第2章 提花机装造
- 格式:pps
- 大小:2.82 MB
- 文档页数:56
第二章提花机装造装造就是为使经纱受提花机控制所进行的一系列工作。
包括提花龙头的修整和确定安装高度,重锤、综丝、通丝的准备,穿目板、挂通丝、吊综丝、穿综、穿筘、吊棒刀等和一些辅助装置的安装工作。
第二章提花机装造本章要点1.提花机装造基本类型、纹针数计算2.目板的作用和通丝穿入目板孔方法3.提花机各构件编号,经、纬纱排列顺序4.多把吊的意义、多把吊与棒刀的配合第二章提花机装造第一节装造基本类型和纹针数选用第二节纹线结构和通丝计算第三节目板计算及穿法第四节提花机各构件的排列顺序第五节多把吊与棒刀装置第一节装造基本类型和纹针数选用在纹织物织造时,要根据产品的幅宽、花数、经密、织物组织等选用合适的装造方式。
•装造基本类型单造单把吊单造多把吊多造造:目板沿纬纱方向划分的区域称“造”把吊:一根纹针在一个花纹循环中控制的经纱根数称为“把吊”对称和混合装造 电子提花机装造第一节装造基本类型和纹针数选用 单造单把吊单造是指纹针、目板沿纬纱不再分区。
单把吊是指一个纹针在一个花纹循环中只控制的一根经纱。
第一节装造基本类型和纹针数选用 单造多把吊单造多把吊是指一根纹针在一个花纹循环中控制的两根或两根以上的经纱。
第一节装造基本类型和纹针数选用多造在织造重经、双层或多层织物时,为方便生产,常将两个或两个以上系统的经纱由不同的纹针来控制。
在目板沿纬纱方向也要分成相应的区域。
双造大小造三造第一节装造基本类型和纹针数选用 对称和混合装造对于具有左右对称图案的花纹,可以把图案视为方向相反的两个花纹循环,以简化上机,减少纹针数。
此时,意匠图只需画出一半(左半花或右半花),由同一纹针下的两根通丝左右相反方向穿入目板,既对称装造。
当花纹图案中既有对称花纹又有非对称图案时称为混合花纹。
混合花纹一般采用混合装造。
第一节装造基本类型和纹针数选用 电子提花机装造电子提花机的装造通常比较简单,与单造单把吊类似。
•纹针数选用单造单把吊纹针数的选用内经纱数花数纹针数=一个花纹循环经纱数=一个花纹幅宽×经纱密度=单造多把吊纹针数的选用一个花纹循环经纱数把吊数 内经纱数花数把吊数纹针数==第一节装造基本类型和纹针数选用•纹针数选用多造纹针数的选用纹针数=一造纹针数×造数一造纹针数==一个花纹循环经纱数造数内经纱数花数造数1.多造第一节装造基本类型和纹针数选用•纹针数选用纹针数=大造纹针数+小造纹针数2.大小造大造纹针数=×大造(甲经)内经纱数花数把吊数小造纹针数=小造(乙经)内经纱数花数第一节装造基本类型和纹针数选用第一节装造基本类型和纹针数选用辅助针的选用1.边针控制边经的纹针称为边针,一般采用2~4针。
2.选纬针凡采用不同纬纱织造时,必须使用选纬装置。
一般采用2~4针。
3.变纬密针用来控制改变送经、卷取使纬纱密度发生变化的纹针,一般采用2枚纹针。
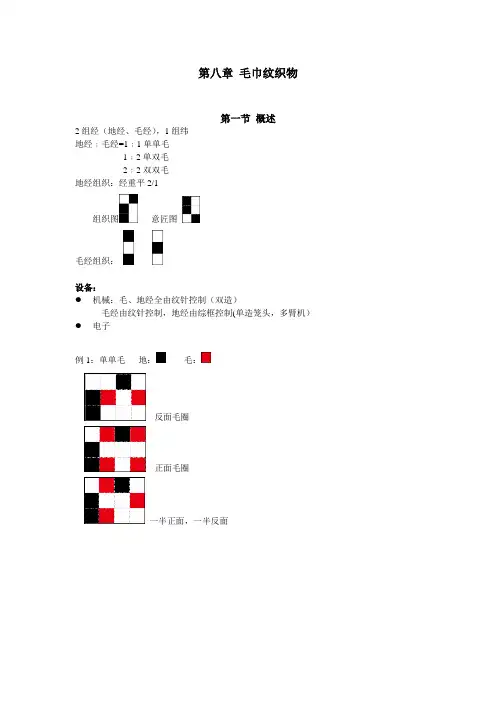
4.起毛针、落毛针织毛巾织物时用来控制起毛圈或织平布的纹针。
一般采用4~6枚针。
5.棒刀针控制棒刀升降的纹针。
一般用32针、48针、64针或96针等。
•纹线系统•回综装置第二节纹丝结构和通丝计算第二节纹丝结构和通丝计算•通丝捻把•通丝计算通丝把数=纹针数每把通丝数=花数通丝总根数=通丝把数×每把通丝数=纹针数×花数•通丝计算若全幅花数不为整花时:整数花部分的通丝把数=纹针数-含零花部分的通丝把数含零花部分的通丝把数=纹针数×零花占的比例数1212当把吊数为奇数时:每把通丝数=花数×[ 1+(把吊数-1)] 若为多把吊当把吊数为偶数时:每把通丝数=把吊数×花数第二节纹丝结构和通丝计算第二节纹丝结构和通丝计算例某产品纹针数720针,单造单把吊,钢筘内幅127.2cm,全幅7.6花。
求通丝把数和根数。
通丝把数=纹针数=720(把)其中每把8根的通丝把数=720×60%=432(把)每把7根的通丝把数=720-432=288(把)一台织机总通丝根数=432×8+288×7=5472(根)传统提花机的标准目板每10cm 内有33.3行目孔每行有55列。
第三节目板计算及穿法•目板•目板的作用目板的作用是使通丝具有一定的幅度、密度和一定的排列顺序。
目板是选用坚硬耐磨不易变形的木制薄板制成,厚度约0.5~1cm ,上面钻有均匀排列的孔眼。
A =24.5、18.5和14cm第三节目板计算及穿法•目板计算1.目板的穿入宽度目板的总宽度=钢筘内幅或略大1~2cm=织机墙板内侧间距-(20~30cm)目板总宽度每花目板穿入宽度=花数目板的穿幅应安排居中,每花之间空2行目孔;在制织须采用棒刀的织物时,应在距目板左右两侧1各宽度处,留出7行目孔,用于穿吊棒刀的通丝。
4第三节目板计算及穿法2.目板的行、列数目板每厘米的经纱根数=钢筘每厘米的经纱数=目板穿入的行数乘以列数先算列数,再算行数初定列数==钢筘每厘米经纱根数目板行密内经纱数钢筘内幅目板行密目板行密考虑到拼缝等因素,计算时取每厘米3.2行列数第三节目板计算及穿法列数在确定实际穿入列数时,应注意考虑以下因素:1.确定的列数必须大于初定列数;2.所取列数等于地组织的倍数,以避免穿目板时出现零针行;3.所取列数等于筘齿穿入数的倍数,保证同一筘齿的经纱在同一目板行内;4.在多把吊时所选列数应等于把吊数的倍数,以保证同一把吊的经纱在同一目板行内;5.在多把吊时所选列数应等于棒刀组织的倍数,以保证棒刀组织不遭破坏。
第三节目板计算及穿法2.目板的行、列数行数每花实有行数=每花目板宽度×3.2每花实穿行数===纹针数×每花经纱数目板列数内经纱数花数目板列数把吊数目板列数余行=每花实有行数-每花实穿行数,均匀空出第三节目板计算及穿法例:华丽锦,钢筘内幅75cm,全副花数4花,单造单把吊,每筘3入,地组织为三枚斜纹,内经纱数5760根,试计算目板的行列数解:目板总宽度=75cm,每花总宽度=75/4cm=18.75cm 初定列数=5760/(75×3.2)=24列,确定列数:30列每花实穿行数=5760/(4×30)=48行每花实有行数=18.75×3.2=60行总共空行=60-48=12行,每花间空 2 行,剩空10行穿法:[穿(5)+空(1)]×8+[穿(4)+空(1)]×2= 穿(48)+空(10)第三节目板计算及穿法•目板穿法经纱穿入综丝通丝穿入目板方向第三节目板计算及穿法•目板穿法一顺穿通丝按照目孔次序连续穿满一行再穿第二行,依此类推操作简单,通丝之间交叉少,摩擦也少,但织造经密大的织物时,断经过筘不便。
第三节目板计算及穿法•目板穿法飞穿法将目板在一造内分成前后几段,按照钢筘每筘穿入经纱数将通丝轮流穿入各段,穿满一行再穿一行。
相邻两筘齿的经纱分别在前后段内,综眼位置分离较远,断头后便于找头,穿综过筘不易搞错。
第三节目板计算及穿法•目板穿法飞穿法第三节目板计算及穿法•目板穿法分造穿在制织重经、多层纹织物时,有两个以上系统的经纱,常按各系统经纱的比例将目板、竖针相应分为前后若干个区,穿完一造再穿一造。
第三节目板计算及穿法•目板穿法对称穿法当纹织物的花纹为左右对称图案时,为了简化意匠,减少纹针数,对称花纹的意匠可只画一半;对称穿法按照目板的穿入方向又分为花边起穿和花芯起穿等;采用那一种穿法应根据织机装造方式和意匠图而定;为使花纹中心的组织连续,应去掉造成并经的一根通丝。
第三节目板计算及穿法•目板穿法混合穿法图案为混合纹样时,意匠只画中心自由花与右半花或左半花。
目板采用混合穿法中心自由花和对称部分目板穿法应根据织机装造方式和意匠图而定。
第三节目板计算及穿法•目板穿法零花穿法第三节目板计算及穿法•目板穿法电子提花机目板穿向电子提花机目板穿向为横向第三节目板计算及穿法•目板穿法电子提花机通板孔穿法第三节目板计算及穿法•目板穿法电子提花机目板穿法第三节目板计算及穿法•目板穿法电子提花机目板规划图第四节提花机各构件的排列顺序•传统提花机各构件的排列顺序意匠图意匠图的纵格对应于经纱数,等于纹针数,表示经纱或纹针的运动规律;意匠图的横格,等于纬纱或纹板块数习惯上,纵格顺序从右向左顺序排列,横格顺序从下向上顺序排列•传统提花机各构件的排列顺序纹板孔的次序横针次序横针与纹板上纹针孔相对应,受第1纹针孔控制的横针为第1横针,受第2纹针孔控制的横针为第2横针,依次类推。
•传统提花机各构件的排列顺序竖针次序竖针与横针一一对应,受第1横针作用的竖针为第1竖针,受第2横针作用的竖针为第2竖针,依次类推。
通丝次序连接第1根经纱与第1根竖针的通丝为第1根通丝。
目板孔次序穿第1根通丝的目板孔为第1目板孔。
•传统提花机各构件的排列顺序通丝挂吊次序左手提花机通丝挂吊次序右手提花机通丝挂吊次序•传统提花机各构件的排列顺序纹板编排次序•传统提花机各构件的排列顺序提花机经纬纱排列顺序与意匠图的关系1.右手提花机各构件的编号纹板首端向机前,纹板顺编,目板顺穿。
结果:织物中的纬纱排列与意匠图的排列顺序相同,经纱的排列与意匠图的要求相反。
即:织机上织物的花纹与意匠图设计花纹左右相反。
•传统提花机各构件的排列顺序提花机经纬纱排列顺序与意匠图的关系1.右手提花机各构件的编号右手织机上正织时花纹变化示意图即:织机上织物的花纹与意匠图设计花纹左右相反•传统提花机各构件的排列顺序提花机经纬纱排列顺序与意匠图的关系1.右手提花机各构件的编号解决方法:反织上机织机上织物的花纹与意匠图设计花纹左右相反•传统提花机各构件的排列顺序提花机经纬纱排列顺序与意匠图的关系2.左手提花机各构件的编号纹板首端朝向机后,纹板顺编,目板倒穿结果:织物中的纬纱排列与意匠图的排列顺序相同,经纱的排列与意匠图的要求相反。
即:织机上织物的花纹与意匠图设计花纹左右相反。
电子提花机纹针顺序编号1.左侧第一行的最后一个纹针为第1针,从后向前在同一行中纵向编号,然后逐行顺排,最后一针为最右一行的最前面的一针。
电子提花机纹针顺序编号2.左侧第一行最前一针为第1针,从前向后依次逐行排列,最后一针为右侧末行的最后一针。
3.跳跃排列在这种情况下经纱穿入综丝时也要相应变化。
电子提花机各构件排列顺序一般情况下电子提花机都采用正织,经纱排列是从左至右,纬纱织入顺序从第一纬至最后一纬,机上织物花纹图案与传统意匠图左右相反。
第五节多把吊与棒刀装置•多把吊一根纹针在一个花纹循环中管理两根、三根、四根或更多根经纱,即双把吊、三把吊、四把吊等。
在采用多把吊时,一根通丝下要吊两根以上综丝,使通丝负荷过重,所以采用上吊法和下吊法两种形式。
第五节多把吊与棒刀装置•多把吊多把吊的通丝及经纱穿法目板列数应等于把吊数的倍数,以保证同一把吊的经纱处于目板同一行中。