑色旋钮。
6.温度调节表:根据需要温度调节。
【常见问题排除】
【装箱清单】
主机及配件。