包装产品制造工艺规程范文
- 格式:doc
- 大小:1.14 MB
- 文档页数:12
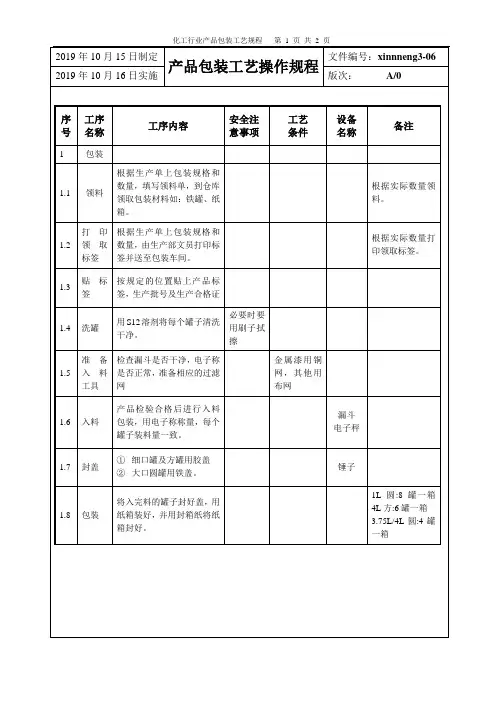
第二章 工艺规程设计 第一节 概述 第二节 包装设计工艺性评价 第三节 加工工艺规程设计 基本要求:掌握包装产品制造工艺规程的要素、工艺文件的编制方法。 重点与难点:尺寸链,时间定额,工艺技术经济分析 本章要点:基本概念、工艺路线拟订、工艺尺寸链 工艺方案的经济分析 第一节 基本概念 生产过程:将原材料转变为产品的全过程 工艺过程:生产过程中直接改变加工对象的尺寸、形状、表面质量、性能以及相对位置关系的过程如:印刷、模切、冲压、焊接工艺过程 包装件装配工艺过程 工艺规程:将工艺过程的有关内容写在工艺文件中,用以指导生产,这些工艺文件称为工艺规程 产品加工工艺过程是由若干个顺次排列的工序组成。工序又可分为安装、工位、工步和走刀。 工序数目和工艺过程的确定:与零件的技术要求、零件的数量和现有工艺条件等有关。如纸盒的加工:烟包、月饼盒等等。 现代包装产品制造的特点:工序集中
例: 大批量生产的工艺过程
例: 作业二: 1、试分别制定硬盒烟包小批量(打样)、中批量(试销)和大批量生产的加工工艺规程。 2、调查当前各类纸板(普通、瓦楞、蜂窝纸板)的市场价格。 生产类型: 生产类型是指产品生产的专业化程度,可按产品的年生产纲领来划分。 生产纲领 N=Qn(1+a)(1+b) 式中 N——零件的年产量(件/年);Q——产品的年产量(台/年);n——单台产品中该零件的数量(件/台);a——备品率,以百分数计; b——废品率,以百分数计。 根据生产纲领和产品本身的大小及结构复杂性,产品的制造可分为三种生产类型:单件、成批、大量。 三种生产类型: 1、 单件生产 单个地生产不同结构尺寸的产品,且很少重复的生产。如重型机械、大型船舶制造、新产品试制等。 2、 成批生产 成批地制造相同产品,且周期性地重复生产,如机床制造等。根据产品特征及批量大小,又分为小批、中批和大批生产三种。 3、大量生产 产品数量很大,大多数工作地一直按照一定的节拍进行同一种零件的某一道工序的加工,称为大量生产。 生产批量:即一次投入或产出的同一产品或零件的数量。 n= NA/D 式中 n’——每批中的零件数量;N——零件的年生产纲领规定的零件数量;A——零件应该储存的天数; D——一年中工作日天数。 生产批量的确定:需综合考虑市场需求、生产能力、产品制造难易程度、资金投入、生产成本等因素。 4.工艺规程设计所需的原始资料 (1)产品装配图、零件图;(2)产品验收质量标准;(3)产品的生产纲领及生产批量;(4)毛坯材料与毛坯生产条件;(5)制造厂的生产条件,包括机床设备、工艺装备的规格性能及使用状况,工人技术水平以及自制工艺装备能力、能源状况等资料;(6)工艺规程、工艺装备设计所用设计手册和有关标准;(7)国内外先进制造技术资料等。 5.工艺规程的设计原则:(1) 质量第一原则(2) 效益优先原则(3) 效率争先原则 第二节 包装设计工艺性评价 1. 结构应简约:技术与艺术的结合2. 便于加工和测量3. 提高加工效率,保证产品质量4. 提高标准化程度 第三节 加工工艺规程设计 (一) 设计的内容和步骤(二) 工艺路线的拟定(三) 加工余量、工序间尺寸及公差的确定(四) 时间定额(五) 工艺方案的经济分析 (六) 工艺文件的编制 思考题:自选一饮料两片罐,计算其毛坯及变薄拉伸过程各道工序的工序尺寸(含公差)。 (一) 设计的内容和步骤 1)分析零件图和产品装配图;2 )工艺审查;3 )确定毛坯;4 )拟定工艺路线 ;5 )确定各工序所用机床设备、工艺装备等;6 )确定各工序的加工余量、计算工序尺寸和公差;7 )确定各工序的技术要求和检验方法;8 )确定各工序的加工(切削)用量和工时定额;9 )编制工艺文件。 (二)工艺路线的拟定 1. 选择定位基准 (1)基准分类:1)设计基准:尺寸标注的起始位置2)工艺基准:① 工序基准 工序图上用来确定本工序所加工表面加工后的尺寸、形状、位置的基准② 定位基准:a.粗基准和精基准b.附加基准③ 测量基准④ 装配基准 确定粗基准的前提:保证得到所选精基准 (2)粗基准的选择 选择粗基准一般应遵循以下原则:1)选择不加工面为粗基准2)合理分配加工余量3)便于工件装夹4)同方向上粗基准不得重复使用 (3)精基准的选择 主要应保证加工精度和装夹方便,选择精基准一般应遵循以下原则:1)基准重合原则 设计(工序)与定位2)基准统一原则 各工序的基准相同 3)互为基准原则 两表面位置精度高4)自为基准原则 加工余量小而均匀 2.表面加工方法的选择 (1)尽量采用经济加工精度方案进行加工零件结构形状虽多种多样,但都是由基本表面组合而成。同一种表面又有不同的加工方案,一般选择原则如下:(2)首先考虑主要表面的加工方案,3)确定加工方案时应考虑零件的材料、硬度、结构形状、尺寸大小等属性。(4)加工方案要和生产类型、生产率的要求相适应,考虑现有技术力量和设备。 3.加工阶段的划分 (1)粗加工阶段 去除各表面大部分余量,关键是提高生产率 (2)半精加工阶段 次要表面达到要求,为主要表面的精加工作准备 (3)精加工阶段 各主要表面达到零件图规定的质量要求 (4)光整加工阶段 主要用于高精度、小粗糙度要求的表面 注意:非金属材料的加工并不完全遵循上述阶段划分 思考:纸盒加工过程如何划分?金属罐呢? 划分加工阶段的主要目的: (1)保证加工质量 粗加工余量大,较大夹紧力、变形力,工件产生较大变形和加工误差,通过半精、精加工逐步纠正 (2)合理使用设备 有利于按照不同要求选不同精度、刚性、功率的机床 (3)及时发现毛坯的缺陷 以决定零件的报废或修补,避免盲目加工造成的浪费 4.工序的集中与分散 确定工序内容时有两种思路,即工序集中与分散。 工序集中的特点是: (1)可减少工件装夹次数,易保证位置精度;(2)工序数少,减少了设备数量、操作工人和生产面积;(3)可采用高效专用设备、工艺装备,提高加工精度和生产率;(4)设备的一次性投资大、工艺装备复杂; 工序分散的特点: (1)设备、工装比较简单,调整、维护方便,生产准备工作量少。 (2)每道工序的加工内容少,便于选择最合理的切削用量,对操作工人的技术水平要求不高。 (3)工序数多,设备数量多、操作人员多、占用生产面积大。工序集中分散各有所长,工序集中优点较多,现代生产的发展趋于工序集中。 5.工序顺序的安排 (1)加工顺序的安排 1)先基(准)后(其)它2)先平(面)后孔3)先主后次4)先粗后精 四个先后 (2)辅助工序的安排 1)检验工序 ① 粗加工结束后; ② 重要工序前后; ③ 转向另车间前后; ④ 全部加工结束后. 2)去除毛刺 3)特种检验:无损探伤、平衡试验 4)表面处理:表面涂层、镀层 5)洗涤防锈 注意:主辅工序的相对性 6.机床与工艺装备的选择 工艺装备直接影响加工精度、生产效率和制造成本。 机床尺寸规格与工件的形体尺寸相适应;精度等级与本工序加工要求相适应;电机功率与本工序加工所需功率相适应;自动化程度和生产效率与生产类型相适应。中小批条件下可选用通用工艺装备;大批大量生产中可考虑制造专用工艺装备。 不仅要考虑投资的当前效益,还要考虑产品改型 及转产的可能性,应使其具有足够的柔性。 (三)加工余量、工序间尺寸及公差的确定 1. 加工余量 (1)加工余量的概念 总余量Z0与工序余量Zi 的关系:ZO=ZI+Z2+Z3+….+ZI 单边余量 对于非对称表面,其加工余量用单边余量 Zb 表示 Zb =la-lb 双边余量 对于外圆内圆等对称表面加工余量用双边余量2Zb表示 \
双边余量 :外圆表面 2 Zb =da-db ,内圆表面 2 Zb =Db-Da 单边余量:Zb =la-lb 由于各工序尺寸都有偏差,故实际切除的余量是变化的。 工序余量又分为公称余量Zb、最大余量Zmax、最小余量Zmin 对于被包容面(轴的外径),上偏差为0,其最大尺寸就是基本 尺寸,本工序的公称余量 Zb =la-lb 。 工序尺寸公差一般按“入体原则”标注: Zmax= la – (lb –Tb)= Zb + Tb Zmin =( la – Ta ) – lb= Zb – Ta 工序余量变动范围 Tz = Zmax–Zmin = Tb + Ta
。 对于包容尺寸(孔径、槽宽),下偏差为0,其最小尺寸就是基本尺寸,本工序的公称余量 Zb =lb-la Zmax= (lb +Tb) – la= Zb + Tb Zmin = lb – (la +Ta) = Zb – Ta 工序余量变动范围 Tz = Zmax–Zmin = Tb + Ta
( 2 ) 加工余量的确定 1)计算法 掌握影响加工余量的各种因素具体数据的条件下,计算法比较科学,但目前统计资料较少。 2)经验估计法 为避免出现废品,估计余量一般偏大,用于单件小批生产。 3)查表法 以生产实践和实验研究为基础制成数据表格,查表并结合实际情况加以修正。查表法确定加工余量,方法简便,较接近实际,应用广泛。 2. 工序尺寸及其公差的确定 1)工艺基准与设计基准重合 同一表面经多次加工才能达到图纸尺寸要求,其中间工序尺寸根据零件图尺寸加上或减去工序余量即可得到,即从最后一道工序向前推算,得出相应的工序尺寸,一直推算到毛坯尺寸。(反推)