ZJHW-C剑杆织机电控箱使用手册-推荐下载
- 格式:pdf
- 大小:196.88 KB
- 文档页数:3
FDK/ASGA751型剑杆织机控制系统使用说明书扬州曙光光电自控有限责任公司目录序言 (2)第一章织机操作 (2)1. 开机 (2)2.织机的启动 (4)3.织机停止运行 (4)4.慢车 (5)5 找纬 (6)6.键盘 (6)7.液晶显示屏 (11)8.操作菜单 (11)9.灯光 (22)第二章故障与故障排除. (23)1.启动区错 (23)2.慢离错 (23)3.纬离错 (23)4.慢动错 (24)5. 断经 (24)6.断纬 (25)7.超温 (24)8. 欠压 (24)9. 张力错 (24)附录:外部电缆接线图 (25)扬州曙光光电自控有限责任公司地址: 江苏省扬州市江扬中路32号邮政编码:225009电话: (0514)7897066 7885308-5711,5718传真: (0514)7897066序言FDK/ASGA751型剑杆织机控制系统是ASGA751型剑杆织机配套产品,它由箱体﹑四色指灯﹑控制面板﹑横档开关盒及高﹑低压控制电路组成。
通过电缆与织机联接组成系统。
具有电子送经﹑电子选色(8色),实时监控织机油压﹑油位﹑经纱张力﹑电机超载﹑断经﹑断纬﹑紧急停车的功能。
能控制织机启动﹑停止﹑正慢车﹑反慢车﹑正找纬﹑反找纬﹑紧经﹑松经﹑长松经﹑紧急停止;能对织机在运行过程中出现问题作出及时处理;能通过液晶显示屏提示织机状态并通过灯光(四色)的组合点亮和闪烁作出指示和告警;能设置织机的一些参数,方便地输入和修改织造物所需的参数,最大可存储四种织造物的选色编程。
该控制系统具有很好的人机界面和多重屏的显示窗口。
显示了大量织机信息﹑能实时显示年﹑月﹑日﹑时﹑分﹑秒。
可通过横档面板的开关操纵织机,亦可通过控制台启动织机(光标或数字选择),该系统具有较强的抗干挠能力,提供各种信息显示(动态)方便维修。
第一章织机操作1开机:闭合箱体上开关,显示屏显示织机制造厂家(图1.0)。
按压“回车”键,显示屏显示操作菜单(图1.1)或错误信息菜单(图1.2),松开急停按钮,按压主电机启动按钮,主电机启动。
控制柜使用说明书通电:通过双电源控制器旋钮操作通电时必须拔下手动扳手,正常自动使用时手动扳手不应装上。
通过手动扳手通电时应先把旋钮选择手动位置,再安装上手动扳手开关电源,选择旋钮位置时手动扳手不能在开关上。
控制柜分手动,自动,远程3种控制方式。
手动时冷却塔的操作:1、运行每台冷却塔前应先检查冷却塔基本情况。
2、手动-自动-远程开关在手动状态,急停开关在复位状态。
3、通过启、停按钮控制风机、喷淋泵启停。
自动时冷却塔的操作:1、根据工艺要求设置好温度参数(参照参数设置)2、手动-自动 -远程开关在自动状态,急停开关在复位状态。
冷却塔在自动状态时,PLC会根据设定温度以及运行时间自动启停风机和喷淋泵。
远程冷却塔的操作:1、手动-自动 -远程开关在远程状态,急停开关在复位状态。
2、通过控制室远程控制冷却塔风机和喷淋泵启停。
电加热器:自动控制由温度开关设定值自行控制(参照温度开关设置).手动控制直接启动.冷却塔的开关按钮有4组,分别对应4台冷却控制。
1、主菜单系统进入主画面,用户可根据需求进入相应的画面,包括:运行状态,电加热运行状态,报警查询,温度趋势图,参数设置,操作说明。
主菜单设有报警显示,当有报警存在时,此报警会出现,并显示当前报警,报警消除后报警会自动消失。
2、冷却塔运行状态显示当前冷却塔运行状态,风机、喷淋泵状态,以及温度、流量值。
3、电加热器运行状态4、温度趋势图5、报警查询显示报警时间、事件。
确认故障解除的可清除报警。
6、参数设置参数设置是设置自动运行时冷却水的控制温度,应根据工艺要求设置相应参数。
还可根据需要设置正常模式和冬季模式,冬季模式时冷却塔喷淋泵不启动。
假设:出水温度设定为25.0℃,温度回差设定为1℃,检测时间设置为60S。
在自动状态下,当温度达到25.0℃,系统开始启动,通过风机和喷淋泵把温度控制在25.0℃以下,当温度降低到24.0℃以下,冷却系统停止运行。
KXB-8/660(380)DZ 矿用隔爆型阀门电动装置控制箱说明书1、概述KXB 矿用隔爆型阀门电动装置控制箱,是我公司针对国家Ⅰ类防爆行业设计的阀门专用控制产品,主要用于启闭件做直线运动的阀门配套使用,如闸阀、截止阀、隔膜阀、闸门、水闸阀等,用于对阀门的开启、关闭、调节。
是阀门实现远控、集控和自控必不可少的驱控装置。
具有功能全、性能可靠、控制系统先进、体积小、重量轻、使用维护方便等特点。
该产品符合本公司的企业标准Q/320411CLZ003-2014《矿用隔爆型阀门电动装置控制箱》的规定;符合GB/3836.1-2010《爆炸性环境 第1部分:设备 通用要求》;GB/3836.2-2010《爆炸性环境 第2部分:由隔爆型“d 保护的设备”》、GB/T 5590-2008《》及MT/T 661-2011《》的规定。
该产品在电气性能设计上注重与PLC 系统接口的衔接的功能、从而使控制箱在自动化系统中的应用更为广泛、可靠,另外该控制箱在外型设计上除强调加强隔爆性能外,同时具有防止误操作的机械及电电气联锁功能,使设备的使用更安全可靠。
在此基础上为监视设备运行情况,本产品还配备了液晶显示屏,用于各种运行状态的显示,如电源显示、开阀显示、关阀显示、过力矩显示、故障显示及阀位开度显示2、型式a) 防爆型式为矿用隔爆型,防爆标志为“ExdI Mb ”。
b) 电缆引入装置型式为压紧螺母。
3、型号表示方法4、使用环境主要技术参数4.1 使用环境:a) 环境气压:86kPa ~110kPa ; b) 环境温度:-10℃~+40℃;c) 空气平均相对湿度:不大于95%(+25℃);d) 煤矿井下有瓦斯,煤尘等爆炸危险的环境;无垂直淋水和溅水场合; e )无强烈震动和冲击的地方;f) 无破坏金属和绝缘材料的腐蚀性气体的地方。
g) 与水平面安装不超过15 ◦4.2 技术参数a)额定工作电压:三相AC660V 或 AC380V b)额定工作频率:50Hzc)远程信号隔离:光电隔离大于2000V 浪涌电压d)模拟信号反馈:电流 DC 4mA ~20mA 负载能力<750Ω e)全中文LCD 汉字菜单显示工作状态及操作提示 f )故障自诊断显示故障原因 g)工作制:短时 10 分钟工作制h)安装方式:水平安装方式 4.3结构及外形4.3.1结构如(图1)所示4.3.2外形尺寸见(图2)图24.3.3电气元件安装位置如图所示、见(图3)4.4控制箱电控保护及性能参数4.4.1欠压保护:当三相交流电源电压降至额定电压的85%以下时,主控板实现保护,停止控制输出,实现对控制对象的保护。
工业缝纫机伺服控制器用户手册前言注意: 使用前请详细阅读本用户手册及所搭配的缝制设备说明书,配合正确使用,并须由接受过专业培训的人员来安装或操作。
本产品仅适用于指定范围的缝制设备,请勿移做其他用途。
本公司拥有对此用户手册的最终解释权。
使用中若存有任何疑问或对我们的产品及服务有任何意见或建议,请随时与我们联系。
安全说明1)安装和调试前,请仔细认真地阅读本手册。
2)本手册中标有符号之处为安全注意点,必须特别注意并严格遵守,以免造成不必要的损害。
3)本产品须由受过专业培训的人员来安装或操作。
4)确保电源安全接地并符合产品铭牌上标示的电压范围及技术要求。
第 1 页共 8 页第 2 页 共 8 页5) 接通电源开关时,请把脚离开脚踏板。
6)在进行以下操作时,必须先断开系统电源:■ 安装机器时;■ 在控制箱上插拔任何连接插头时; ■ 穿针线,换机针及翻抬机头时; ■ 机器休息不用及修理或调整时。
7) 拧紧所有紧固件,以防止缝制作业时产生振动或停针位置错位等异 常现象。
8) 每次关闭控制系统后再次启动,应相隔30秒以上。
9) 设置系统控制参数或进行保养修理工作应由受过相关培训的专业人 员来完成。
10) 维修所用的所有零部件,必须由本公司提供或认可,方能使用。
11) 接地线的安装(特别注意)。
注意:安装控制器时必须正确接地,否则将导致控制器无法正常工作,更严重的可能会被电击(详见安装章节)。
1. 产品介绍 1.1 概述此系列工业缝纫机数控交流伺服系统,电机与控制器分体吊装,使配置组合灵活方便,电机与控制器可按需搭配,实现多种缝纫机对功率、速度等的配套要求;安装简易、调整便捷、力矩大、体积小、噪音低、效率高(省电!);采用开关电源供电,使其具有更宽的电压适配范围;电磁铁侧面接插,使连接更可靠,避免油渍污染引起的控制器故障;优化交流伺服电机控制策略,使转速控制精度高,停针速度快;专利设计的吊装方式使安装更简捷,整体震动降至最低,系统运行更平稳;具有电磁铁回路短路保护功能,防止错误接线损坏控制器。
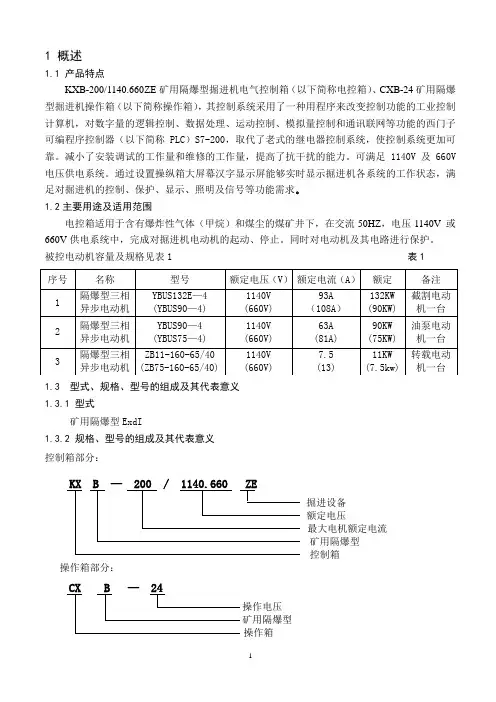
1 概述1.1 产品特点KXB-200/1140.660ZE矿用隔爆型掘进机电气控制箱(以下简称电控箱)、CXB-24矿用隔爆型掘进机操作箱(以下简称操作箱),其控制系统采用了一种用程序来改变控制功能的工业控制计算机,对数字量的逻辑控制、数据处理、运动控制、模拟量控制和通讯联网等功能的西门子可编程序控制器(以下简称PLC)S7-200,取代了老式的继电器控制系统,使控制系统更加可靠。
减小了安装调试的工作量和维修的工作量,提高了抗干扰的能力。
可满足1140V及660V 电压供电系统。
通过设置操纵箱大屏幕汉字显示屏能够实时显示掘进机各系统的工作状态,满足对掘进机的控制、保护、显示、照明及信号等功能需求。
1.2主要用途及适用范围电控箱适用于含有爆炸性气体(甲烷)和煤尘的煤矿井下,在交流50HZ,电压1140V 或660V供电系统中,完成对掘进机电动机的起动、停止。
同时对电动机及其电路进行保护。
被控电动机容量及规格见表1 表11.3 型式、规格、型号的组成及其代表意义1.3.1 型式矿用隔爆型ExdI1.3.2 规格、型号的组成及其代表意义控制箱部分:KX B — 200 / 1140.660 ZE掘进设备额定电压最大电机额定电流矿用隔爆型控制箱操作箱部分:CX B — 24操作电压矿用隔爆型操作箱1.4 控制箱技术特性1.4.1 主要参数主回路参数a) 额定工作电压:660V、1140V;b) 额定电流:200A (最大电机电流)c) 标准频率:50HZ;d) 工作制:长期工作制;e) 使用类别: Af) 接通分断能力:8Ie cosΦ0.35;g) 极限分断能力:4500Ah) 电力电缆最大外径:Φ65i) 线路电压正常工作范围为额定值的75%—110%外形尺寸(长×宽×高)电控箱外形尺寸 1030×730×550 mm操作箱外形尺寸 490×340×280 mm4. 重量电控箱重量为495Kg。
1.概述DF150C剑杆织机控制器(以下简称DF150C),是为剑杆织机研制的微处理器控制系统,是剑杆织机电气控制装置中的核心,DF150C内部采用单片微处理技术,进行合理的软件、硬件配置,通过传感器,接触器以及其他部件完成对剑杆织机的控制。
DF150C具有技术先进、功能齐全、结构合理、稳定性好、控制精度高且外型美观等优点,它是在原DF150A、DF150B型的基础上改进提高优化设计的新型号(它的引出端子相同,具有互换性)。
1.1 DF150C主要功能a)以独立落地柜箱式,集中配置相关控制元器件;b)控制织机电磁离合器、制动器的吸合和释放;c)具有点动、一纬、启动、定位停车、急停等功能;d)具有发生经停、纬停、储纬停故障的自动定位停车功能,以及发生其他故障的保护停车功能;e)LED面板直观的显示织机的整个运行动作,以及定位传感器的信号输入情况;f)具有对定位停车角度进行灵活修正的功能,使机器的开车、停车处于最佳位置;g)具有灵活调整点动灵敏度的功能。
2.主要技术指标2.1电源电压:50HZ,3-380V±10%2.2工作温度:00C~500C2.3相对湿度:5%~95%(无凝露)2.4保存温度:-200C~800C2.5周围气体:无腐蚀性气体2.6箱柜保护:IP402.7箱柜安装及外形:见安装图2.8负载功率及电流a)主电动机<1.5KW(380V);b)主离合器<60W(24Vd.c);c)电磁制动器<60W(24Vd.c);d)储纬器<30W;e)满载电流<5A。
3. DF150C操作说明3.1电器操作说明3.1.1总电源开关断路器3.1.2电机启动(绿色)、停止(红色)按钮3.1.3点动按钮:电动运行,每次最小移动可达2~3mm。
启动后,点动按钮具有定位停车功能,织机停在平综位置(曲轴1150)。
3.1.4启动按钮:快速开车,四色指示灯复位。
3.1.5停车按钮:任意位置紧急停车。
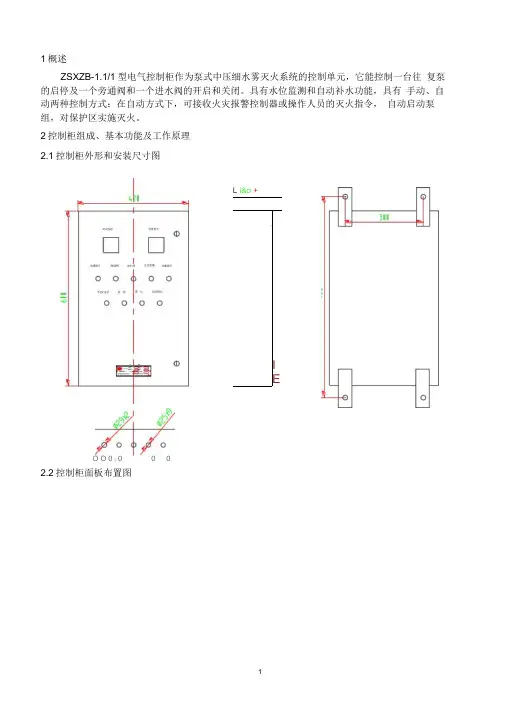
1概述ZSXZB-1.1/1型电气控制柜作为泵式中压细水雾灭火系统的控制单元,它能控制一台往复泵的启停及一个旁通阀和一个进水阀的开启和关闭。
具有水位监测和自动补水功能,具有手动、自动两种控制方式:在自动方式下,可接收火灾报警控制器或操作人员的灭火指令,自动启动泵组,对保护区实施灭火。
2控制柜组成、基本功能及工作原理2.1控制柜外形和安装尺寸图2.2控制柜面板布置图L i&o +”IEO O 0 (0 0 02.3基本功能及工作原理2.3.1自动启动功能2.3.1.1将控制柜上的选择开关打置于“自动”位置,此时本控制柜处于自动控制方式。
2.3.1.2接收外部自控开关信号(无源干接点闭合),即可打开泵组。
2.3.1.3接收外部自控开关信号(无源干接点断开),即可关闭泵组。
2.3.1.4在启动泵组和关闭泵组的同时有开启旁通阀信号,6秒后自动关闭。
2.3.2手动启动功能2.3.2.1将控制柜面板上的选择开关置于“手动”位置,此时本控制柜处于手动控制方式。
2.3.2.2按下面板启动按钮,即可打开相应泵组。
2.3.2.3按下面板停止按钮,即可关闭相应泵组。
2.3.2.4在启动泵组和关闭泵组的同时有开启旁通阀信号,6秒后自动关闭。
2.3.3液位报警及自动补水功能当水位低时,控制柜面板上的液位低报警蜂鸣器响,同时自动打开进水电磁阀,当水位高时,控制柜能自动关闭进水电磁阀,当水位超低时,控制柜能自动关闭泵组。
/-p. I警告!在进行泵组维修时,应断开控制柜内的断路器QM3主要技术参数3.1环境温度:0 C —+50C ;3.2 相对湿度:w 95% (40C± 2C ); 3.3 电源: AC380V/50HZ , 功率 1.1kW; 3.4控制方式:自动、手动;3.5形尺寸:宽X 高X 深=420X 600X 180 3.6 负载:泵电机:AC380V/50HZ ,功率 1.1kW旁通阀、进水电磁阀均为: DC24V/36W3.8自动控制输入信号:自动控制无源干接点信号,闭合启动,断开停止。
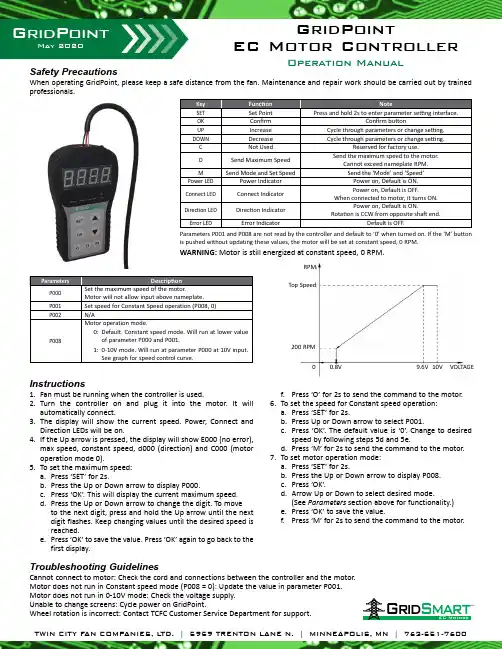
GridPointEC Motor ControllerOperation ManualTWIN CITY FAN COMPANIES, LTD. | 5959 TRENTON LANE N. | MINNEAPOLIS, MN | 763-551-7600Instructions 1. Fan must be running when the controller is used.2. Turn the controller on and plug it into the motor. It will automatically connect.3. The display will show the current speed. Power, Connect and Direction LEDs will be on.4. If the Up arrow is pressed, the display will show E000 (no error), max speed, constant speed, d000 (direction) and C000 (motor operation mode 0).5. To set the maximum speed:a. Press ‘SET’ for 2s.b. Press the Up or Down arrow to display P000.c. Press ‘OK’. This will display the current maximum speed.d. Press the Up or Down arrow to change the digit. To move to the next digit, press and hold the Up arrow until the next digit flashes. Keep changing values until the desired speed is reached.e. Press ‘OK’ to save the value. Press ‘OK’ again to go back to the first display.Troubleshooting Guidelines Cannot connect to motor: Check the cord and connections between the controller and the motor.Motor does not run in Constant speed mode (P008 = 0): Update the value in parameter P001.Motor does not run in 0-10V mode: Check the voltage supply.Unable to change screens: Cycle power on GridPoint.Wheel rotation is incorrect: Contact TCFC Customer Service Department for support.Safety Precautions When operating GridPoint, please keep a safe distance from the fan. Maintenance and repair work should be carried out by trainedprofessionals.Parameters P001 and P008 are not read by the controller and default to ‘0’ when turned on. If the ‘M’ button is pushed without updating these values, the motor will be set at constant speed, 0 RPM.WARNING: Motor is still energized at constant speed, 0 RPM.f. Press ‘O’ for 2s to send the command to the motor.6. To set the speed for Constant speed operation:a. Press ‘SET’ for 2s.b. Press Up or Down arrow to select P001.c. Press ‘OK’. The default value is ‘0’. Change to desired speed by following steps 5d and 5e.d. Press ‘M’ for 2s to send the command to the motor.7. To set motor operation mode:a. Press ‘SET’ for 2s.b. Press the Up or Down arrow to display P008.c. Press ‘OK’.d. Arrow Up or Down to select desired mode. (See Parameters section above for functionality.)e. Press ‘OK’ to save the value.f.Press ‘M’ for 2s to send the command to the motor.RPM Top Speed 200 RPM 00.8V 9.6V 10V VOLTAGESmart EC Motors Grid Smart。
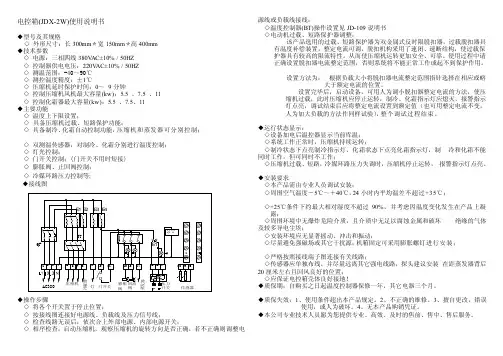
电控箱(JDX-2W)使用说明书◆型号及其规格◇外形尺寸:长300mm*宽150mm*高400mm◆技术参数◇电源:三相四线380V AC±10% / 50HZ◇控制器供电电压:220V AC±10% / 50HZ◇测温范围:-40~90℃◇测控温度精度:±1℃◇压缩机延时保护时间:0~9分钟◇控制压缩机风机最大容量(kw):5.5 、7.5 、11◇控制化霜器最大容量(kw):5.5 、7.5、11◆主要功能◇温度上下限设置;◇具备压缩机过载、短路保护功能;◇具备制冷、化霜自动控制功能,压缩机和蒸发器可分别控制;◇双测温传感器,对制冷、化霜分别进行温度控制;◇灯光控制;◇门开关控制;(门开关不用时短接)◇膨胀阀、止回阀控制;◇冷媒环路压力控制等;◆接线图◆操作步骤◇将各个开关置于停止位置;◇按接线图连接好电源线、负载线及压力信号线;◇检查线路无误后,依次合上外部电源、内部电源开关;◇相序检查;启动压缩机,观察压缩机的旋转方向是否正确,若不正确则调整电源线或负载线接线;◇温度控制器(BT)操作设置见JD-109说明书◇电动机过载、短路保护器调整:该产品选用的过载、短路保护器为双金属式反时限脱扣器,过载脱扣器具有温度补偿装置,整定电流可调,脱扣机构采用了速闭、速断结构,使过载保护器具有较高的限流特性。
从而使压缩机运转更加安全、可靠。
使用过程中请正确设置脱扣器电流整定范围,否则系统将不能正常工作或起不到保护作用。
设置方法为:根据负载大小将脱扣器电流整定范围指针选择在相应或略大于额定电流的位置。
设置完毕后,启动设备,可用人为调小脱扣器整定电流的方法,使压缩机过载,此时压缩机应停止运转,制冷、化霜指示灯应熄灭,报警指示灯点亮,调试结束后应将整定电流设置到额定值(也可用整定电流不变,人为加大负载的方法作同样试验),整个调试过程结束。
◆运行状态显示:◇设备加电后温控器显示当前库温;◇系统工作正常时,压缩机持续运转;◇制冷状态下点亮制冷指示灯、化霜状态下点亮化霜指示灯,制冷和化霜不能同时工作,但可同时不工作;◇压缩机过载、短路,冷媒环路压力失调时,压缩机停止运转,报警指示灯点亮。
斜井防爆变频绞车PLC控制系统用户手册唐山开诚电器有限责任公司1、操作准备:1)、合主回路馈电开关Q01(Q02)。
2)、合+VFD1和+VFD2柜断路器变频器柜Q01;合+DS柜断路器Q1-Q10。
3)、控制系统开始送电或安全电路分断时,都会有声光报警,三秒后自动解除声报警。
4)、将操作方式转换开关置于“手动”位置,将主令手柄和制动手柄置于零位。
将速度选择开关置于零位。
合润滑油泵。
5)、按“事故复位”按钮,待“硬件紧停”,“PLC1紧停”,“PLC2紧停”指示灯熄灭后,合制动油泵。
2、操作方式1)、手动方式:将操作方式转换开关置于“手动”位置,接到信号系统“允许开车”信号后,司机台上“运行准备好”指示灯开始闪烁指示。
此时司机可同时操作两手柄进行手动开车。
主令手柄用来控制正反向速度大小,手柄推到最大,对应额定速度。
制动手柄用来控制工作闸的开闭度。
两手柄之间有互所功能,操作间隔时间不能超过两秒,否则操作无效,需重新操作。
司机正反向开车方向受信号系统的方向闭锁。
车停后将两手柄拉回零位。
车在上下井口有自动加减速功能,在中间偏口司机根据需要可手动调节。
矿车在下放进入偏口时,要确保道岔已搬到偏口位置。
在控制速度时只动主令手柄,严禁施闸。
制动手柄在开车瞬间推到最大,在停车时拉到零位。
2)、检修方式:在手动操作方式下,将检修旋钮打在“检修”位置,则“检修方式”指示灯开始闪烁指示,表明已进入“检修方式”。
检修开车与手动开车基本相同,只是最高速限定为1m/s。
检修方式还可用来挂绳或换绳。
(车在运行时可直接转换。
)3)、应急方式1:在PLC1故障或与其相连的轴编码器故障时,将“应急方式”转换开关打在“应急1”位置,利用PLC2可进行应急手动开车。
应急开车时最高速限为半速。
4)、应急方式2:在PLC2故障或其相连的轴编码器故障时,将“应急方式”转换开关打在“应急2”位置,这时在PLC1内可把与PLC2相关的信号旁路掉,利用PLC1可手动开车。
. -
- -可修编-
ZGPT-04DKⅠ型多功能控制屏 使用说明书
XX中高动力科技股份XX 2004年6月 . -
- -可修编-
目录 ZGPT-04DKⅠ型多功能控制屏说明书 一. 概述 二. 工作条件 三. 组成构造 四. 控制操作说明 五. 特点 六. ZGPT-04DKⅠ型多功能控制屏接线图
DACTS704B发电机组控制器使用说明书 一. 功能概述 二. 组成构造 三. 菜单操作及参数说明 四. 控制器接口 五. 考前须知
ZG04Ⅰ型多功能控制屏说明书 使用本产品前请仔细阅读本说明书! . -
- -可修编-
ZGPT-04DKⅠ型多功能控制屏说明书 一. 概述 ZGPT-04DKⅠ型多功能控制屏以DACTS704B柴油机组自动控制器为控制核心,可以实时检测油机的工作状态,用户通过DACTS704B可以控制柴油发电机的启动运转和停机,并具有自动保护功能.当油机有故障时会发出告警信号,严重时自动停顿油机的运行. 二. 工作条件 1. 工作温度:-20℃~50℃ 2. 储存温度:-20℃~60℃ 3. 相对湿度:95%RH(无凝露) 4. 工作电压:DC24V(范围: 18—30V,耐压:50V/5mm) DC12V(范围: 9—16V,耐压:50V/5mm) 三. 组成构造 1. DACTS704B柴油发电机组自动控制器 ◆实现柴油机组的自动监控,详见后面?DACTS704B油机控制器说明书?。 ◆通过液晶屏可查看机组参数值:油机三相电压、三相电流、电池电压、频率、转速、油压、水温、油温及油机运行时间等,还可以显示油机工作中出现的具体故障原因。 ◆通过控制器的按键编程设定各项参数值。 ◆可通过控制器的按键启动或停顿油机。 ◆实现自动保护功能,检测故障包括:水温高、油温高(可选功能)、超速、三相电压过高、三相电压过低、过载、启动失败、频率过高、频率过低、油位低报警停机,电池电压低报警。 2.急停按钮 ◆油机运行中出现异常情况时,按“急停〞按钮,可立即停顿油机运行。 3.分断断路器、大功率启动继电器等。 四.控制操作说明 1. 机组启动前检查冷却水液位、润滑油〔机油〕油位;燃油油位;检查机组机械紧固件和接线有无松动。 2. 合上电源,提供控制器直流电源,控制器进展初始化,初始化完成后停机按钮上方的指示灯点亮。
宁波海港76 米打桩船电气控制系统安装、运行、维护、使用说明书1、概述宁波海港76 米打桩船电气控制系统用于控制全船的8 个移船、2 个主吊、1 个副吊、起落架、吊锤液压绞车、桩架变幅油缸及抱桩油缸液压系统。
本电气系统由主控制台、左/右舷副控制台、8 只移船绞车机旁控制箱、液压站状态箱、应急油泵控制箱、便携式变幅盒、 2 只杂用绞车控制盒、前甲板设备控制箱及抱桩机便携式控制箱组成。
主控制台主要控制 2 台主吊桩绞车、 1 台副吊桩绞车、 1 台吊锤绞车、1台起落架绞车及1台变幅油缸;左/右舷副控制台主要是对8 个移船绞车进行集中控制1〜8#移船绞车,移船绞车机旁控制箱分别对8台绞车进行机旁控制;液压站状态箱主要显示液压站的控制信号与装置信号;应急油泵控制箱在设备维修、调试及特殊情况下控制应急油泵;便携式变幅箱可对变幅油缸进行倒架与微动控制;1〜2#杂用绞车现地控制盒;前甲板设备控制箱和便携控制盒对抱桩机油缸进行控制。
2、组成本电气控制系统所有设备的控制台、箱体均采用美国威图公司的产品,防护等为IP65。
系统采用德国西门子公司S7—300系列的PLC作为控制中心,I/O 点具有光电隔离,本控制器控制可靠,故障率低,各子站通过Profibus-DP 总线进行通讯。
系统配备了日本天任公司ST400 触摸屏对设备的压力值进行显示。
操作手柄与比例放大装置采用力士乐(德国)公司的产品,来对应控制不同的阀组。
开关电源采用德国西门子公司产品,空气开关、信号灯、按钮等元器件采用美国ABB等公司产品。
3、产品用途本电气控制系统主要通过“集控”、“现地”两种操作方式,对全船的各类液压绞车、桩架变幅及抱桩油缸液压系统进行控制,主要完成的功能有:1)起重类绞车的升降控制、过卷/过出/过载/过高保护;2)吊锤绞车锤升降和打桩功能,过卷/过出/过高保护,及打桩工况时下落速度过高保护;3)移船绞车收、放钢缆,实行移船定位控制,有过卷/过出保护,及刹车、离合器控制;4)各类绞车无级调速(快速/慢速);5)抱桩油缸同步/分步的抱紧与松开控制;6)变幅油缸控制;7)应急油泵控制,过载保护;8)各指示灯可通过试灯按钮检测信号灯故障;9)油箱油位低、过低报警,及油位过低紧急停柴油机功能;10)油箱油温过高、过低报警,及油温可以通过手动/自动控制;11)滤油器堵塞报警,及滤油器切换保护;4、设备安装4.1根据端子图、接线图及原理图将控制箱(盒)、液压泵站接线端子盒连接好,保证接线正确无误。
ZJHW-C剑杆织机电控箱使用手册
概述电控箱主要功能 a) 以独立落地柜式,集中配置相关控制元器材; b) 控制织机电磁离合
器、制动器械的吸合和释放; c) 具有点动、一纬、启动、定位停车、急停等功能; d) 具有
发生经停、纬停、储纬停故障的自动停车功能,及发生其它故障的保护停车功能; e) LED面
板直观显示织机整个运行动作,及定位传感器信号输入情况; f) 具有对定位停车角度进行灵
活修正的功能,使机器的开车、停车处于最佳位置; g) 具有灵活调整点动灵敏度的功能;电
控箱操作说明电气操作说明总电源开关断路器电动机起动:绿色、停止:红色、点动按钮:点
动运行,织机每次最小距离可达2~3mm。启动后,点动具有定位停车功能,织机在平综位置
(295)启动按钮:快速开车,四色指示灯复位。停车按钮:任意位置的紧急停车。一纬按钮:
快一纬织机停在开口位置(115)。启动后,一纬按钮具有定位停车功能,织机停在平综位置
(295)开启储纬器电源,借用“停车”按钮。四色故障信号灯说明:(灯泡为12V)橙色:储
纬器断纬纱自动停车;绿色:断纬自动停车指示红色:断经自动停车指示白色:保护自动停车
指示自动定位停车织机运行时,如发生某种故障而停车,或者调试需要定位停车,均要求传动
曲轴停止在一个特定的位置,还需要有信号糨指示。这个定位停车功能由以下两组功能单元,
再通过微机控制来实现。定位停车功能8单元状态如下表: 停车位及功能 织机刻度指示盘 发
信座 编码信号 操纵面板发光二极管指示灯 编号 内信一 中信二 外信三 H1 H2 H3 信1 信2
信3 曲轴始心位(编码盘基准位) 0 S1 0 0 0 亮 亮 亮经停储纬停(平综位) 115 (发信
位) S2 0 1 0 亮 熄 亮其它(可不用) 180 S3 0 1 1 亮 熄 熄纬停(开口位) 250 (发信
位) S4 1 0 0 熄 亮 亮其它(可不用) 295 S5 1 0 1 熄 亮 熄 表示有磁钢 表示无磁钢有
磁钢则指示灯亮,无磁钢则指示灯熄接线注意事项在箱体后有穿线孔,专门给电缆穿入使用。
织机上的各个电气功能元件的引线,通过电控箱穿线孔与各对应的接线端子相连,参见电气原
理图上所表示的相应接线序号引接。电气控制系统的调试技术要求(在无经纱,纬纱状态下)
开启三相总电源将储纬器调节臂悬空在中间位置,然后把总电源开QF1拨上,接通380V电源。
检查储纬器接通电源后,储纬器将马上转动起来。如发生储纬器转得较慢、不转或储纬停指示
灯亮,应立即关闭总电源,然后检查:储纬器调节臂是否悬空在中间位置;打开电控箱,检查
接线排23、24、25端或28、29、30端是否发生断相情况,检查熔断器FU1是否完好。储纬器
接线是否断线及插头座焊接是否有错。检查控制箱面板上信号灯接通总电源后,信号灯的正常
状态(各电压指示灯亮,制动器灯亮)如发生不同的情况除保护指示必须关掉总电源外,其它
情况均可不顾及,继续下一步调试。 100V、24V驱动电源检查 100V、24V信号灯不亮,可
以按照以下步骤检查: FU2、FU3熔断器是否完好,FU2为100V用,FU3为24V用,5A 电
源电路接线等是否完好;电源印制板是否完好;该发光二极管是否完好, 12V稳压电源检查
12V灯不亮,可以按以下步骤检查: FU4熔断器是否完好(5A)该发光二极管是否完好,
5V稳压电源检查 5V信号灯不亮,可以按以下步骤检查:检查5V有关电路;检查控制接线端
子1端和2端交流电9V是否正常;该发光二极管是否完好,检查电磁制动器状态接通电源后,
电磁制动器应马上吸合,并且面板上制动器指示灯应亮。如电磁制动器不吸合,可以按以下步
骤检查:检查电源板上100V、24V、12V、5V电源输出是否正常,有关联线是否完好;如了
现制动器吸合,而制动器指示灯不亮,则检查站廖发光二极管是否完好,点动、一纬、启动、
停车指示灯检查如发生开启电源时上述指示灯亮,原因如下:应检查有关电路是否可能有导电
导物引起短路或碰线。下一步继续检查该上述指示功能,SB6(点动)、SB5(启动)SB3(停
车)、SB4(一纬)顺序按动四只按钮,相应指示灯亮,最后断开总电源,过10秒左右后,再
接通电源,进行下一步调试。在调试操作时,必须注意以下几点;在未开启电动机的情况下,
不要按动(一纬)按钮,一旦按动则应先断开总电源开关,10秒后再接通电源才能进行曲下一
步调试。所以必须按前面所讲的按钮步骤。断开QF1,总电源后,必须等10秒后才能再重新
接通总电源,否则有关元件器材所受冲击过大,容易老化,最后造成使用寿命缩短。保护状态
检查在接通总电源后或调试操作时,发生面板上保护指示灯为亮,可能有以下几种情况:白色
故障灯亮,同时100V、24V电源切断,发生这种情况,请按以下步骤检查:控制箱内是否有
导电民物引起短路;控制箱内是否有碰物现象;白色信号灯不亮,但100V、24V电源切断检
查四色信号灯接线是否正确;检查四色信号灯灯泡好坏。调整定位停车传感器发信装置开车运
转后,如了现停车定位乱套或按点动、一纬按钮,信号灯示按要求亮或熄,不会停车,基本是
定位停车传感器发信装置系统不正常缘故,需重新调整,方法如下:接通电源开关后,不要开
动主电动机,按启动按钮,离合器吸合;曲轴上编码盘下曲轴相对应位置已不准,转紧固螺钉
已松脱或似紧非紧。扳动曲轴,使刻度盘指标0位(曲轴前始心位);把转盘上的发信磁座,与
固定不动的三只传感器端面径向位对准,间隙为2~3mm。再拧紧转盘上与曲轴间的紧固螺钉;
发信座磁钢与传感器端面轴向位调好,再要保证S1上三只磁钢中心位,各自对准传感器上的
三个中心,不可偏差。调整时可松开传感器支座上的二只螺钉,对准后再拧紧。 S1与传感器
调整好后面板上信号灯应全亮。如不正确重新调整。按钮功能调试按SB2开动电动机,观察电
动机有储纬器转向,以下三种状态需要重新调整:电动机转向反储纬器转向正电动机转向正纬
器转向反调整按制箱各自的接线进行换相点动按SB6,织机点动正常。启动按SB5织机启动
运转。停车按SB5后,织机启动运转,然后按SB3,织机立即停车。一纬及定位停车织机启
动后,按SB4,织机停车在平综位置。再重复按动SB4,织机停车在开口位置。经停调试开
机后发现面板上经停指示灯亮,拆下XT接线座15、16端停经检查。拆下停经输入线后,若面
板上经停指示灯仍亮,说明控制箱故障,检查有无导电异物使电路引起短路。如将XT接线座
15、16端拆下后,面板经停灯灭,说明停经架或外部线路故障。完成以上调试后,进行模拟
断经自停调试,按SB5,织机启动运转,将XT接线座15、16端短路,此时织机停车,并且红
色信号灯亮。纬停调试接通电源并启动电动机,接通探纬器电源,然后检查纬纱检测器,上面
有多只感应孔,要以按顺序轮流调试,用一根纱线穿入准备调试的感应孔,进行附壁牵动,此
时探测器指示灯和面板上纬纱灯应闪烁(动时亮,不动时熄),然后依次各个调试。但是,断
开探纬器电源及信号,面板灯应亮。完成以上调试后,再依次进行动作调试。先把SW-1向上
拨,按SB5,启动织机,然后再把SW-1下拨,(由于无纬纱)织机应定位停车开口位,绿色
灯亮,面板纬纱灯熄。如果断开探纬器电源及信号,启动的织机不会定位停车。 SW调试开
关说明 SW开关安装在电箱主控板上,左端为SW-1,向上拨,停止断纬检测信号,使织机启
动后,模拟非断纬状态而常转,面板纬纱灯亮,绿色断纬灯熄。SW-1向下,微机接受探纬器
信号,正常时面板纬纱灯闪烁,断纬或无纬纱时,面板纬纱灯熄,绿色断纬灯亮。必须注意的
是,织机在正常工作时,SW-1应拨向下位,否则断纬不会停车。 SW-2、3、4开关一定要保
持向下位,不准随意乱拨。纬纱检测器的调试以上的说明检查探测器,仅是验正好坏,如果是
好的,还有一个灵敏度的问题需要调试整定,它可以在带纬纱正常工作时进行。在探测器的下
端有一个灵敏度电位器。顺时针转动灵敏度高。反之,逆时会转动灵敏度低。探测器对纬纱探
测的有效标志是指示灯闪烁状。储纬器调试按SB5按钮,织机启动转动,然后将储纬器调节臂
放到紧纬或断纬位置,此时织机应自动停车,并且橙色信号灯亮。 ZJHW-C型电控箱增加了
织机在平综位和开口停车角度的调整。 SW-1:纬停调试 SW-2:点动灵敏度调整 SW-3:平
综停车位角度调整 SW-4:开口位停车角度调整 K1、K2是配合2、3、4调节用键 K1:增值
按钮,相应LED4红灯闪烁。 K2:减值按钮,相应LED5绿灯闪烁。红、绿灯不再闪亮表示
调整值达上限。不要再按动了。装在控制板上的SW-3和SW-4拨动开关拨上,+号按钮使停车
位置后移停车角度增加,-号使停车位置前移即停车角度减少。每按动+号或-号一次移动的角
度为5度。调整平综位或调整开口位,必须在停车时进行调整,反复调整到正确角度。织机的
点动灵敏度调整将装在主控板上的SW-2开关拨上位,可调整制动器及合力量。向下位可调整
离合器的吸合力量。按住电箱的的停车按钮示要松开,同时按动主控板上的+或-键相应的红灯
或绿灯同时闪烁。按+则吸合力增加,按-则吸合力减小。这样不断的调整直至调到理想的状态。
调整结束后SW-2就拨到向下的原始位置。通过以上几步调试后,如功能正常,说明剑杆布机
的全部电气功能正常,可以正常生产了。