轮对压装
- 格式:doc
- 大小:18.50 KB
- 文档页数:3
轮装制动盘压装关键因素浅析摘要制动是动车保证乘客乘坐时的安全性。
本文通过介绍动车制动盘的安装方式以及两者区别的基础上,对轮装制动盘的压装进行介绍,并着重分析压装关键因素,为提高制动盘压装质量提供一定的参考意义,为动车安全运行提供保障。
关键词动车;轮装制动盘;关键因素近些年来,我国的铁路建设得到了大力发展。
每年都有新建成的铁路线路通车,为人们的出行提供了极大的便利性。
随着新的铁路线路落成,越来越多的动车组开始投入使用,为人们提供舒适的乘坐体验。
同时高等级铁路线路建成通车,可以运行速度更高的动车组,缩短了人们的长距离旅行时间。
但是随着动车组运行速度越高,对于转向架的设计,组装要求也就变得更高。
同时动车运行速度越高,对于制动的要求也就越高,其关系着乘客的安全。
对于制动的要求,除了考虑到制动系统设计,还要考虑到制动装置和制动盘的安装等。
因此分析制动盘以及转向架中轮对的安装对于列车的安全运行是十分重要的。
1 制动盘安装方式通常转向架会根据是否可以提供动力,将其分为动力转向架和非动力转向架。
动力转向架和非动力转向架两者在基本组成上是一致的,两者之间的主要区别就是动力转向架上装有驱动装置,而非动力转向架上是不具备驱动装置的。
由于驱动装置的存在,进而导致了动力转向架和非动力转向架对于制动方式以及安装方式有所不同。
早期的动力转向架上,由于驱动装置占据了大量的空间,主要是采用踏面制动。
踏面制动可以有效地利用剩余空间,但是长期时间制动下来,对于踏面的损伤较为厉害。
同时对于高速运行的动车组,其制动效果并不是很理想。
因此目前的动车组动力转向架上采用的是盘形制动。
非动力转向架由于没有驱动装置的存在,采用的是盘形制动,制动盘安装在车轴上,为动车组提供有效的制动力。
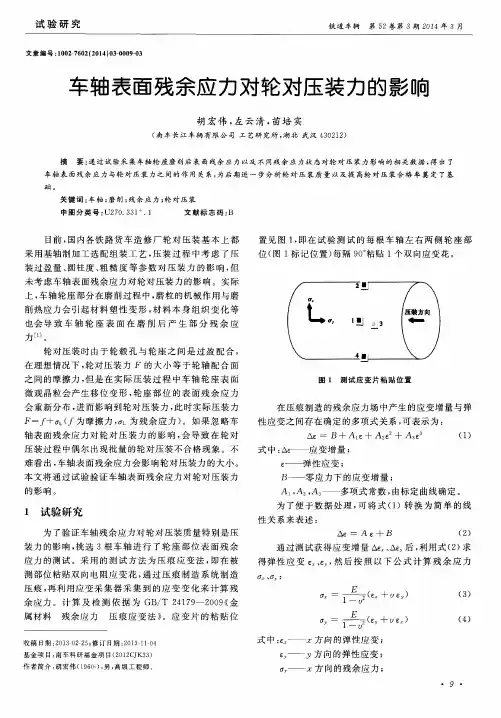
轴盘制动安装方式的制动盘主要是由盘体和盘毂组成,二者通过螺栓进行连接,最后将盘毂通过过盈配合压装在车轴相应的安装座上。
在动力转向架上由于空间的限制,不能够采用非动力转向架上的制动盘安装方式,故其将制动盘安装在车轮的轮辐两侧上,通过螺栓将两块制动盘盘体锁紧,使制动盘盘体与车轮不能够相对运动[1]。

轮对一次压装的浅析与对策发布时间:2022-09-02T01:38:38.300Z 来源:《科学与技术》2022年4月8期(下)作者:思晓花[导读] 统计近年来的一次压装合格率,经过分析轮对压装曲线,找到影响一次压装合格的关键因素,思晓花中国铁路青藏集团有限公司青海省西宁市 810006摘要:统计近年来的一次压装合格率,经过分析轮对压装曲线,找到影响一次压装合格的关键因素,制订相应措施,使得各型轮对压装合格率明显提高。
关键词:轮对;加工;压装;粗糙度;圆柱度;过盈量。
轮对一次压装是按厂修技术标准将加工选配好的车轮、车轴经同温后利用轮对压装机过盈冷压,通过压装压力曲线来判断轮对是否压装合格。
一、轮对一次压装合格率的数据统计西宁东车辆段承担着青藏集团公司客货车轮对的组装工作,具有10种轮对的厂修资质,而现场仅有一条轮对组装流水线,承担8种客车轮对、2种货车轮对组装工作,无法同时组装客、货车轮对。
经统计2017年至2020年共计压装轮对10625条,其中客车轮对压装1508条,共计压装1637次,其一次压装合格率平均为92%;货车轮对压装共计9117条,共计压装9422次,其一次压装合格率平均为为96%。
其中RDAM96轮对的一次压装合格率,最低仅为65%。
二、轮对一次压装的过程分析由以上数据可以看出,西宁东车辆段厂轮轮对一次压装合格率偏低。
进而分析2020年度压装不合格曲线,主要有降吨、超吨、平直、轮位差(盘位差)超限及中间凹下等原因。
对轮对一次压装过程进行分析如下:1.人员素质。
由于从2016年才开始从事轮对压装工作,业务技能及经验掌握有一定差距,加之10种轮对组装之间换型频繁,导致作业人员对标准易混淆。
比如2017至2020年厂轮共计压装RDAM96轮对188条,分11次完成,平均每次17条,实际生产中最多一次压32条,最少一月仅有2条,无法对轮座、轮毂孔、盘座、盘毂孔的粗糙度、圆柱度及过盈量等因素调整到最佳配合,缺乏经验值。
毕业设计任务书课题车辆轮对的组装、检修与维护编号专业铁道机车车辆班级 313-2 学生姓名张健豪指导单位湖南铁路科技职业技术学院指导教师李敏绪论轮对引导车辆沿钢轨运动,同时还承受着车辆与钢轨之间的载荷。
轮对利用轴箱装置和构架联系在一起,使轮对钢轨的滚动转化为车体沿轨道的直线运动,并把车辆的重量以及各种载荷传递给轮对。
所以说轮对是车辆不可或缺部分,其结构和故障会直接影响机车车辆的运行品质和行车安全,故而对车辆轮对的组装、检修与维护进行探讨。
关键词:轮对组装、检修与维护目录绪论 ......................... 错误!未定义书签。
目录 ..................................... - 2 -1.轮对 ....................... 错误!未定义书签。
1.1车轴 (4)1.2车轮 (9)1.3车轮的分类与标记 (12)1.4轮对的组装 (17)2.轮对的检修与维护 (21)2.1轮对的检修 (21)2.2轮对的维护 (22)致谢 (23)参考文献 (24)未找到目录项。
轮对轮对,机车车辆上与钢轨相接触的部分,由左右两个车轮牢固地压装在同一根车轴上所组成。
轮对的作用是保证机车车辆在钢轨上的运行和转向,承受来自机车车辆的全部静、动载荷,把它传递给钢轨,并将因线路不平顺产生的载荷传递给机车车辆各零部件。
此外,机车车辆的驱动和制动也是通过轮对起作用的。
对车轴和车轮的组装压力和压装过程有严格要求,轮对内侧距离必须保证在1353±3毫米的范围以内。
为保证机车车辆运行平稳,降低轮轨相互作用力和运行阻力,车轴轴颈和车轮踏面的加工椭圆度和偏心度,以及轴颈锥度都不得超过规定限度。
因此,要求车辆轮对:1)要具有足够的的强度和刚度;2)在保证安全的条件下,轮对质量要小并具有一定弹性;3)阻力小,耐磨性好。
1.1 车轴一、车轴各部分名称及作用我国铁路车辆使用的车轴,绝大多数为圆截面实心车轴。
RE2B型轮对压装用尼龙保护套图纸
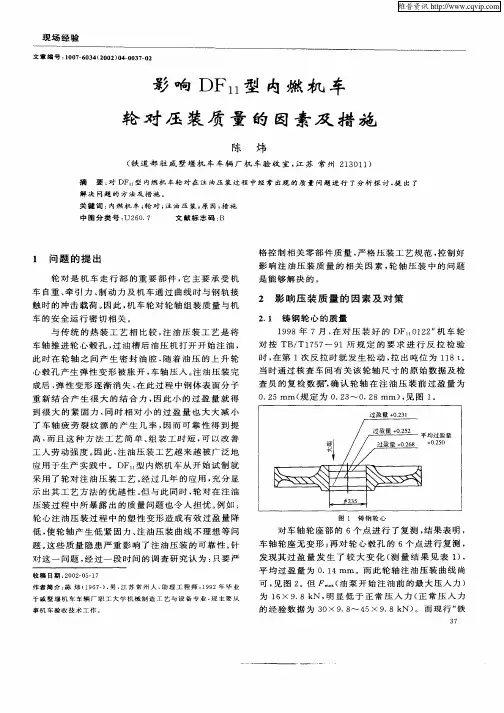
1、问题提出
车轴和车轮预组装(车轴和车轮预组装完成后,被称为待组装轮对,下同)时,车轮在车轴上偶尔会出现预组装不到位的情况,且预组装后二者的同轴度不好,将致使两种情况出现:
1)待压装的RE2B型轮对自预组装位输送至组装位的过程中,车轮会掉
下而卡在车轴的轴颈上,形成深度超限的碰伤致使该车轴报废。
2)若调大预组装设备的预组装压力,由于车轴和车轮的预组装与轮对
的组装属于二次装夹,故容易形成组装时车轮在车轴上的二次找正
而产生金属毛刺,从而影响轮对的组装质量,严重者发生戗轴事故
(绝大多数情况下车轴和车轮均报废)。
为此,设计制作轮对组装用
的尼龙保护套(附图)
2、操作方法
在RE2B型车轴和车轮进行预组装前,操作者可将尼龙保护套套在车轴的轴颈和防尘板座上;直至轮对组装结束后取下。
尼龙保护套的技术要求为:采用尼龙材料,未注倒角1×45º。

机车轮对轴承压装机液压系统设计摘要轮对轴承压装机是用于铁路车辆滚动轴承压装的专用设备,适用于铁路车辆新造及检修时压装轴承,被广泛应用于各个路局车辆维修、车辆制造厂生产,其对国民生产有着重要的意义。
现如今的铁路速度越来越快,对轴承的要求越来越高,而轴承的压装是铁路安全的关键。
为了达到使原有轮对轴承压装机能够获得更可靠更优秀的性能,本次设计主要针对轮对轴承压装机进行设计,通过对轮对轴承压装机原有技术的改进(主要是液压系统的改进),实现对轮对轴承压装机轴承的准确压装,以便更进一步提高行车的安全性与平稳性。
关键词:滚动轴承;压装;液压系统Loader hydraulic system design of locomotive wheelsetbearing pressureAbstractWheel axle pressure installed special equipment for railway vehicles pressing the bearing press-fit bearings suitable for new-building and maintenance of railway vehicles. Widely used in various railway administrations of its gross national product of great significance . It is widely used , and widely used in vehicle factories, vehicle sections, vehicle overhauling factories and mine railcar companies etc. In this thesis, it is aimed to design and improve the original while axle pressure installed (improve the original design of hydraulic pressure system)to get a new device has reliable and excellent property. To get a accurate push mounting with the wheel axle pressure installed, in order to further increase the security and smooth.Keywords:Taper rolling bearing;Push mounting;Hydraulic pressure system目录1 绪论 (1)1.1 背景及研究意义 (1)1.2 轴承简介 (2)1.3 研究现状 (2)1.4 本文研究内容 (3)2 轮对轴承压装机工作原理 (4)2.1 轮对轴承压装机的工作原理 (4)3 液压系统的设计 (6)3.1 液压回路设计和回路工作原理分析 (6)3.1.1 顶对回路 (6)3.1.2 送对回路 (7)3.1.3 锁紧回路 (7)3.1.4 伸套压装回路 (8)3.1.5 液压系统原理图 (9)3.1.6 该液压系统技术特点 (11)3.2 液压系统工作要求 (11)3.2.1 液压传动系统的型式 (11)3.2.3 轴承压装机的液压传动特点 (12)3.3 确定液压缸的几何参数 (13)3.3.1 伸套压装缸尺寸计算 (13)3.3.2 压装缸壁厚和外径的计算 (14)3.3.3 辅助缸(顶对缸,送对缸,锁紧缸)壁厚和外径的计算 (15)3.3.4 计算在各阶段液压缸所需的流量 (15)3.4 液压系统的压力损失计算 (16)3.5 液压泵和电机的相关计算 (17)3.5.1 确定液压泵的流量 (17)3.5.2 选择液压泵的规格 (17)3.5.3 与液压泵匹配的电动机的选择 (18)3.6 液压阀的选择 (18)3.6 液压缸结构设计 (20)3.7 其他附件说明 (21)4 轮对轴承压装机结构设计 (22)4.1 轮对轴承压装机的布置 (22)4.2 床身设计 (22)4.2.1 底座设计 (22)4.2.2 支座设计 (23)5 油箱和其它液压辅助元件的设计 (24)5.1 液压油箱有效容积的计算 (24)5.2 液压油箱的外形尺寸 (24)5.3 液压油 (25)5.3.1 液压油的品种 (25)5.3.2 液压油的粘度 (25)5.4 过滤器 (26)6 液压站的设计 (27)6.1 液压泵的安装方式 (27)6.2电动机与液压泵的连接方式 (27)6.3液压站结构设计的注意事项 (28)总结 (29)致谢 (30)参考文献 (31)毕业设计(论文)知识产权声明.................................... 错误!未定义书签。
毕业设计任务书课题车辆轮对的组装、检修与维护编号专业铁道机车车辆班级 313-2学生姓名张健豪指导单位湖南铁路科技职业技术学院指导教师李敏绪论轮对引导车辆沿钢轨运动,同时还承受着车辆与钢轨之间的载荷。
轮对利用轴箱装置和构架联系在一起,使轮对钢轨的滚动转化为车体沿轨道的直线运动,并把车辆的重量以及各种载荷传递给轮对。
所以说轮对是车辆不可或缺部分,其结构和故障会直接影响机车车辆的运行品质和行车安全,故而对车辆轮对的组装、检修与维护进行探讨。
关键词:轮对组装、检修与维护轮对轮对,机车车辆上与钢轨相接触的部分,由左右两个车轮牢固地压装在同一根车轴上所组成。
轮对的作用是保证机车车辆在钢轨上的运行和转向,承受来自机车车辆的全部静、动载荷,把它传递给钢轨,并将因线路不平顺产生的载荷传递给机车车辆各零部件。
此外,机车车辆的驱动和制动也是通过轮对起作用的。
对车轴和车轮的组装压力和压装过程有严格要求,轮对内侧距离必须保证在1353±3毫米的范围以内。
为保证机车车辆运行平稳,降低轮轨相互作用力和运行阻力,车轴轴颈和车轮踏面的加工椭圆度和偏心度,以及轴颈锥度都不得超过规定限度。
因此,要求车辆轮对:1)要具有足够的的强度和刚度;2)在保证安全的条件下,轮对质量要小并具有一定弹性;3)阻力小,耐磨性好。
1.1 车轴一、车轴各部分名称及作用我国铁路车辆使用的车轴,绝大多数为圆截面实心车轴。
由于各部位受力状态不同,其直径也不一样。
车轴是用优质碳素钢(40钢或50钢)锻造制成。
车轴表面需锻造光平,不得有起层、断裂、熔渣或其他危害性缺陷。
各部位名称和作用如下:1.轴颈:用以安装滚动轴承,承担着车辆重量,并传递各方向的静、动荷载。
2.轮座:是车轴与车轮配合的部位。
为了保证轮轴之间有足够的压紧力,轮座直径比车轮孔径要大0.01—0.35mm,同时为了便于轮轴压装,减少应力集中,轮座外侧直径向外逐渐减小,成为锥体,其小端直径比大端直径要小1mm,锥体长12—16mm。
城市轨道交通车辆轮对组装与故障检修跟着城市轨道交通的不停建设,机车车辆的不停投入,游客运送量和行车速度的不停增添,所以车辆的行车安全愈来愈获得很高重视,轮对是保障机车车辆在钢轨上的正常运转和转向的主要安全零件。
文章对轮对的科学组装、故障剖析和检修工艺的功能需求、性能和状态实验,检修原则进行了系统的研究,依据科学的组装工艺和检修流程提升轮对检修的技术水平进行了商讨。
1轮对组装工艺简介车轴材质为车轴钢LZ,轮座表面为切削加工,表面粗拙度为 Ra1.6,采纳磨削或滚压等加工方法来知足轮座表面粗拙度要求。
滚压加工的轮座表面硬度为HB=210-230 。
磨削加工的轮座表面硬度为HB=170-180。
车轮的材质为 CL60,轮孔采纳硬质合金刀具切削加工,表面粗拙度为,加工后,轮孔表面硬度为 HB=200。
轮对组装采纳压装机设施,该机由 1 个水平主液压缸和位于该缸对面的支座构成。
轮对组装时,装置表面需用纯净植物油平均涂抹,组装过盈量为轮孔直径的 0.8 ‰-.5 ‰,压装速度为 30-200mm/min ,组装右边车轮时车轴固定不动,主油缸活塞推进车轮行进。
组装左边车轮时,车轮固定不动,主油缸活塞推进车轴行进,以实现轮对组装。
2轮对组装①用吊带将已经划出中心线的车轴放在轮对组装台位上。
将轮座擦抹洁净并平均地涂纯植物油,在车轴两头套上轴径橡胶保护套和尼龙保护套。
将车轮按标顾虑在车轴两头引入角内,并使轮对上的两个车轮的静不均衡部位处于 180°± 5。
°② 再将轮对压装小车调整到车轴中心与压力机鞲鞴中心基本重合的地点,轻轻地将轮对落放在轮对压装小车的支架上,调整轮对压装小车,使轮对的车轴处于水平状态。
将此中一侧的车轮轮毂端面与压力机上的马鞍铁对正靠紧,另一端安装车轴轴端保护挡铁。
③调整好轮轴压入记录器,启动压力机,将压力机的压装速度调整 100~180mm/min ,在车轴上放好压装中位尺,当车轴压入到轮毂的预约地点,退回压力机活塞。
出口车轮对工艺研究,实现多品种小批量轮对自动压装摘要:本文对轮对压装工序新产品试制工艺研究过程进行了阐述,着重针对出口车轮对压装生产过程遇到的问题开展工艺分析、工艺攻关,最终实现多品种小批量轮对的自动压装,保质保量完成生产任务。
关键词:工艺尺寸参数轮对压装一、出口车轮对工艺分析根据图纸及工艺标准,将典型出口车标轨轮对、米轨轮对与国铁RD2型轮对进行主要压装参数的对比(见表1),可以发现出口车标轨轮对与RD2型轮对尺寸差异不大,米轨轮对差异较大。
表1出口轮对轮对压装最终压力、曲线判断标准等与RD2型轮对差异较大,需进行轮对轴型参数调整设置(见图1),同时开展工艺试验,明确压装过盈量内控标准,保证压装压力曲线图表符合AAR RP-631中曲线要求。
另一方面米轨轮对在压装过程中,需对设备进行多方面的调整,其中最主要的就是需选用内测尺(见图2)进行压装过程中的尺寸控制。
图1 图2二、出口车轮对压装工艺重点1、优化设备工装配置轮对压装工序使用设备为TG0101轮对压装机,通过对该设备摆锤压装行程及车轮压块开档尺寸(见图3)进行测量后,明确现有工装满足车轴总长为2000mm~2200mm,轮座直径为φ175mm~φ225mm轮对的压装。
综上,根据出口车轮对车轴总长、轮座直径、轮毂厚度等各部位尺寸,明确需重新制作各型轮对专用摆锤顶块,以满足出口车轮对的压装生产。
2、完善轮对压装机参数对出口车轮对图纸各部位尺寸及轮对压装标准进行明确,而后在设备轮对轴型参数修改界面内增加轴型参数,根据项点将相应的尺寸参数进行输入,完善各型出口车轮对压装参数。
图4为米轨轮对的参数设置界面,其中需注意产品压装曲线判断标准需按要求选用AAR标准,同时米轨轮对压装使用测尺应选用内测尺。
图3 图43、规范设备性能校验轮对压装工序每班开班前需使用RD2型标准轮对进行轮对压装机的日常性能校验。
因米轨轮对与RD2型轮对使用测尺不一致,同时出口车轮对尺寸与RD2型轮对尺寸间存在一定的差异,校验后不能保证出口车轮对压装尺寸合格。
4.1轮对组装范围4.1.1轮对新组装:轮对新组装是以新制车轮及车轴按新制(原型)技术标准组装的轮对。
4.1.2轮对重新组装:轮对重新组装是以旧车轮和旧车轴(拼修)、旧车轮和新车轴(换轴)及新车轮和旧车轴(换轮)按厂修技术标准组装的轮对。
4.2轮对组装要求4.2.1 同一车轴上必须组装同型号、同材质的车轮(除另有规定者外,不同国家或不同厂家制造的车轮不得混装)。
4.2.2轮对应以同型号的车轴和车轮相组装。
当车轮与车轴型号不同时,轮对型号以车轴型号为准,组装规定如下:4.2.2.1 D型车轮可组装在轮座直径为197mm及以下的E 型车轴上;4.2.2.2 E型车轮可组装在轮座直径为192mm及以上的D 型车轴上。
4.2.3 向同一车轴上组装的两个车轮轮辋宽度相差不得超过5mm,其内侧距离应按最小轮辋宽度的规定执行;轮辋宽度小于127mm的车轮不得再组装使用。
4.2.4轮对退轮检查后,其原车轮与原车轴不得重新组装。
4.2.5轮座和轮毂孔旋配技术要求4.2.5.1轮对组装时,轮毂孔及轮座应在相同环境温度下同温8小时后进行加工、测量、选配和组装。
4.2.5.2轮座与轮毂孔采取过盈配合,配合过盈量按轮座直径的o.8‰~1.5‰执行;4.2.5.3轮毂孔和轮座的直径尺寸必须符合规定限度,并且同一车轴上两端的轮座直径相差不得超过3mm。
4.2.5.4 轮座加工后的圆度不得超过O.020mm,内外侧的直径差不得超过O.1mm,并且大端必须在内侧。
4.2.5.5 轮座的终加工可采用磨削或滚压工艺,采用滚压工艺做为终加工时,轮座经车削加工表面粗糙度必须达到Ra3.2μm后方可进行滚压加工,经磨削或滚压加工后表面粗糙度应达到Ra1.6μm,但由于压装工艺的原因,为保证压装力曲线合格,轮座表面粗糙度可放宽到Ra2.0μm。
4.2.5.6轴身直径不得大于轮座直径,轮座与轴身过渡部分的圆弧半径必须符合图纸规定,过渡部分的表面粗糙度必须达到Ra6.3μm。
轮对压装工艺分析作者:杨廷琦曹振山纪炜来源:《科学与信息化》2019年第04期摘要轮对组成承载着整个车辆的载荷,是车辆走行部的重要组成部分,直接影响到车辆运行的安全性与稳定性。
本文从轮对的压装工艺着手,分析轮对压装质量保证及质量提升。
关键词轮对组成;压装工艺;质量提升1 研究背景随着高速动车组的不断发展,列车运行速度在不断刷新。
高速度运行的动车组列车受到的振动成倍增加,导致走行部轮对受到的硬性冲击不断增强。
轮对组成作为走行部的重要零件,主要负责承载列车重量,承受轨道对轮对的冲击,利用与轨道的黏着力产生驱动力及制动力等。
轮对组成的质量决定了列车运行的安全与稳定,本文从轮对压装工艺着手,分析讨论提升轮对压装质量的关键点[1]。
2 轮对组成结构轮对组成分为动车车轮以及拖车车轮,主要区别在于是否均有驱动装置。
本文主要对轮对压装工艺进行探究,动车轮对组成与拖车轮对组成在轮对压装方面不存在差异性,本文以拖车轮对组成作为研究对象进行分析。
拖车轮对组成主要由车轴、车轮、制动盘、轴箱组成等部分构成[2]。
3 压装工艺分析3.1 压装工艺简介轮对压装工艺有三种不同的类型,分别为注油压装,冷压装,热压装。
注油压装工艺即利用车轮上预先加工的注油孔,使用高压油在车轴与车轮接触面之间形成一层油膜,使整个压装过程被油膜隔开;热压装工艺即车轮进行均匀加热处理,以热涨效应抵消车轮孔与轴径之间的过盈量;冷压装即是在同一温度下,使用压力设备将接触表面涂油润滑油的车轮与车轴进行压装作业。
3.2 轮对注油压装工艺根据轮对材质及结构的差异性,采用不同的压装工艺。
本文介绍的动车组轮对压装采用注油压装工艺操作方法,由于油膜的作用提高了压装成功率与压装质量,且注油压装会使轮对与车轴之间具有较高的紧固力,在一定程度上提高了轮对的使用寿命[3]。
轮对注油压装在轮对组装压力机上完成,组装前首先对轮对及车轴配合处清洁处理,保证接触面无灰尘、无损伤。
将轮对及车轴放置于压力机的位置,向注油口中注入高压油,注油油压约为(120~150)MPa,压装力小于900kN。
影响车辆轮对组装质量的因素
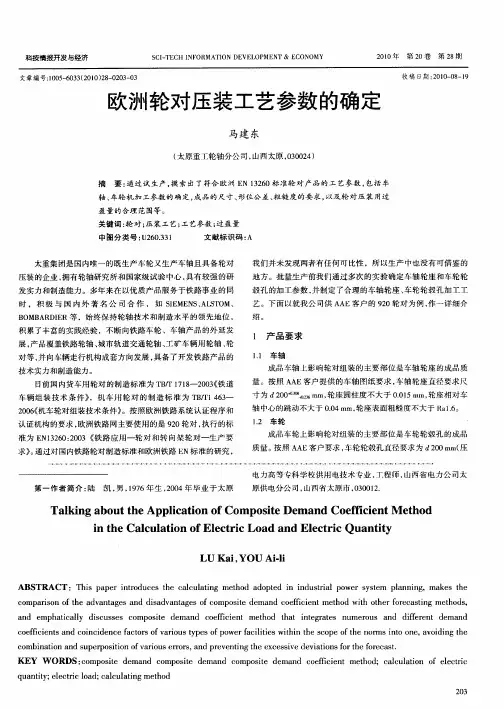
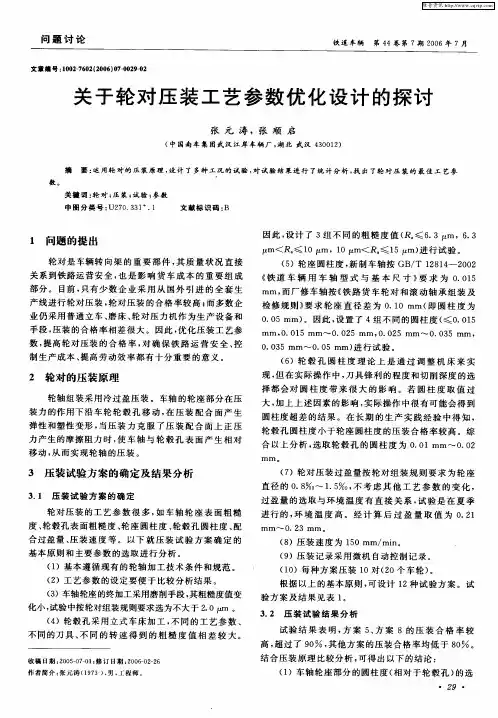
压装曲线
轮对是窄轨车辆的重要部件,其质量的好坏,直接影响到行车安全。
作为轮对生产的重要环节——轮对的组装应引起我们的高度重视。
轮对组装采用车轴和轮毂孔的过盈配合来实现,中国地方铁路《窄轨车辆检修规则》规定:轮与轴的配合过盈量为0.14—0.25mm。
利用压力组装法通过油压机的压力,将车轴的轮座压装于车轮毂中,靠金属的弹性变形的特点,采用较合理的配合过盈量,使轮对的轮毂孔做紧密的夹固接合。
其配合不产生塑性变形,不松动。
鉴于车辆轮对受力复杂,使用年限长,加之轮对在制动时闸瓦和车轮磨擦产生的高热传导的轮毂会引起轮毂孔的膨胀,轴颈运转热传导到轮座会引起轮座膨胀等情况《窄轨车辆检修规则》规定压装的最终压力按轮毂孔直径计算,每100mm最小不得低于30吨,最大不得超过50吨;压力机应同时具备压力表及自动记录仪器,保持作用良好,曲线与压力表吨数差不超过5吨;正常合格的压装曲线,在压装全过程中其压力应当是均匀增长。
由于压装力的大小及压力曲线的开头直接关系到轮对的压装质量,而影响压装力和压力曲线形状的因素又较多,现仅就实际工作中易产生的几个因素加以分析。
一、轮座与轮毂孔压旋削加工时的几个形位公差对压装力的影响。
(一)配合表面粗糙度对压装力的影响
机床转速的快慢,进刀量的多少对工件表面粗糙度都有一定的影响,而在测量轮座、轮毂孔尺寸时,测点均系表面波峰值,在压装过程中,波峰值被擦平,对过盈量会产生一定的影响,使得配合的结合力减小,影响压装质量,因此在组装工艺中规定:轮毂孔加工后粗糙度为Ra1.6um,轮座的粗糙度为Ra1.6um,Ra值的过大或过小,都会导致压装过程中出现跳“吨”现象。
(二)圆锥度对压装力的影响
为保证压装曲线逐渐上升,组装过程中沿轴线接触面的过盈值应相对稳定或趋于上升,过盈值的选取应以测量压装接触长度的中点的数值为宜,因此,如果轮座与轮毂孔圆锥度较大且方向一致时,在开始压装时,会出现压力小或没压力,而压装一定量的长度时随过盈量的增加压力迅速增大,造成曲线的长度不够;如果前端过盈量大,在压装开始时,压力上升迅速,末端过盈量小,不能继续“长吨”甚至出现“降吨”,同样造成压力曲线不合格。
必须按工艺要求加工轮毂孔或轮座,组装工艺要求,轮毂孔圆锥度不超过0.05mm,但大直径必须在内侧,孔内端旋成5mm半径圆弧,外端旋成3mm半径圆弧.轮座锥度不超过0.05mm,大直径靠轴中央部.靠防尘板座端5mm处旋成锥度,过渡部分应平滑无台阶。
(三)轮座与轮毂孔圆度对压装力的影响
如果加工好的轮座与轮毂孔的圆度值较大,在测量时可能量取椭圆的长轴或短轴,而压装时又不考虑椭圆的长轴、短轴,会引起实际过量的值与测量的值不同,造成压装吨位或曲线不合格,所以规定轮毂孔的圆度不超过0.05mm,轮座的圆度不超过0.06mm。
(四)轮毂孔与轮座的直线度对压装力的影响
当直线度较大时,轮座与轮毂孔的部分接触面会趋于过大或者过滤,甚至形成间隙,从而造成压力曲线的起伏较大,影响压装的质量。
二、测量误差对压装力的影响
存在误差的原因,一是量具本身的精度误差,造成压力吨数不准,因此,必须严格按期送检使用的量具,将量具的误差控制在最小的范围内;二是测量轴与孔时所用的手法,手劲不同,也会导致压力吨数的偏高偏低。
目前,我们选配组装的量具是外径千分尺和内径百分表,选配方法是基轴制过盈配合。
用外径千分尺测量轮座尺寸时,手紧则组装时压力吨数偏高,反之,则偏小;用内径百分表测量轮毂时,手紧,则组装时压力吨数偏高,反之则偏低。
因此,测量时,要求操作者所掌握的松紧程度需一致,以达到正确选配过盈量的目的,减少对压装力的影响。
三、车轮与车轴的温度差对压装力的影响
由于钢材具有热胀冷缩的特性,因此,轮和轴选配和组装时的温度差将使其实际尺寸产生变化,从而影响组装的压力吨数。
车轴在选配时温度高则组装时压力吨数低;车轮轮毂在选配时温度高时,则组装时压力吨数也高。
因此,通常工作中,选配轮轴测量尺寸工作必须同室温内存放10小时以上的轮和轴。
四、加工方法对压力吨数曲线的影响。
1.加工轮毂孔时,对刀区过长,上口松,过盈量,锥度大,都能造成压装时不“升吨”或末端“超吨”快曲线长度不够的现象。
2.加工车轴轮座时,如果正锥过大,也会出现压装时不“升吨”或末端“升吨”快,曲线长度不够,或压装吨数过大;如果出现倒锥,压装时,则会出现“陡吨”,末端平直或“降吨”现象。
3.加工过程中,如果车轴轮座部分的引装锥度小,会使得车轴通过轮毂孔时,一部分摩擦力阻力由于轮座前部挤压很快消失,剩余的紧固力和摩擦力不能保持上升状态,而且可能会逐渐减弱,从而造成末段“降吨”或平直线,使曲线不合格,或压装吨位小。
4.找正、引装,压入过程中,由于引装压入过多,实际上轮座和轮毂孔已经开始受力,而此时记录器链轮开始工作时,已经有了压力;从而使曲线出现陡升。
5.若加工的轮毂孔R5mm的圆弧及车轴轮毂外侧端面不平;压力机活塞中心与车轴线不在同一直线上,造成顶偏,使得车轴与车轮位置不正,压装时受力不均匀或者别劲,造成压力陡升,损伤车轴轮座及轮毂。
6.如果压力机的垫铁端面不平或车轮轮毂外侧端面不平;压力机活塞中心与车轴中心线不在同一直线上,造成顶偏,似的车轴与车轮位置不正,压装时受力不均匀或者别劲,造成压力陡升,损伤车轴轮座及轮毂。
五、压力记录器的误差对实际压力吨数的影响。
压力记录器上的压力表精度等级为2.5级,基本上都是经过一般检验的记录器。
在使用过程中,由于传动齿轮,杠杆孔,螺栓及传动杆的机械磨损;加之图表纸印刷的误差,记录器笔尖的压力大小的变化,均能导致误差过大。
综上所述,影响轮对组装质量的因素有多方面的原因,要提交轮对组装的质量,减少不必要的工时和材料浪费,除加强对各个环节的工艺执行情况的监督和控制之外,还应不断探讨新的加工工艺,更新工装设备,量具。