碳化钨喷涂技术要求
- 格式:doc
- 大小:66.50 KB
- 文档页数:3
cvd碳化硅涂层产品技术要求 English Answer:CVD Silicon Carbide Coating Product Technical Requirements.1. Coating material:(1) Material: Silicon Carbide (SiC)。
(2) Purity: ≥99.9%。
(3) Particle size: 0.1-1μm.(4) Crystal structure: β-SiC.2. Coating process:(1) Method: Chemical Vapor Deposition (CVD)。
(2) Substrate temperature: 1000-1200°C.(3) Process pressure: 0.1-0.5MPa.(4) Deposition rate: 0.5-2μm/min.3. Coating properties:(1) Thickness: 5-20μm.(2) Hardness: ≥2000HV.(3) Adhesion strength: ≥50MPa.(4) Thermal conductivity: ≥100W/(m·K)。
(5) Electrical resistivity: ≥10^9Ω·cm.4. Application requirements:(1) The coating should be smooth and uniform, without cracks, peeling, or other defects.(2) The coating should have high hardness, wear resistance, and corrosion resistance.(3) The coating should have good thermal conductivity and electrical insulation properties.(4) The coating should be compatible with the substrate material and not cause any damage or degradation.Chinese Answer:CVD碳化硅涂层产品技术要求。
HB_航空航空(HB)(1) 金属材料?高温合金HB 5154—1988K401合金锭HB 5155—1996K403合金锭HB 5156—1988K405合金锭HB 5157—1988K406合金锭HB 5158—1988K211合金锭HB 5159—1988K412合金锭HB 5160—1988K214合金锭HB 5161—1988K417合金锭HB 5162—1988K418合金锭HB 5163—1988K419合金锭HB 5198—1982航空叶片用变形高温合金棒材 HB 5199—1982航空用高温合金冷轧薄板 HB 5284—1984航空用GH220合金热轧棒材技术条件 HB 5285—1984航空用GH698合金盘形锻件 HB 5330—1985航空用K9合金锭HB 5331—1985航空用K17G镍基铸造高温合金技术条件 HB 5332—1992GH99合金冷轧薄板HB 5333—1985航空用HGH99合金焊丝技术条件 HB 5406—1988铸造高温合金锭浮渣试验方法 HB 5407—1988等静压成型镁质坩埚HB 5417—1991GH1016合金棒材HB 5418—1988GH1016合金冷轧薄板HB 5419—1991GH1016合金圆饼、环坯和环形件 HB 5423—1989航空用GH710合金饼坯锻件 HB 5437—1989GH3044合金热轧或锻制棒材 HB 5438—1989GH3044合金圆饼、环坯和环形件 HB 5463—1990GH696合金热轧和锻制棒材 HB 5464—1990GH696合金冷拉棒材HB 5465—1990GH696合金冷轧薄板HB 5466—1990GH696合金冷轧弹簧钢带 HB 5467—1990GH696合金冷拉丝HB 5494—1992GH536合金冷轧(拔)无缝管 HB 5495—1992GH536合金冷轧薄板HB 5496—1992GH536合金圆饼、环坯和环形件 HB 5497—1992GH536合金热轧和锻制棒材 HB 5498—1992HGH536合金冷拉焊丝HB 5499—1992HGH150和HGH533合金冷拉焊丝 HB 6570—1992GH150合金棒材HB 6571—1992GH150合金冷轧薄板HB 6572—1992GH150合金圆饼、环坯和环形件 HB 6574—1992GH903低膨胀合金环坯和环形件HB 6702—1993WZ8系列用GH4169合金棒材 HB 6703—1993WZ8系列用GH500合金棒材 HB 7239—1995K418B合金锭HB 7240—1995DZ22B合金锭HB 7241—1995K423A合金锭HB 7569—1997DZ4合金锭HB 7570—1997DZ22合金锭HB/Z 38—1993K401合金冶炼工艺说明书 HB/Z 40—1993K401合金重熔工艺说明书 HB/Z 41—1993K403合金冶炼工艺说明书 HB/Z 42—1993K403合金重熔工艺说明书 HB/Z 43—1993K405合金冶炼工艺说明书 HB/Z 44—1993K405合金重熔工艺说明书 HB/Z 45—1993K406合金冶炼工艺说明书 HB/Z 46—1993K406合金重熔工艺说明书ML HB/Z 47—1993K211合金非真空冶炼工艺说明书 HB/Z 48—1993K211合金非真空重熔工艺说明书 HB/Z 49—1993K412合金冶炼工艺说明书HB/Z 50—1993K412合金重熔工艺说明书 HB/Z 51—1993K412合金非真空冶炼工艺说明书 HB/Z 52—1993K412合金电渣重熔工艺说明书 HB/Z 53—1993K214合金冶炼工艺说明书M HB/Z 54—1993K214合金重熔工艺说明书 HB/Z 55—1993K417合金冶炼工艺说明书 HB/Z 56—1993K417合金重熔工艺说明书 HB/Z 57—1993K418合金冶炼工艺说明书 HB/Z 58—1993K418合金重熔工艺说明书 HB/Z 69—1993K419合金冶炼工艺说明书 HB/Z 70—1993K419合金重熔工艺说明书 HB/Z 91—1985航空用高温合金涡轮叶片模锻件 HB/Z 131—1988铸造高温合金选用原材料技术要求 HB/Z 140—1989航空用高温合金热处理工艺说明书 HB/Z 154—1989航空用钢及高温合金熔炼和成材工艺认可规范HB/Z 155—1989航空用钢及高温合金供应厂工程认可规范?钢铁HB 094—1977黑色金属硬度及强度换算表 HB 5001—1992结构钢熔模铸件技术条件 HB 5024—1989航空用钢锻件HB 5137—19803Cr3Mo3VNb热作模具钢技术条件 HB 5138—19803Cr3Mo3VNb热作模具钢 HB 5139—19803Cr3Mo3VNb热作模具钢锻造(试行) HB 5140—19803Cr3Mo3VNb热作模具钢热处理HB 5252—1983航空用40CrMnSiMoVA超高强度钢钢棒 HB 5253—1983航空用40CrMnSiMoVA无发纹钢钢管 HB 5269—1983航空用高级优质结构钢钢棒 HB 5298—1985航空用不锈弹簧钢丝HB 5424—1989不锈钢耐热钢母合金铸锭HB 5430—1989不锈钢耐热钢熔模铸件HB 5451—1990不锈钢耐热钢熔模铸造压气机静子叶片 HB 6573—1992熔模钢铸件用标准参考射线底片 HB/Z 105—1986航空用不锈钢压气机叶片模锻件 HB/Z 5138—19803Cr3Mo3VNb热作模具钢冶炼和铸锭WX)?铝、镁合金HB 962—1986铸造铝合金HB 963—1990铝合金铸件HB 964—1982铸造镁合金技术标准HB 965—1982镁合金铸件技术标准HB 967—1970ZM-镁合金显微疏松X光透视分级标准 HB 5012—1986铝合金压铸件HB 5201—1982变形铝合金过烧金相检验标准 HB 5202—1982航空用铝及铝合金挤压棒材 HB 5203—1982航空用镁合金挤压型材HB 5204—1982航空用铝合金锻件和模锻件 HB 5300—1985LY12MCS、LY12CS、LY16MCGS铝合金挤压型材 HB 5301—1985LY12MCS、LY16MCGS铝合金板材 HB 5371—1987铝基中间合金锭HB 5372—1987铸造铝合金锭HB 5395—1988铝合金铸件X射线照相检验长形针孔分级标准 HB 5396—1988铝合金铸件X射线照相检验海绵状疏松分级标准HB 5397—1988铝合金铸件X射线照相检验分散疏松分级标准 HB 5401—1987LC9CgSi铝合金锻件HB 5446—1990铸造铝合金热处理HB 5462—1990镁合金铸件热处理HB 5471—19912024铝合金预拉伸板HB 5480—1991高强度铝合金优质铸件HB 6578—1992铝镁合金铸件检验用参考射线底片 HB 6690—1992镁合金锻件HB 6773—1993镁锆中间合金锭HB 7063—1994铝合金电导率和硬度HB 7264—1996镁稀土中间合金锭HB/Z 160—1990铸造铝合金熔炼HB/Z 220.1—1992铝合金砂型铸造HB/Z 220.2—1992铝合金金属型铸造HB/Z 220.3—1992铝合金低压铸造HB/Z 220.4—1992铝合金压力铸造HB/Z 220.5—1992铝合金熔模壳型铸造HB/Z 220.6—1992铝合金石膏精密铸造HB/Z 220.7—1992铝合金铸件浸渗HB/Z 276—1995变形铝合金零件热处理HB/Z 5123—1979镁合金铸造HB/Z 5126—1979变形铝合金热处理?钛及钛合金HB 5223—1982航空发动机盘用TC4钛合金模锻件 HB 5224—1982航空发动机饼坯用TC4钛合金模锻件 HB 5262—1983TC11钛合金压气机盘用饼(环)坯技术标准 HB 5263—1995TC11钛合金压气机盘模锻件ML HB 5264—1983TC11钛合金压气机盘及其饼坯金相组织标准 HB 5432—1989飞机用TC4钛合金锻件HB 5447—1990铸造钛合金HB 5448—1990钛及钛合金熔模精密铸件HB 6623.1—1992钛合金β转变温度测定方法(差热分析法) HB 6623.2—1992钛合金β转变温度测定方法(金相法) HB 6732—1993航空紧固件用TB3钛合金棒线材 HB 7238—1995钛合金环形锻件HB/Z 137—1988钛合金热处理工艺说明书?精密合金、铜合金及贵金属HB 5018—1997铸造铝镍钴永磁合金HBHB 5170—1981电接点用贵金属及其合金丝材锻平试验方法 HB 5171—1981含铜贵金属材料氧化亚铜金相检验标准 HB 5187—1996航空用贵金属及其合金电位器裸线 HB 5188—1996航空用贵金属及其合金电刷线材 HB 5189—1996航空用贵金属及其合金管材HB 5190—1996航空用贵金属及其合金板、带材 HB 5191—1996航空用贵金属及其合金丝材HB 5291—1984航空电位器用油性漆包贵金属合金线 HB 5302—1985航空发动机点火装置接点用PtIr25合金板材 HB 5312—1985航空用铜合金熔模铸件标准HB 5340—1989航空用贵金属及其合金显微维氏硬度试验方法 HB 5450—1990铜及铜合金锻件HB 6734—1993贵金属细丝拉伸杨氏模量试验方法 HB 7470—1996贵金属异形丝材HB/Z 135—1988航空用铍青铜热处理工艺说明书 HB/Z 161—1990弹性元件用精密合金热处理工艺说明书 HB/Z 192—1991软磁合金热处理工艺说明书HB/Z 216—1992铜及铜合金热处理工艺说明书 HB/Z 239—1993膨胀合金热处理工艺说明书HB/Z 327—1998磁滞合金热处理工艺说明书HB/Z 5015—1994电磁纯铁热处理工艺说明书 HB/Z 5016—1995硅钢片热处理工艺HB/Z 5019—1977铸造永磁合金熔炼HB/Z 5020—1997铸造铝镍钴永磁合金热处理?粉末冶金和涂层HB 5341—1986B-1000高温陶瓷涂层标准HB 5366—1986航空用碳石墨密封材料HB 5367.1—1986碳石墨密封材料抗压强度试验方法 HB 5367.2—1986碳石墨密封材料抗折强度试验方法 HB 5367.3—1986碳石墨密封材料开口气孔率测定方法 HB 5367.4—1986碳石墨密封材料热氧化失重测定方法 HB 5367.5—1986碳石墨密封材料肖氏硬度试验方法 HB 5367.6—1986碳石墨密封材料洛氏硬度(,,)试验方法 HB 5367.7—1986碳石墨密封材料密度测定方法 HB 5367.8—1986碳石墨密封材料热膨胀系数试验方法 HB 5367.9—1986碳石墨密封材料导热系数试验方法 HB 5367.10—1986碳石墨密封材料摩擦性能试验方法 HB 5367.11—1986碳石墨密封材料弹性模量试验方法 HB 5434.1—1989航空机轮刹车材料术语HB 5434.2—1989航空机轮刹车材料鉴定规则 HB 5434.3—1989航空机轮刹车材料硬度的测定方法 HB 5434.4—1989航空机轮刹车材料惯性台鉴定规范 HB 5434.5—1989航空机轮刹车材料压缩强度的测定方法 HB 5434.6—1989航空机轮刹车材料弯曲强度的测定方法 HB 5434.7—1989航空机轮刹车材料摩擦磨损性能的测定方法 HB 5434.8—1989航空机轮刹车材料密度的测定方法 HB 5434.9—1989航空机轮刹车材料拉伸强度的测定方法 HB 5434.10—1989航空机轮刹车材料与钢背间结合质量及烧结后钢背塑性的检验方法HB 5441.1—1989测量金属粉末粒度的筛分法 HB 5441.2—1989渗透性烧结金属材料含油率的测试方法 HB 5441.3—1989烧结金属材料(硬质合金除外)抗拉强度的测试方法 HB 5441.4—1989金属粉末松装密度的测试方法 HB 5441.5—1989金属粉末摇实密度的测试方法 HB 5441.6—1989金属粉末流动性的测试方法 HB 5441.7—1989渗透性烧结金属材料密度和开孔孔隙度的测试方法 HB 5441.8—1989烧结金属衬套径向压溃强度的测试方法 HB 5441.9—1989烧结金属材料(硬质合金除外) HB 5457—1990粉末冶金铜基离合器摩擦片HB 5458—1990粉末冶金铜基多孔轴承HB 5474—1991热喷涂涂层剪切强度试验方法 HB 5475—1991热喷涂涂层抗拉强度试验方法 HB 5476—1991热喷涂涂层结合强度试验方法 HB 5486—1991热喷涂涂层硬度试验方法HB 6738—1993热喷涂耐磨涂层质量检验HB 7055—1994粉末冶金软磁材料制件HB 7236—1995热喷涂封严涂层质量检验HB 7269—1996热喷涂热障涂层质量检验HB 7576—1997航空粉末冶金制品质量控制标准 HB 7627—1998爆炸喷涂碳化钨、碳化铬耐磨涂层质量检验 HB/Z 104—1986B-1000高温陶瓷涂层涂制工艺说明书 HB/Z 162—1990粉末冶金铜基离合器摩擦片制造工艺 HB/Z 163—1990粉末冶金铜基多孔轴承制造工艺 HB/Z 263—1994粉末冶金软磁材料制件制造工艺 HB/Z 5031—1977航空发动机封严涂层涂覆工艺WX)?CX 物理冶金及表面强化HB 6742—1993单晶叶片晶体取向的测定X射线背射劳厄照相法 HB/Z 26—1992航空零件喷丸强化工艺通用说明书 HB/Z 170—1990航空金属零部件挤压强化工艺通用说明书WX)(2)?锻造HB 5119—1979锻造术语HB 5355—1994锻造工艺质量控制HB 5402—1997锻件试制定型规范HB 7065—1994金属材料热变形用玻璃防护润滑剂规范 HB/Z 141—1989模锻件结构要素HB/Z 156—1989航空用钢及高温合金锻件生产工艺认可规范 HB/Z 199—1991钛合金锻造工艺HB/Z 210—1991HB/Z 283—1996钢的锻造工艺HB/Z 5139—19803Cr3Mo3VNb热作模具钢锻造?铸造HB 5117—1978锻造术语HB 5343—1994锻造工艺质量控制HB 5344—1986熔模铸造用聚合松香HB 5345—1986熔模铸造用硅酸乙酯HB 5346—1986熔模铸造用硅溶胶HB 5347—1986熔模铸造用电熔白刚玉粉HB 5348—1986熔模铸造用上店土砂、粉HB 5349—1986熔模铸造用锆石英粉HB 5350.1—1986熔模铸造模料线收缩率测定方法 HB 5350.2—1986熔模铸造模料热变形量测定方法 HB 5350.3—1986熔模铸造模料抗弯强度测定方法 HB 5350.4—1986熔模铸造模料表面硬度测定方法 HB 5350.5—1986熔模铸造模料灰分测定方法 HB 5350.6—1986熔模铸造模料粘度测定方法 HB 5350.7—1986熔模铸造熔模粘结剂湿润角测定方法 HB 5351.1—1986熔模铸造涂料粘度测定方法HB 5351.2—1986熔模铸造涂料比重测定方法(比重计法) HB 5351.3—1986熔模铸造涂料比重测定方法(容量法) HB 5351.4—1986熔模铸造涂料酸度测定方法(pH试纸法) HB 5351.5—1986熔模铸造涂料酸度测定方法(pH计法) HB 5351.6—1986熔模铸造涂料覆盖性测定方法 HB 5351.7—1986熔模铸造用耐火粉料粒度测定方法(扭力天平沉降分析法)HB 5352.1—1986熔模铸造型壳抗弯强度测定方法 HB 5352.2—1986熔模铸造型壳高温自重变形测定方法 HB 5352.3—1986熔模铸造型壳高温荷重变形测定方法 HB 5352.4—1986熔模铸造型壳透气性测定方法 HB 5352.5—1986熔模铸造用硅溶胶型壳干燥度测定方法 HB 5353.1—1986熔模铸造陶瓷型芯显气孔率吸水率和体积密度测定方法HB 5353.2—1986熔模铸造陶瓷型芯烧成收缩率测定方法 HB 5353.3—1986熔模铸造陶瓷型芯抗弯强度测定方法 HB 5353.4—1986熔模铸造陶瓷型芯热变形测定方法 HB 5353.5—1986熔模铸造陶瓷型芯及型壳线膨胀测定方法 HB 5353.6—1986熔模铸造陶瓷型芯溶失性测定方法 HB 6103—1986铸件尺寸公差HB HB 7578—1997铸件试制定型规范HB/Z 234—1993钛合金铸件热等静压工艺?焊接HB 458—1984航空工业用焊条的质量检验HB 459.1—1984HTJ1焊条技术条件HB 459.2—1984HTJ2焊条技术条件HB 460—1984HTJ3焊条技术条件HB 461.1—1984HTJ4焊条技术条件HB 461.2—1984HTJ5焊条技术条件HB 462.1—1984HTB1焊条技术条件HB 462.2—1984HTB2焊条技术条件HB 462.3—1984HTG1焊条技术条件HB 462.4—1984HTG2焊条技术条件HB 463—1984HTG3焊条技术条件HB 465—1965变形铝合金气焊接头的质量检验及缺陷修补标准HB 466—1965变形铝合金电阻点焊和滚焊的质量检验及缺陷修补标准HB 5120—1979焊接术语HB 5133—197930CrMnSiNi2A钢熔焊接头质量检验标准 HB 5135—1979结构钢和不锈钢熔焊接头质量检验 HB 5276—1984铝合金电阻点焊和缝焊质量检验 HB 5282—1984结构钢和不锈钢电阻点焊和缝焊质量检验 HB 5363—1995焊接工艺质量控制HB 5375—1987铝及铝合金熔焊质量检验HB 5376—1987钛及钛合金钨极氩弧焊质量检验 HB 5420—1989电阻焊电极与辅助装置用铜及铜合金 HB 5427—1989钛及钛合金电阻点焊和缝焊质量检验 HB 5456—1990高温合金钨极氩弧焊质量检验 HB 5484—1991钛及钛合金电子束焊接质量检验 HB 6737—1993高温合金电阻点焊和缝焊质量检验M HB 6771—1993银基钎料HB 6772—1993镍基钎料HB 7052—1993铝基钎料HB 7053—1993铜基钎料HB 7234—1995钛及钛合金钨极氩弧焊标准色块 HB 7575—1997高温合金及不锈钢真空钎焊质量检验 HB 7608—1998高温合金、不锈钢真空电子束焊接质量检验 HB/Z 77—1984铝合金电阻点焊和缝焊工艺HB/Z 78—1984结构钢和不锈钢电阻点焊和缝焊工艺 HB/Z 119—1987铝及铝合金熔焊工艺HB/Z 120—1987钛及钛合金钨极氩弧焊工艺 HB/Z 145—1989钛及钛合金电阻点焊和缝焊工艺 HB/Z 164—1990高温合金钨极氩弧焊工艺HB/Z 198—1991钛及钛合金电子束焊接工艺 HB/Z 238—1993高温合金电阻点焊和缝焊工艺 HB/Z 309—1997高温合金及不锈钢真空钎焊 HB/Z 315—1998高温合金、不锈钢真空电子束焊接工艺 HB/Z 328—1998镁合金铸件补焊工艺及检验HB/Z 5021—1977细丝二氧化碳气体保护焊HB/Z 5128—1979铝及铝合金点焊、滚焊前表面准备()HB/Z 5132—197930CrMnSiNi2A钢熔焊工艺HB/Z 5134—1979结构钢和不锈钢熔焊工艺?热处理HB 5013—1996热处理零件检验类别HB 5022—1994航空钢制件渗氮、氮碳共渗金相组织检验标准 HB 5023—1994航空钢制件渗氮、氮碳共渗渗层溶度测定方法 HB 5118—1978金属及合金热处理术语HB 5354—1994热处理工艺质量控制HB 5408—1988热处理用工业硝酸钾HB 5409—1988热处理用工业氯化钠HB 5410—1988热处理用工业氯化钾HB 5411—1988热处理用工业硝酸钠HB 5412—1988热处理用氩气HB 5413—1988热处理用氮气HB 5414—1988热处理用工业无水氯化钡HB 5415—1988热处理用淬火用油HB 5425—1989航空制件热处理炉有效加热区测定方法 HB 5492—1991航空钢制件渗碳、碳氮共渗金相组织检验标准 HB 5493—1991航空钢制件渗碳、碳氮共渗渗层深度测定方法 HB 6735—1993航空结构钢薄脱碳(含合金贫化)层和增碳(含增氮)层深度测定方法HB 7064.1—1994金属热处理盐浴化学分析方法酸度计法测定pH值 HB 7064.2—1994金属热处理盐浴化学分析方法酸度钡沉淀分离酸碱滴定法测定碳酸根含量HB 7064.3—1994金属热处理盐浴化学分析方法硫酸钡沉淀-EDTA滴定法测定硫酸根含量HB 7064.4—1994金属热处理盐浴化学分析方法硫酸钡比浊法测定硫酸根含量HB 7064.5—1994金属热处理盐浴化学分析方法银量法测定氯离子含量 HB 7064.6—1994金属热处理盐浴化学分析方法酸碱滴定测定总碱度含量 HB/Z 64—19813号涂料保护热处理工艺HB/Z 79—1995结构钢及不锈钢渗氮工艺说明书HB/Z 80—1997航空用不锈钢、耐热钢热处理说明书 HB/Z 136—1988航空结构钢热处理说明书HB/Z 159—1990航空用钢气体渗碳、碳氮共渗工艺说明书 HB/Z 191—1991航空结构钢不锈钢真空热处理说明书 HB/Z 262—1994金属热处理盐浴化学分析用试样的取样规范 HB/Z 316—1998热处理加热用中性盐浴?表面处理HB 5033—1977镀层和化学覆盖层的选择原则与厚度系列 HB 5034—1995零(组)件镀覆前质量要求HB 5035—1992锌镀层质量检验HB 5036—1992镉镀层质量检验HB 5037—1992铜镀层质量检验HB 5038—1992镍镀层质量检验HB 5039—1992黑镍镀层质量检验HB 5040—1977化学镀镍层质量检验HB 5041—1992硬铬、乳白铬镀层质量检验HB 5042—1992装饰铬镀层质量检验HB 5043—1992涨圈松孔铬镀层质量检验HB 5044—1992汽缸松孔铬镀层质量检验HB 5045—1992黑铬镀层质量检验HB 5046—1993锡镀层质量检验HB 5047—1977黄铜镀层质量检验HB 5048—1977铅镀层质量检验HB 5049—1993铅锡合金镀层质量检验HB 5050—1977铅铟扩散镀层质量检验HB 5051—1993银镀层质量检验HB 5052—1977金镀层质量检验HB 5053—1977钯镀层质量检验HB 5054—1977铑镀层质量检验HB 5055—1993铝及铝合金硫酸阳极氧化膜层质量检验 HB 5057—1993铝及铝合金硬质阳极氧化膜层质量检验 HB 5058—1993铝及铝合金绝缘阳极氧化膜层质量检验 HB 5059—1977电化学抛光质量检验HB 5060—1977铝及铝合金化学氧化膜层质量检验 HB 5061—1977镁合金化学氧化膜层质量检验 HB 5062—1996钢铁零件化学氧化(发蓝)膜层质量检验 HB 5063—1996钢铁零件磷化膜层质量检验HB 5064—1977铜及铜合金钝化膜层质量检验 HB 5065—1977铜及铜合金氧化膜层质量检验 HB 5066—1977喷镀锌层质量检验HB 5067—1985氢脆试验方法HB 5192—1981镀层和化学覆盖层表观腐蚀等级评定方法 HB 5193.1—1985镀层和化学覆盖层耐蚀性检验 HB 5193.2—1985镀层和化学覆盖层耐蚀性检验标准(二) HB 5196—1982镍镉扩散镀层质量检验HB 5197—1982有机材料挥发气氛对锌、镉镀层腐蚀试验方法 HB 5292—1984不锈钢酸洗钝化质量检验HB 5335—1994金属镀覆和化学覆盖工艺质量控制 HB 5360—1986 HB 5361—1986HB 5362—1986飞机常用金属防护层耐蚀性质量检验 HB 5364—1986WZL涂层质量检验HB 5373—1987铝及铝合金铬酸阳极氧化膜层质量检验 HB 5468—1991铂铝涂层检验标准HB 5472—1991金属镀覆和化学覆盖工艺用水水质规范 HB 5473—1991铝及铝合金化学转化膜质量检验 HB 7054—1994钛合金紧固件离子镀铝层质量检验 HB 7579—1997渗铝质量检验HB/Z 29—1981电化学抛光工艺HB/Z 31—1982镍镉扩散镀层通用工艺说明书 HB/Z 32—1982有机材料挥发气氛对锌、镉镀层的腐蚀与防护指南HB/Z 66—1981喷锌工艺HB/Z 83—1984不锈钢酸洗钝化处理工艺HB/Z 107—1986高强度钢零件低氢脆镀镉钛工艺 HB/Z 108—1986WZL涂层的涂覆工艺说明书HB/Z 118—1987铝及铝合金铬酸阳极氧化工艺HB/Z 187—1991铂铝涂层工艺HB/Z 193—1991铝及铝合金化学转化膜浸渍工艺 HB/Z 197—1991结构胶接铝合金磷酸阳极化工艺规范 HB/Z 233—1993铝及铝合金硫酸阳极氧化工艺 HB/Z 236—1993电镀铅锡合金工艺HB/Z 237—1993铝及铝合金硬质阳极氧化工艺 HB/Z 265—1994钛合金紧固件离子镀铝工艺 HB/Z 310—1997渗铝工艺HB/Z 318—1998镀覆前消除应力和镀覆后除氢处理规范 HB/Z 337—1999铝合金化学转化(阿洛丁)溶液分析方法 HB/Z 338.1,338.2—1999铝合金绝缘阳极氧化溶液分析方法HB/Z 339.1,339.3—1999铝合金铬酸阳极氧化溶液分析方法HB/Z 5068—1992电镀锌、电镀镉工艺HB/Z 5069—1992电镀铜工艺HB/Z 5070—1992电镀镍工艺HB/Z 5071—1978化学镀镍工艺HB/Z 5072—1992电镀铬工艺HB/Z 5073—1993电镀锡工艺HB/Z 5074—1993电镀银工艺HB/Z 5075—1978电镀金锑工艺HB/Z 5076—1993铝及铝合金绝缘阳极氧化工艺 HB/Z 5077—1978铝及铝合金化学氧化(磷酸-铬酸法)工艺 HB/Z 5078—1978镁合金化学氧化工艺HB/Z 5079—1996钢铁零件化学氧化工艺 HB/Z 5080—1996钢铁零件磷化工艺HB/Z 5081—1978铜及铜合金化学钝化工艺 HB/Z 5082—1978铜及铜合金氧化工艺HB/Z 5083—1978电镀溶液分析常用试剂 HB/Z 5084—1978氰化电镀锌溶液分析方法 HB/Z 5085.1,5085.8—1999氰化电镀镉溶液分析方法 HB/Z 5086—1978氰化电镀铜溶液分析方法 HB/Z 5087—1978酸性电镀铜溶液分析方法 HB/Z5088.1,5088.6—1999电镀镍溶液分析方法 HB/Z 5089—1978电镀黑镍溶液分析方法 HB/Z 5090—1978化学镀镍溶液分析方法 HB/Z 5091.1,5091.6—1999电镀铬溶液分析方法 HB/Z 5092—1978电镀黑铬溶液分析方法 HB/Z 5093—1978碱性电镀锡溶液分析方法 HB/Z 5094—1978酸性电镀锡溶液分析方法 HB/Z 5095—1978氰化电镀黄铜溶液分析方法 HB/Z 5096—1978电镀铅溶液分析方法HB/Z 5097—1978电镀铅锡合金溶液分析方法 HB/Z 5098—1978电镀铟溶液分析方法HB/Z 5099—1978氰化电镀银溶液分析方法HB/Z 5100—1978氰化电镀金溶液分析方法HB/Z 5101—1978电镀金锑合金溶液分析方法HB/Z 5102—1978电镀钯溶液分析方法HB/Z 5103—1978电镀铑溶液分析方法HB/Z 5104.1,5104.3—1999铝合金硫酸阳极氧化溶液分析方法 HB/Z 5105—1978电化学抛光溶液分析方法HB/Z 5106—1978铝合金化学氧化(磷酸铬酸法)溶液分析方法 HB/Z 5107—1978镁合金化学氧化溶液分析方法 HB/Z 5108.1,5108.3—1999磷化溶液分析方法HB/Z 5109—1978钝化溶液分析方法HB/Z 5110—1978电化学除油及化学除油溶液分析方法 HB/Z 5111—1978锌锡合金镀层分析方法HB/Z 5112—1978镉锡合金镀层分析方法HB/Z 5113—1978镉钛合金镀层分析方法HB/Z 5114—1978铅锡合金镀层分析方法HB/Z 5115—1978金锑合金镀层分析方法HB/Z 5116—1978金属镀层试纸鉴定法?防护包装HB 5028—1995航空机载设备干燥空气封存HB 5129—1979航空发动机干燥空气封存HB 5200—1982包装材料透湿率试验方法HB 5205—1982铝塑布复合薄膜HB 5206—1982包装材料对金属的接触腐蚀试验方法 HB 5226—1982金属材料和零件用水基清洗剂技术条件 HB 5227—1982金属材料和零件用水基清洗剂试验方法 HB 5334—1985飞机表面水基清洗剂HB/Z 65—1981飞机副油箱干燥空气封存工艺HB/Z 67—1981航空轴承封存工艺HB/Z 68—1981工序间防锈HB/Z 90—1985航空辅机产品运输包装设计HB/Z 109—1986气相缓蚀材料应用说明书HB/Z 5029—1995航空机载设备干燥空气封存工艺 HB/Z 5130—1979航空发动机干燥封存工艺(3) 金属材料测试方法? 化学成分分析HB 5218.1—1995铝合金化学分析方法 BCD HB 5218.2—1995铝合金化学分析方法碘量法测定铜含量 HB 5218.3—1995铝合金化学分析方法 HB 5218.4—1995铝合金化学分析方法高碘酸钾光度法测定锰含量 HB 5218.5—1995铝合金化学分析方法重量法测定硅含量HB 5218.6—1995铝合金化学分析方法硅钼蓝光度法测定硅含量 HB 5218.7—1995铝合金化学分析方法铜试剂分离-EDTA滴定法测定镁含量 HB 5218.8—1995铝合金化学分析方法二安替比林甲烷光度法测定钛含量 HB 5218.9—1995铝合金化学分析方法三正辛胺萃取-EDTA滴定法测定锌含量 HB 5218.10—1995铝合金化学分析方法双硫腙萃取分离-极谱法测定锌含量 HB 5218.11—1995铝合金化学分析方法丁二酮肟分离-EDTA滴定法测定镍含量 HB 5218.12—1995铝合金化学分析方法丁二酮肟萃取光度法测定镍含量 HB 5218.13—1995铝合金化学分析方法草酸盐重量法测定稀土总量 HB 5218.14—1995铝合金化学分析方法三溴偶氮胂光度法测定铈组稀土总量 HB 5218.15—1995铝合金化学分析方法二甲酚橙光度法测定溶解锆含量 HB 5218.16—1995铝合金化学分析方法槲皮素光度法测定溶解锆含量 HB 5218.17—1995铝合金化学分析方法极谱法测定铅含量HB 5218.18—1995铝合金化学分析方法硫酸亚铁铵滴定法测定铬含量 HB 5218.19—1995铝合金化学分析方法二苯卡巴肼光度法测定铬含量 HB 5218.20—1995铝合金化学分析方法苯基荧光酮光度法测定锡含量 HB 5218.21—1995铝合金化学分析方法铍试剂?光度法测定铍含量 HB 5218.22—1995铝合金化学分析方法 HB 5218.23—1995铝合金化学分析方法钽试剂萃取光度法测定钒含量 HB 5219.1—1998镁合金化学分析方法 BCO HB 5219.2—1998镁合金化学分析方法新铜试剂光度法测定铜含量 HB 5219.3—1998镁合金化学分析方法原子吸收光谱法测定铜含量 HB 5219.4—1998镁合金化学分析方法邻菲啉光度法测定铁含量 HB 5219.5—1998镁合金化学分析方法原子吸收光谱法测定铁含量ML HB 5219.6—1998镁合金化学分析方法高碘酸钾光度法测定锰含量(含锆、稀土) HB 5219.7—1998镁合金化学分析方法高碘酸钾光度法测定锰含量(不含锆、稀土) HB5219.8—1998镁合金化学分析方法原子吸收光谱法测定锰含量 HB 5219.9—1998镁合金化学分析方法硅钼蓝光度法测定硅含量 HB 5219.10—1998镁合金化学分析方法丁二酮肟萃取光度法测定镍含量 HB 5219.11—1998镁合金化学分析方法原子吸收光谱法测定镍含量 HB 5219.12—1998镁合金化学分析方法三正辛胺萃取EDTA容量法测定锌含量 HB 5219.13—1998镁合金化学分析方法原子吸收光谱法测定锌含量 HB 5219.14—1998镁合金化学分析方法 EDTA容量法测定锆含量 HB 5219.15—1998镁合金化学分析方法槲皮素光度法测定溶解锆含量 HB 5219.16—1998镁合金化学分析方法 EDTA容量法测定铝含量M HB 5219.17—1998镁合金化学分析方法铬天青S光度法测定铝含量 HB 5219.18—1998镁合金化学分析方法草酸盐重量法测定稀土总量 HB 5219.19—1998镁合金化学分析方法三溴偶氮胂光度法测定铈含量 HB 5219.20—1998镁合金化学分析方法原子吸收光谱法测定银含量 HB 5219.21—1998镁合金化学分析方法依来铬氰蓝R光度法测定铍含量HB 5220.1—1995高温合金化学分析方法库仑法测定碳含量HB 5220.2—1995高温合金化学分析方法气体容量法测定碳含量ML HB 5220.3—1995高温合金化学分析方法高频感应加热红外线吸收法测定碳含量 HB 5220.4—1995高温合金化学分析方法还原蒸馏吸光光度法测定硫含量 HB 5220.5—1995高温合金化学分析方法碘酸钾容量法测定硫含量HB 5220.6—1995高温合金化学分析方法高频感应加热红外线吸收法测定硫含量M HB 5220.7—1995高温合金化学分析方法乙醚萃取钼蓝吸光光度法测定磷含量 HB 5220.8—1995高温合金化学分析方法正丁醇三氯甲烷萃取吸光光度法测定磷含量 HB 5220.9—1995高温合金化学分析方法重量法测定硅含量HB 5220.10—1995高温合金化学分析方法硅钼蓝吸光光度法测定硅含量 HB 5220.11—1995高温合金化学分析方法硝酸铵氧化硫酸亚铁铵容量法测定锰含量HB 5220.12—1995高温合金化学分析方法氧化锌分离硫酸亚铁铵容量法测定锰含量 HB 5220.13—1995高温合金化学分析方法过碘酸钾吸光光度法测定锰含量 HB 5220.14—1995高温合金化学分析方法火焰原子吸收光谱法测定锰含量 HB 5220.15—1995高温合金化学分析方法过硫酸铵氧化亚铁容量法测定铬含量 HB 5220.16—1995高温合金化学分析方法硫酸亚铁铵容量法测定钒含量 HB5220.17—1995高温合金化学分析方法钽试剂三氯甲烷萃取吸光光度法测定钒含量 HB 5220.18—1995高温合金化学分析方法二安替比啉甲烷吸光光度法测定钛含量 HB 5220.19—1995高温合金化学分析方法铜铁试剂、铜试剂分离-EDTA容量法测定铝含量 HB 5220.20—1995高温合金化学分析方法铬天青S吸光光度法测定铝含量 HB 5220.21—1995高温合金化学分析方法 EDTA容量法测定钼含HB 5220.22—1995高温合金化学分析方法硫氰酸盐吸光光度法测定钼含量 HB 5220.23—1995高温合金化学分析方法丁二酮肟-EDTA容量法测定镍含量 HB 5220.24—1995高温合金化学分析方法丁二酮肟吸光光度法测定镍含量 HB 5220.25—1995高温合金化学分析方法铁氰化钾电位滴定法测定钴含量 HB。
CNC机床加工中的刀具磨损修复与重涂技术随着制造业的发展,CNC机床已经成为工业生产中不可或缺的设备。
然而,在CNC机床加工过程中,刀具磨损是一项常见的问题,会严重影响工件的精度和表面质量。
为了提高刀具的寿命和降低生产成本,刀具磨损修复与重涂技术应运而生。
本文将介绍CNC机床加工中的刀具磨损修复与重涂技术,包括修复方法、技术原理以及应用前景。
一、刀具磨损修复方法1. 激光熔覆修复法激光熔覆修复法是一种常用且有效的刀具磨损修复方法。
该方法利用激光技术将粉末材料熔化并喷涂在刀具表面,形成一层新的金属涂层,从而修复刀具表面的磨损。
激光熔覆修复法具有操作简单、修复效果好、成本低等优点。
2. 溅射修复法溅射修复法是另一种常用的刀具磨损修复方法。
该方法通过溅射设备将金属粉末熔化后,以高速冲击的方式喷涂在刀具表面,形成一层硬质的涂层。
溅射修复法具有修复效果稳定、涂层附着力强等特点,适用于修复各种类型的刀具。
二、刀具磨损修复技术原理1. 金属材料的熔化与喷涂刀具磨损修复中,激光熔覆和溅射技术的共同原理是将金属材料熔化后喷涂在刀具表面。
这样做的目的是通过新的金属层来覆盖刀具表面的磨损部分,提高刀具的硬度和耐磨性。
2. 涂层的选择与制备选择合适的涂层材料对刀具磨损修复至关重要。
常用的涂层材料包括钨钢、碳化钨、碳化钛等,这些材料具有高硬度、高熔点等特点。
涂层的制备过程包括材料选择、粉末制备、喷涂设备调试等环节,制备工艺的合理性对于涂层质量和性能有着重要影响。
三、刀具磨损修复与重涂技术的应用前景刀具磨损修复与重涂技术在CNC机床加工中具有广阔的应用前景。
首先,刀具磨损修复与重涂技术可以延长刀具的使用寿命,节省企业的生产成本。
其次,修复后的刀具表面更加光滑,可以提高加工精度和表面质量。
此外,刀具磨损修复与重涂技术还可以实现刀具的定制化,根据不同的加工要求选择不同的涂层材料,使刀具在特定工况下更加高效和耐用。
综上所述,CNC机床加工中的刀具磨损修复与重涂技术是一项重要的技术手段。

PVD技术在球阀阀体上的应用一球阀球体镀膜的背景球阀中用作硬密封构件的球阀阀体和阀座经常在极为恶劣的环境下工作,构件容易因为高温氧化、腐蚀、磨损而失效。
这类球阀的球体一般采用304、316不锈钢作基体,再用超音速喷涂镍基碳化钨(Ni-WC),以提高密封面的结合强度(≥75MPa)和低的空隙率(3%~5%),表面硬度可达到832HV (65HRC)。
但是在球阀上喷涂镍基碳化钨存在以下几个缺陷:一是涂层与基体主要靠机械结合,所以其与基体的结合强度较低;二是涂层存在一定的气孔,这对于要求耐腐蚀的工作环境是不利的;三是一些喷涂方法往往产生多种对环境有害的因素,如粉尘、噪声、有害气体等;四是喷涂后球阀表面硬度高,极难进行精加工。
由于阀门硬密封构件制造成本高,阀芯阀座维护更换通常需要整体研磨,因此寻求一种提高硬密封构件使用寿命的方法具有重大的经济效益。
为了避开上述喷涂的缺点,可以将物理气相沉积技术应用到阀门密封面上。
物理气相沉积(Physical Vapor Deposition,PVD)技术是在真空条件下,采用物理方法将材料源——固体或液体表面气化成气态原子、分子或部分电离成离子,并通过低压气体(或等离子体)过程,在基体表面沉积具有某种特殊功能的薄膜的技术。
PVD技术可以在球阀表面沉积多种金属(Ti、Zr、Cr、W等)的碳化物和金属(Ti、Zr、Cr等)的氮化物以及其它二元或多元合金的氮化物、碳化物纳米化涂层,这些薄膜普遍具有高硬度、高耐磨性、耐腐蚀和抗高温性,在球阀的密封面上沉积可获得超硬耐蚀涂层,显微硬度≥1800HV,最高使用温度可达750℃。
PVD涂层工艺是一种真正能够获得纳米级镀层且无污染的环保型表面处理方法。
采用PVD 技术对阀门的硬密封件表面进行处理,能大幅度地提高构件的使用寿命。
图1为兰州理工大学温州泵阀研究院开发的球阀球体PVD示意图。
图2为经PVD镀膜后的球阀球体。
图1 球阀球体PVD示意图图2 PVD处理后的球阀球体二球阀球体PVD镀膜的研究现状这种阀门密封构件超硬耐蚀PVD涂层工艺,适用于需要在表面获得超硬耐蚀涂层的各类阀杆、各种阀门的密封件、球体、阀座等阀门密封构件。
碳纤维增强碳化钨硬质合金的烧结方法和研究进展1.引言碳化钨-钴(WC-Co)硬质合金是以碳化钨粉末为主要原料,Co做粘结剂而制成的一种合金。
因碳化钨-Co硬质合金具有高硬度、高强度和优良的耐磨性及抗氧化性,而被广泛的用于机械加工、采矿钻探、模具和结构耐磨件等领域[1]。
超细碳化钨-钴硬质合金是指合金中碳化钨晶粒平均尺寸为0.1~0.6μm,这使其具有高强度、高硬度和高韧性,有效地解决了传统硬质合金硬度与强度之间的矛盾。
碳化钨晶粒在100nm 以下的纳米硬质合金应当有更优良的性能。
1959年,Shindo A首先发明了用聚丙烯腈(PAN)纤维制造碳纤维。
美国在21世纪革命性的12项材料技术中,则将“新一代碳纤维、纳米碳管”排在第四位[2]。
碳纤维具有高强度、高模量、密度小,比强度高、耐高温、耐摩擦、导电、导热、膨胀系数小等优良性能。
正因如此,将碳纤维与树脂、金属、陶瓷等基体复合后得到的碳纤维复合材料,同样具有高的比强度、比模量、耐疲劳、耐高温、抗蠕变等特点。
近年来它们被广泛地应用于航空航天、汽车构件、风力发电叶片、油田钻探、体育用品、建筑补强材料等领域[3]。
超细碳化钨-钴硬质合金和碳纤维在某些方面的优异性能和在工业上的广泛应用,使得国内外很多研究学者对这两种材料进行了深入研究。
本文将主要从超细碳化钨-钴硬质合金的烧结手段及其对硬质合金性能的影响、致密化方式和效果,碳纤维增强复合材料的性能等方面对国内外文献进行综述。
2. 烧结方法目前国内外研发了许多制备超细碳化钨粉末的方法,主要有直接碳化法[4]、氢气还原WO X碳化法、流化床还原碳化法、气相沉积法、有机盐热分解碳化法、等离子电弧法、熔盐法和机械球磨法、液相还原法[5]等,目前应用于工业化规模生产的主要是前三种方法。
要使超细碳化钨粉末具备特殊性能,必须经过烧结这一关键步骤,烧结技术的不同将对硬质合金的性能产生重要影响。
而如何有效控制碳化钨晶粒在烧结过程中的长大行为成为制备超细晶和纳米晶硬质合金的关键技术。
钨行业规范条件(征求意见稿)为加快钨行业结构调整,建立统一开放、竞争有序的市场体系,规范企业生产经营秩序,促进行业持续健康协调发展,依据相关法律法规、规划和产业政策,制定本规范条件。
一、企业布局和生产规模(一)企业布局钨矿山开采、冶炼、深加工项目,应符合国家产业政策、本地区土地利用总体规划、矿产资源规划、主体功能区规划和行业发展规划等要求。
建设钨矿山、冶炼和深加工项目,应根据环境影响评价结论,确定厂址位置及其与周围人群和敏感区域的距离。
(二)生产规模开采钨矿资源,应依法取得采矿许可证和安全生产许可证,遵守矿产资源、安全生产法律法规、矿产资源规划及相关政策。
采矿权人应按照批准的矿产资源开发利用方案和绿色矿山建设标准、采矿初步设计和安全设施设计进行矿山建设和开发,严禁超指标开采、无证开采和乱采滥挖。
矿山建设规模不得低于6万吨/年,服务年限应在5年以上。
冶炼及加工企业应落实原料供应,不得购买违法开采、无计划和超计划开采的矿产品、仲钨酸铵等原料。
现有及改造仲钨酸铵项目综合生产能力应达到5000吨/年及以上,新建、改造及现有钨粉项目综合生产能力应达到3000吨/年及以上,碳化钨粉项目综合生产能力应达到2000吨/年及以上,钨铁综合生产能力应达到6000吨/年及以上,硬质合金项目生产能力应达到500吨/年及以上,单独处理废钨催化剂冶炼项目,单系列废催化剂处理能力应达到5000吨/年及以上,单独处理废钨金属或合金类等二次资源冶炼项目,单系列实物处理能力应达到1500吨/年及以上。
二、质量、工艺和装备(一)质量钨矿山开采、冶炼、加工企业应建有完备的产品质量管理体系。
钨精矿应符合行业标准(YS/T231-2007),仲钨酸铵应符合国家标准(GB/T10116-2007),钨粉应符合国家标准(GB/T3458-2006),碳化钨粉应符合国家标准(GB/T4295-2008),再生碳化钨应符合国家标准(GB/T2605-2010),硬质合金质量应符合国家标准(GB/T18376.1-2008)、(GB/T18376.2-2001)、(GB/T18376.3-2001),其他产品质量应符合国家或行业相关标准。
YFCC公司简介西安宇丰喷涂技术有限公司(简称YFCC 原陕西宇丰机械电子有限公司)是从事机电一体化设备,及表面处理技术的高科技公司。
公司通过ISO 9001:2000标准质量管理体系认证。
YFCC表面处理技术的主要业务是:采用国外最先进的抗磨蚀喷涂技术,对全国多泥砂河流水电站水轮机长期遭受严重的泥砂磨损和汽蚀的部件进行喷涂防护,以延长过流部件的使用寿命,提高经济效益,从而解决长期困扰我国水电行业的难题。
YFCC的喷涂技术也可以解决火电厂锅炉、风机以及各种相关机械设备遭受到的磨损、腐蚀等方面长期影响设备安全运行的技术难题。
YFCC使用最新的高速火焰(HVOF)喷涂技术系统,可进行金属喷涂,碳化物喷涂和特殊喷涂。
该项技术是把喷涂材料以粉末状态注入高速喷射燃烧的火焰中,其喷射速度超过2000米/秒以上,燃烧温度适中(≤3000℃)。
高速燃气一方面使粉末材料的颗粒达到半熔化状态另一方面又使粉末材料的颗粒加速运动,将熔化后的粉末材料紧密均匀地附着在被喷涂物体的表面上,与基材物理结合在一起,而基材温度低于150℃,使基材不发生任何变形。
从而形成少孔隙、低氧化、高粘合力、低残余应力的高质量涂层。
公司所用的原材料都是现有的工业级原料,不需要特殊的配套工程和供应,可以做到整个生产过程符合国际标准的无公害过程。
对环境不会造成污染和破坏。
1、防护材料我公司采用的是适用于水轮机过流表面抗泥沙磨损的专用材料,其主要成分为碳化钨材料(市场上通用的碳化钨粉如钴-碳化钨类其主要特点是干式抗磨,对于湿环境尤其是水下恶劣环境不能适应,由于其抗汽蚀能力极低,因此不适用于水电站的喷涂)。
我公司所用材料的结合强度大于70MPa,表面硬度大于1100Hv,表面抗磨能力比0Cr13Ni4Mo高70倍以上,其抗汽蚀能力与0Cr13Ni4Mo相当。
我公司采用先进的喷涂工艺,喷涂过程中能够严格控制基材温升,保证基材不发生热变形,从而确保原设计的精度。
Science &Technology Vision科技视界0前言随着现代工业的发展,对机械产品零件表面的性能要求越来越高,改善材料的表面性能,不但可有效地延长其使用寿命,提高生产力,而且能节约资源,减少环境污染,加强稀有金属资源保护[1]。
先进表面工程技术促进了绿色制造技术在机械工业中的应用[2]。
因此,研究和发展机械产品的表面保护和表面强化技术,对于提高零件的使用寿命和可靠性,对于改善机械设备的性能、质量,增强产品的竞争能力,对于推动新技术的发展,对于节约材料、节约能源等都有重要意义[3]。
热喷涂技术是一种利用热源将喷涂材料加热至熔融状态,并通过气流吹动使其雾化高速喷射到零件表面,以形成喷涂层的表面加工技术[4]。
热喷涂技术的喷涂温度、熔滴或粉末颗粒对基体表面的冲击速度及形成涂层的材料性能构成喷涂技术的核心。
热喷涂技术正是适应这种需要发展起来的一种较好的金属材料表面防护和强化技术[5]。
热喷涂技术与其它薄膜与涂层制备技术相比,具有工艺简单,涂层和基体选择范围广,涂层厚度变化范围大,沉积效率高以及容易形成复合涂层等优点[6]。
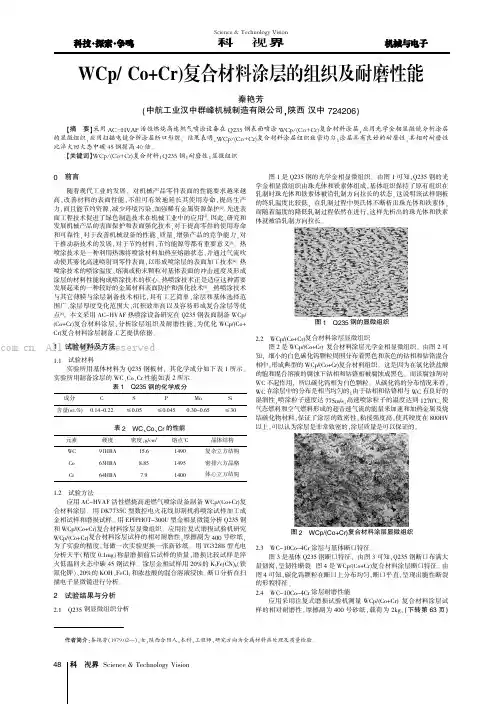
本文采用AC-HVAF 热喷涂设备研究在Q235钢表面制备WCp/(Co+Cr)复合材料涂层,分析涂层组织及耐磨性能,为优化WCp/(Co+Cr)复合材料涂层制备工艺提供依据。
1试验材料及方法1.1试验材料实验所用基体材料为Q235钢板材,其化学成分如下表1所示。
实验所用制备涂层的WC、Co、Cr 性能如表2所示。
表1Q235钢的化学成分表2WC、Co、Cr 的性能1.2试验方法应用AC-HVAF 活性燃烧高速燃气喷涂设备制备WCp/(Co+Cr)复合材料涂层。
用DK7735C 型数控电火花线切割机将喷涂试样加工成金相试样和磨损试样。
用EPIPHOT-300U 型金相显微镜分析Q235钢和WCp/(Co+Cr)复合材料涂层显微组织。
应用往复式磨损试验机研究WCp/(Co+Cr)复合材料涂层试样的相对耐磨性,摩擦副为400号砂纸,为了实验的精度,每做一次实验更换一张新砂纸。
磨损和擦伤是闸阀以及其他任何材料组件互相接触产生的问题。
海底阀门多组件的配合及使用不锈钢会使配面造成擦伤。
介质的流动冲刷、腐蚀也会对配合面造成损坏。
特别是闸阀的闸板和阀座。
喷涂技术已经被广泛的应用在阀门的配合面上,用来对被防护的基体提供涂层保护。
热喷涂和焊接涂层已被阀门厂家广泛证明效果良好。
热喷涂是将熔化或半熔化的液滴,以射流的形式喷涂并固化在被涂面上。
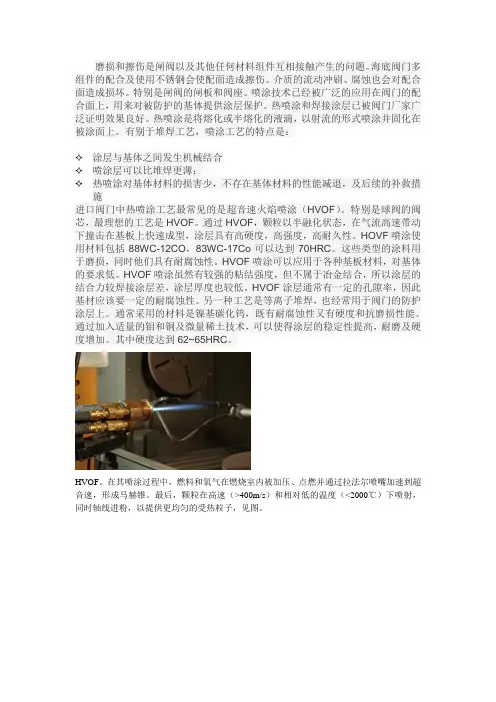
有别于堆焊工艺,喷涂工艺的特点是:✧涂层与基体之间发生机械结合✧喷涂层可以比堆焊更薄;✧热喷涂对基体材料的损害少,不存在基体材料的性能减退,及后续的补救措施进口阀门中热喷涂工艺最常见的是超音速火焰喷涂(HVOF)。
特别是球阀的阀芯,最理想的工艺是HVOF。
通过HVOF,颗粒以半融化状态,在气流高速带动下撞击在基板上快速成型,涂层具有高硬度,高强度,高耐久性。
HOVF喷涂使用材料包括88WC-12CO,83WC-17Co可以达到70HRC。
这些类型的涂料用于磨损,同时他们具有耐腐蚀性。
HVOF喷涂可以应用于各种基板材料,对基体的要求低。
HVOF喷涂虽然有较强的粘结强度,但不属于冶金结合,所以涂层的结合力较焊接涂层差,涂层厚度也较低。
HVOF涂层通常有一定的孔隙率,因此基材应该要一定的耐腐蚀性。
另一种工艺是等离子堆焊,也经常用于阀门的防护涂层上。
通常采用的材料是镍基碳化钨,既有耐腐蚀性又有硬度和抗磨损性能。
通过加入适量的钼和铜及微量稀土技术,可以使得涂层的稳定性提高,耐磨及硬度增加。
其中硬度达到62~65HRC。
HVOF。
在其喷涂过程中,燃料和氧气在燃烧室内被加压、点燃并通过拉法尔喷嘴加速到超音速,形成马赫锥。
最后,颗粒在高速(>400m/s)和相对低的温度(<2000℃)下喷射,同时轴线进粉,以提供更均匀的受热粒子,见图。
等离子堆焊(PTA)。
PTA堆焊的过程和氩弧焊(TIG)的过程相似。
电弧受到喷嘴制约和保护气的限制,产生收缩柱状弧。
镍铬-碳化铬复合粉及其在冶金工业中的应用摘要 :本文从热喷涂技术的角度对NiCr-Cr3C2粉的性能、结构、组成及国外发展状况做了简介; 用HVOF喷涂国产粉(北京廊桥技贸有限公司生产),其涂层性能达到或接近国外同类产品的技术指标;着重介绍了这种粉末在冶金工业中的特殊应用。
一、前言在众多的碳化物中。
只有碳化钨(WC)和碳化铬(Cr3C2)作为热喷涂材料在工业上得到实际应用。
前者通常用于工作温度低于500度的耐磨涂层,而Cr3C2则用于高温(直至900度)工作状态。
在热喷涂技术的应用领域中,航空、发电及汽车制造是三大重要板块,而Cr3C2涂层在发电、冶金和航空等系统得到广泛应用。
NiCr-Cr3C2热喷涂材料的研制开发,正是基于我国这些相关行业的急迫需要而实施的。
二、热喷涂简述热喷涂是一种表面强化技术。
它采用电弧、等离子弧、燃气一氧气等形式的热源,将被喷涂的涂层材料熔化或半熔化,并在气流的作用下使之雾化成微细熔滴或高温颗粒,以很高的飞行速度喷射到经过处理的基体表面,形成具有某种功能的涂层。
依据所选材料及喷涂方法的差异,所得涂层具有耐磨损、抗氧化、电导与电阻、抗大气和浸渍腐蚀、耐化学腐蚀、隔热耐高温、恢复尺寸、机件间隙控制等功能,近年来又扩展到装饰或生物工程等领域,从而热喷涂在工程技术界得到广泛应用,已经从最初的简易维修扩充到航天、航空、交通、铁路、石化、采矿、冶金、电力、机械等各领域。
国家科委和经委已连续将此项技术列为“六五”、“七五”期间全国重点推广的技术项目,并已取得上百亿元的经济效益。
依热源形式的不同,热喷涂可分为火焰喷涂、电弧喷涂、等离子喷涂、爆炸喷涂和超音速火焰喷涂(亦称高速氧-燃气喷涂,即HVOF)。
等离子喷涂的火焰温度可达10000°C,几乎可喷涂一切固态材料,在热喷涂技术占有重要地位,并在航空发动机等高技术行业中发挥着不可替代的作用。
其它几种方法各有特点:火焰喷涂成本最低、适合喷涂一些金属或合金等低熔点的材料;电弧喷涂的操作成本低,涂层质量好于火焰喷涂,但只能喷涂一些能导电的材料,爆炸喷涂的粉末飞行速度很高,涂层致密,结合强度高,但灵活度较差,用途受到限制。
碳化硅耐磨修复的技术标准材料选择用于碳化硅耐磨修复的材料应具备以下特性:高硬度和耐磨性:材料必须能够承受严重的磨损和冲击。
良好的粘合性:材料必须与基体材料形成牢固的粘合,以确保涂层耐久性。
抗腐蚀性:材料必须能够抵抗各种腐蚀性介质,如酸、碱和盐。
热稳定性:材料必须能够承受修复过程中的高温环境。
常见的碳化硅耐磨修复材料包括:陶瓷基复合材料(CMC)金属基复合材料(MMC)热喷涂碳化硅表面处理在涂层前,基体表面需要进行适当的处理,以提高涂层的粘合性和耐久性。
表面处理包括:喷砂:去除表面的氧化物和杂质。
酸蚀刻:增加表面的粗糙度,提高涂层附着力。
机械抛光:获得平滑的表面,有利于涂层均匀性。
涂层工艺碳化硅耐磨修复常用的涂层工艺包括:等离子喷涂:将碳化硅粉末通过等离子体束熔化并喷涂到基体表面。
高压氧燃料喷涂(HVOF):利用氧气燃料火焰熔化碳化硅粉末并喷涂到基体表面。
冷喷涂:将碳化硅粉末以超声速喷射到基体表面,利用动能实现涂层形成。
验收测试修复后的碳化硅部件需要经过验收测试,以验证其质量和性能。
常见的测试包括:粘合强度测试:拉伸或剪切测试,评估涂层与基体的粘合性。
硬度测试:维氏硬度或洛氏硬度测试,测量涂层的硬度和耐磨性。
磨损测试:对修复部位进行磨损试验,评估涂层的耐磨性能。
腐蚀测试:将修复部件浸泡或喷洒在腐蚀性介质中,评估涂层的抗腐蚀性。
其他注意事项碳化硅耐磨修复还需要考虑以下因素:涂层厚度:涂层厚度应根据磨损程度和预期使用寿命确定。
涂层形状:涂层形状应符合部件的几何形状,以确保最佳的耐磨性能。
后処理:修复后,涂层可能需要进行热处理或研磨,以提高其性能。
通过遵循这些技术标准,碳化硅耐磨修复可以有效延长设备和部件的使用寿命,减少维护成本和停机时间。
1.目的和范围
1.1本规范规定了本公司生产阀门时,对闸板和阀座喷涂以钴铬为基本成份
的碳化钨表面硬化的基本要求。
适用于碳钢和低合金钢、马氏体、奥氏体、镍钴合金、以及Inconel合金、和蒙乃尔合金。
1.2若喷涂处理时不能超过基体材料的最低临界温度,通过高能控制技术对
零件表面进行碳化钨喷涂处理符合NACE MR0175标准要求。
2.责任
公司质量管理代表、质保部经理、制造部经理和其他相关人员负责对此
规范的实施。
3. 供应商资格
3.1 当顾客有要求时,供应商的碳涂加工流程(MPP)应由我公司质保部门批
准。
3.2 若依照相应流程进行碳化钨喷涂的零件通过我公司的测试合格,相应的
供应商流程应视为己核准。
4. 技术要求
4.1 警告对碳化钨硬化表面绝不允许进行酸洗,磷化或渗氮。
4.2 依照本规范进行表面的碳化钨喷涂应满足表1、表2、表3所示的特性要
求。
表1中的特性不应用于基体以及基体与涂层表面的接合部分。
4.3 化学成份比重应为重量百分比“%”:
4.4 涂层特性
4.5表面平面度要求
碳化钨涂层用于高压液态和气态介质作业中,因此经喷涂处理后的涂层必须保证液态和气态介质的密封要求。
5.表面无损检验验收标准
对抛光/硬化产品表面的液体渗透检测(3级灵敏度水平)应符合以下要求:
●无裂缝
●密封区无显示(密封面部分,无论在关闭、打开或通过位置)
●通孔边缘,以及阀板与阀座表面(外围区域)外边缘无显示
●外围区域内主要直径大于0.010英寸(0.25mm)的点状显示不能超过2
处。
6.碳化钨喷涂程序批准
6.1供应商应具备碳化钨喷涂的书面规程,详述喷涂的流程参数,包括人员
培训、操作安全以及环境危害,并通过完成试棒和冶金分析,证明符合本规范表1,2,3所示的特性,以对程序进行评定。
6.2书面规程的复印件连同测试结果应一同提交给我公司进行审核。
如测试结
果满足本规范要求,只要不改变流程中的参数就不需进行其他检测。
改变流程中的任何限定参数都要求重新评定。
不必对每一批产品都检测试棒。
6.3供应商提交有代表性的样品至我公司,以依照本规范3.2 部分进行资格评
定。
7.碳化钨喷涂前质保要求
7.1供应商应对零件进行尺寸检测,以确保零件在碳化钨喷涂后可以达到加工
或完成后的尺寸要求。
任何不符合要求的尺寸应拒绝接受并退回我公司处置。
7.2供应商应依照我公司零件技术表EDC要求,进行目视和表面检测,以确保
零件的碳化钨喷涂可接受。
目视和表面无损检测标准应与API 6A 标准一致。
发现任何不符合要求的情况应拒绝接受并退回我公司处置。
7.3供应商应保证喷涂材料符合我公司相应的材料标准。
7.4供应商应具备加工工单或加工流程卡,详细描述加工流程中从材质到终检
和发运/装箱的各方面要求。
8.碳化钨喷涂过程中的质保要求
8.1供应商应监控加工流程(MPP)的各个方面,以及流程参数。
发现任何不
合格项应拒收并依照供应商的不合格系统进行处理。
8.2供应商的质量控制人员应对加工流程计划的重点项目签字确认,以表明该
项成功完成。
9.碳化钨喷涂后的质保要求
9.1供应商应对零件进行尺寸检测,以确保零件在碳化钨喷涂后达到加工或完
成尺寸要求,以及表3所要求的特性。
9.2零件应进行目视检测,以保证没有附着的碳化物粒子、水泡、节结以及裂
纹。
9.3完成后零件的硬化表面应通过本规范第5章的无损检查。
9.4供应商在完成合同或订单后,应对加工记录保存至少5年。
10.装箱和发运
加工的零件在发运和/或库存中应依照供应商装箱与发运程序进行保护,避免受到损坏。
11.合格证
11.1涂层供应商在零件发运之前或发运时,应提交一份鉴定报告以及尺寸数据
表至我公司,尺寸表应至少包括以下内容;
●我公司订单号
●进行表面喷涂加工的零件数量
●零件号及版本
●供应商名称
●喷涂规范
●涂层厚度
●表面粗糙度
●表面平面度(等级)
●符合本规范以及相应供应商加工要求的陈述
11.2 尺寸数据表可以包括逐项尺寸记录、特征等,如半径、角度、表面硬化前的状态,以及加工后尺寸、厚度测量以及表面硬化后的平面度。