柱塞泵反包柱塞收口的设计与制造
- 格式:pdf
- 大小:2.71 MB
- 文档页数:4

柱塞泵的制作方法柱塞泵是一种能够通过某种方式驱动活塞运动的泵。
它的结构简单,制作便捷,广泛应用于各种领域。
柱塞泵的制作方法包括材料准备、制作过程和测试等步骤。
材料准备制作柱塞泵所需要的材料主要包括活塞、柱塞、泵体、密封圈、输出管道和驱动装置。
其中最关键的部件是活塞和柱塞,必须确保其制作精度。
制作过程第一步:制作活塞和柱塞。
首先需要准备高强度的金属材料,如不锈钢、铜、银等。
具体的制作步骤如下:1. 将材料切割成适当的大小,再用机床将其车成一定的形状。
2. 制作好的活塞和柱塞必须满足严格的尺寸要求,此时需要进行探伤检测。
3. 对活塞和柱塞进行研磨,以确保其表面光滑度和尺寸精度。
第二步:制作泵体。
将泵体的大小调整到与活塞和柱塞匹配,可以采用机械加工的方法,如车加工、铣削等。
制作完毕后应对泵体内部进行钝化处理,以防锈蚀和污染。
第三步:制作密封圈。
密封圈通常由橡胶或塑料等材料制成,需要根据泵体尺寸制作。
第四步:制作输出管道。
输出管道需要保证与泵体连通,通常使用铜或钢管制作,并通过焊接或螺纹连接。
第五步:组装部件。
将活塞、柱塞、泵体、密封圈和输出管道组装在一起,同时加入润滑油或润滑脂。
测试完成柱塞泵的制作之后,需要进行实验测试以保证其正常工作。
测试内容包括泵压、泵流、泵速等参数的测试。
如果发现问题,则需对某些部件重新制作和修改,直到测试结果符合要求。
总结制作柱塞泵需要对材料和加工工艺有深入的了解,制作过程需要精细而耐心。
在测试过程中,需要耐心、细致地检查每一个细节,以保证最终产品的质量。


柱塞泵的设计原理柱塞泵是一种常用的流体输送设备,其具有结构简单、操作可靠、流量稳定等特点。
它的设计原理主要包括泵的结构和工作原理。
一、柱塞泵的结构柱塞泵由泵体、柱塞、阀门和驱动装置等组成。
1.泵体:泵体是柱塞泵的主要承压部件,它通常是由铸铁制成。
泵体内部有一条固定的柱塞通道,柱塞在其中来回运动。
2.柱塞:柱塞是柱塞泵中的关键部件,由一个圆柱体构成,其一端连接到驱动装置上,另一端则与阀门连接。
柱塞在泵体内来回运动,通过改变柱塞的容积来完成吸入和排出液体的过程。
3.阀门:柱塞泵中一般含有3个阀门,即吸入阀、排出阀和泄压阀。
这些阀门通过弹簧或重力的作用来控制液体的流动方向,确保泵在工作过程中能够实现吸入和排出液体的目的。
4.驱动装置:柱塞泵的驱动装置一般包括电动机、液压或气动系统。
驱动装置通过柱塞的运动来产生压力,使液体从泵体中被吸入并排出。
二、柱塞泵的工作原理柱塞泵的工作原理主要包括吸入、挤压和排出三个过程。
1.吸入过程:当柱塞向外移动时,泵体内形成一部分负压,使泵体与液体相连的管道内的液体被吸入泵体。
同时,吸入阀打开,使液体进入柱塞泵。
2.挤压过程:在柱塞向内移动的过程中,液体被推向阀门端,挤压阀打开,液体被强制进入阀门。
柱塞的前进产生的压力使阀门关闭,液体无法倒流。
3.排出过程:当柱塞继续向内移动时,压力进一步增加。
当液体压力大于泄压阀的弹簧力时,泄压阀打开,液体从泵体中排出,液体的流动方向取决于泄压阀的设置。
柱塞泵的工作过程是循环进行的。
通过驱动装置使柱塞来回运动,泵体内部产生压力差,液体被吸入和排出,从而实现液体的输送。
总结:柱塞泵是一种通过柱塞的运动来产生压力差,实现液体的吸入和排出的设备。
其主要由泵体、柱塞、阀门和驱动装置等组成。
柱塞泵的工作原理包括吸入、挤压和排出三个过程。
在柱塞泵的工作过程中,液体通过阀门的开闭来实现吸入和排出,并通过泄压阀来调节液体的流动方向。
柱塞泵具有结构简单,操作可靠,流量稳定等优点,被广泛应用于各个工业领域。
柱塞泵的设计-CAL-FENGHAI-(2020YEAR-YICAI)_JINGBIAN毕 业 设 计(论文)(说 明 书)题 目:尿素车间直轴式柱塞泵的设计姓 名: 尹玉飞编 号: 054平顶山工业职业技术学院年 月 日平顶山工业职业技术学院毕业设计(论文)任务书姓名尹玉飞专业煤炭深加工与利用任务下达日期年月日设计(论文)开始日期年月日设计(论文)完成日期年月日设计(论文)题目:A·编制设计B·设计专题(毕业论文)指导教师信熙卿系(部)主任年月日平顶山工业职业技术学院毕业设计(论文)答辩委员会记录化工系煤炭深加工与利用专业,学生尹玉飞于年月日进行了毕业设计(论文)答辩。
设计题目:尿素车间直轴式柱塞泵的设计专题(论文)题目:指导老师:信熙卿答辩委员会根据学生提交的毕业设计(论文)材料,根据学生答辩情况,经答辩委员会讨论评定,给予学生毕业设计(论文)成绩为。
答辩委员会人,出席人答辩委员会主任(签字):答辩委员会副主任(签字):答辩委员会委员:,,,,,,平顶山工业职业技术学院毕业设计(论文)评语第页毕业设计(论文)及答辩评语:摘要直轴式轴向柱塞泵是液压系统中的主要部件,它是靠柱塞在柱塞腔内的往复运动,改变柱塞腔内容积实现吸油和排油的,是容积式液压泵。
对于直轴式轴向柱塞泵,柱塞、滑靴、配油盘、缸体是其重要部分。
柱塞是其主要受力零件之一,滑靴是高压柱塞泵常采用的形式之一,它能适应高压力高转速的需要,配油盘与缸体直接影响泵的效率和寿命。
由于配油盘与缸体、滑靴与柱塞这两对高速运动副均采用了一静压支承,省去了大容量止推轴承,因此它具有结构紧凑、零件少、工艺性好、成本低、体积小、重量轻、比径向泵结构简单等优点。
由于直轴式轴向柱塞泵容易实现无级变量、维修方便等优点,因而直轴式轴向柱塞泵在技术经济指标上占很大优势。
关键词:直轴,柱塞泵,轴向AbstractThe inclined dish type and axial pump with a pillar is a main part in liquid press system,The inclined dish type and axial pump with a pillar is a back and forth movement by pillar to fill the inside of the pillar cavity,in order to change the pillar fills the contents of cavity to realize the oil of inhaling with line up oily,Is a capacity type liquid to press the pump .Fill to pillar to pump for the inclined dish type stalk the pillar fill, slip the boots and go together with the oil dish an is its importance part. The pillar fills is it suffer the one of the dint spare parts primarily. The slippery boots is one of the form that high pressure pillar fill the pump to often adopt. It can adapt to the high demand turning soon in high pressure dint, go together with the oil dish and the efficiency of the direct influence in a pump with life span. Because of going together with the oil dish fills ,pillar and a slippery boots these two rightness of high speeds the sport the vice- all adopting a the static pressure accepts. The province went to the big capacity push the bearings, have the construction tightly packed, the spare parts is little, the craft is good, the cost is low, the physical volume is small, the weight is light, comparing the path face to pump the construction simple etc. Because the inclined dish type stalk fills to pillar the pump to realizes to have no easily the class changes the deal, maintain convenience and so on.Key words:the inclined dish,pillar pump,axial pump目录第一章柱塞泵的概述......................................................................................... 错误!未定义书签。

柱塞滑靴组件收口全流程设计及改进研究
韦芬;龙运伟;李冀霞;赵忠勇;王军;周可平
【期刊名称】《热处理技术与装备》
【年(卷),期】2024(45)3
【摘要】柱塞滑靴组件的收口质量对柱塞泵的性能和寿命至关重要。
通过对现有收口工艺全流程进行评估,针对存在的问题提出了改进方案。
改进的工艺具有以下特点:在结构设计方面,通过优化过渡圆角,降低壁厚差异,有效解决了收口抗疲劳裂纹问题;在热加工方面,根据渗碳层厚度和硬度预留加工余量,通过渗碳机加工后进行整体淬火,为后续收口提供了良好的塑变流线;在冷加工方面,通过精确控制收口模内腔粗糙度、内腔与滑靴零件外形公差、滑靴球窝球径及其清洁度、柱塞球头公差和球形度、滚松时间和起始位置等关键因素来实现工艺优化。
并对使用改进方案加工后的柱塞滑靴组件进行了详细测量,结果表明柱塞滑靴组件正包收口时均无裂纹,轴向间隙不大于0.06,摆角不小于20°,拉脱力在6500 N以上,满足收口技术指标要求。
【总页数】8页(P21-28)
【作者】韦芬;龙运伟;李冀霞;赵忠勇;王军;周可平
【作者单位】中国航发贵州红林航空动力控制科技有限公司
【正文语种】中文
【中图分类】TH162
【相关文献】
1.水液压柱塞泵滑靴球铰副存在的问题和改进设计
2.RX360型径向柱塞泵滑靴改进设计
3.CY轴向柱塞泵的柱塞滑靴副设计研究
4.滑靴式柱塞收口工艺研究
5.纯水液压柱塞泵介绍及滑靴结构设计改进
因版权原因,仅展示原文概要,查看原文内容请购买。
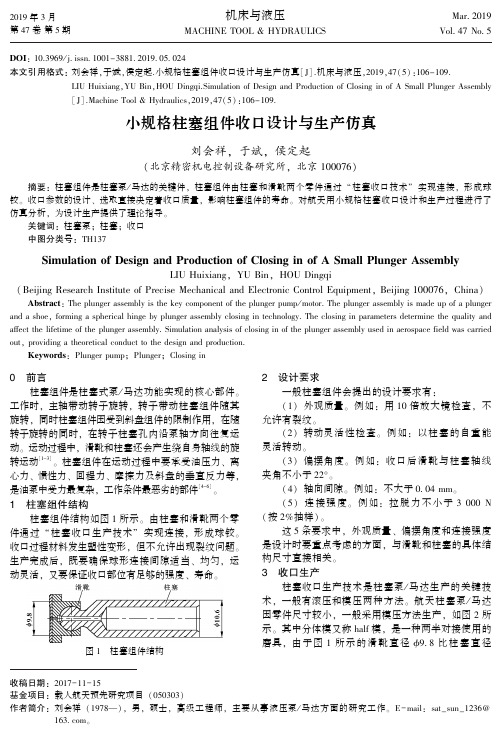
2019年3月第47卷第5期机床与液压MACHINETOOL&HYDRAULICSMar 2019Vol 47No 5DOI:10.3969/j issn 1001-3881 2019 05 024本文引用格式:刘会祥,于斌,侯定起.小规格柱塞组件收口设计与生产仿真[J].机床与液压,2019,47(5):106-109.LIUHuixiang,YUBin,HOUDingqi.SimulationofDesignandProductionofClosinginofASmallPlungerAssembly[J].MachineTool&Hydraulics,2019,47(5):106-109.收稿日期:2017-11-15基金项目:载人航天预先研究项目(050303)作者简介:刘会祥(1978 ),男,硕士,高级工程师,主要从事液压泵/马达方面的研究工作㊂E-mail:sat_sun_1236@163 com㊂小规格柱塞组件收口设计与生产仿真刘会祥,于斌,侯定起(北京精密机电控制设备研究所,北京100076)摘要:柱塞组件是柱塞泵/马达的关键件,柱塞组件由柱塞和滑靴两个零件通过 柱塞收口技术 实现连接,形成球铰㊂收口参数的设计㊁选取直接决定着收口质量,影响柱塞组件的寿命㊂对航天用小规格柱塞收口设计和生产过程进行了仿真分析,为设计生产提供了理论指导㊂关键词:柱塞泵;柱塞;收口中图分类号:TH137SimulationofDesignandProductionofClosinginofASmallPlungerAssemblyLIUHuixiang,YUBin,HOUDingqi(BeijingResearchInstituteofPreciseMechanicalandElectronicControlEquipment,Beijing100076,China)Abstract:Theplungerassemblyisthekeycomponentoftheplungerpump/motor.Theplungerassemblyismadeupofaplungerandashoe,formingasphericalhingebyplungerassemblyclosingintechnology.Theclosinginparametersdeterminethequalityandaffectthelifetimeoftheplungerassembly.Simulationanalysisofclosinginoftheplungerassemblyusedinaerospacefieldwascarriedout,providingatheoreticalconducttothedesignandproduction.Keywords:Plungerpump;Plunger;Closingin0㊀前言柱塞组件是柱塞式泵/马达功能实现的核心部件㊂工作时,主轴带动转子旋转,转子带动柱塞组件随其旋转,同时柱塞组件因受到斜盘组件的限制作用,在随转子旋转的同时,在转子柱塞孔内沿泵轴方向往复运动㊂运动过程中,滑靴和柱塞还会产生绕自身轴线的旋转运动[1-3]㊂柱塞组件在运动过程中要承受油压力㊁离心力㊁惯性力㊁回程力㊁摩擦力及斜盘的垂直反力等,是油泵中受力最复杂,工作条件最恶劣的部件[4-6]㊂1㊀柱塞组件结构柱塞组件结构如图1所示㊂由柱塞和滑靴两个零件通过 柱塞收口生产技术 实现连接,形成球铰㊂收口过程材料发生塑性变形,但不允许出现裂纹问题㊂生产完成后,既要确保球形连接间隙适当㊁均匀,运动灵活,又要保证收口部位有足够的强度㊁寿命㊂图1㊀柱塞组件结构2㊀设计要求一般柱塞组件会提出的设计要求有:(1)外观质量㊂例如:用10倍放大镜检查,不允许有裂纹㊂(2)转动灵活性检查㊂例如:以柱塞的自重能灵活转动㊂(3)偏摆角度㊂例如:收口后滑靴与柱塞轴线夹角不小于22ʎ㊂(4)轴向间隙㊂例如:不大于0 04mm㊂(5)连接强度㊂例如:拉脱力不小于3000N(按2%抽样)㊂这5条要求中,外观质量㊁偏摆角度和连接强度是设计时要重点考虑的方面,与滑靴和柱塞的具体结构尺寸直接相关㊂3㊀收口生产柱塞收口生产技术是柱塞泵/马达生产的关键技术,一般有滚压和模压两种方法㊂航天柱塞泵/马达因零件尺寸较小,一般采用模压方法生产,如图2所示㊂其中分体模又称half模,是一种两半对接使用的磨具,由于图1所示的滑靴直径ϕ9 8比柱塞直径ϕ10 6小,必须这么设计才能实现滑靴装夹㊂按图2所示方向施力时,half模在360ʎ方向挤压滑靴上突出的材料,对柱塞球头进行包覆,包覆时,金属流动方向与摩擦力方向相同,包容后两球面贴合均匀,形成全贴合的包容面㊂收口次数和单次收口材料变形量的选择对收口成败及收口质量影响至关重要㊂材料不同应选择不同的单次收口变形量,这由收口的滑靴尺寸和材料允许的极限收口变形系数共同决定㊂对于新设计的柱塞组件收口量和收口次数的选择一般通过先加工实物再通过工艺试验摸索确定,一般以3次或4次收口成形为宜,收口次数过多,单次收口量就少,模压时易出现滑靴歪斜现象,收口次数过少,单次收口量就大,易出现收口力大,材料裂纹现象㊂图2㊀模压生产方法示意图随着计算机技术的进步,收口生产参数靠工艺试验摸索的方式可以转化为利用计算机仿真分析确定的方式,这也正是文中研究的重点㊂4 滑靴结构设计4 1㊀柱塞摆角设计柱塞与滑靴的相对摆角设计是柱塞组件设计中的一个重点㊂收口前,滑靴包覆段为线段AB;收口后,包覆在柱塞球头上,形成圆弧段AB(ᶄ,如图3所示㊂图3㊀收口前后对比收口之后的柱塞组件最大摆角,是由收口后滑靴上的点Bᶄ和柱塞球头圆弧过渡段相互作用形成的,如图4所示㊂为了满足柱塞泵设计排量的要求,柱塞应保证在一定摆角范围内可以灵活摆动;另一方面,为了保证柱塞组件收口部位的强度和可靠性要求,柱塞摆角不宜过大,一般不超过22ʎ㊂图4㊀最大摆角位置4 2㊀柱塞组件拉脱强度分析柱塞组件在收口后需保证滑靴和柱塞间有足够的拉脱强度㊂利用ANSYS有限元软件对柱塞组件收口部位进行仿真分析,取1 5倍拉力,考核在3000N拉力作用下收口部位的最大应力的大小和作用部位㊂经计算,最大主应力和最大切应力均出现在滑靴收口部位(点Bᶄ附近,见图5),分别为332和159MPa,小于材料的许用强度,因此收口部位设计状态可以满足使用要求,而且具有一定的裕量㊂图5㊀收口部位应力分布㊃701㊃第5期刘会祥等:小规格柱塞组件收口设计与生产仿真㊀㊀㊀5 模压收口过程的仿真5 1㊀三维模型的建立和网格划分三维模型剖面图如图6所示㊂图6㊀三维模型剖面由于三维模型为对称模型,取模型的1/4进行网格划分㊂网格划分如图7所示㊂将剖分边界设置为对称边界,half模下底面为固定边界条件,滑靴下底面为位移边界条件,位移量为4mm㊂图7㊀网格划分5 2㊀材料属性钢滑靴材料是40CrNiMoA,材料的弹性模量为209GPa,泊松比为0 295㊂材料的实测应力应变曲线如图8所示㊂图8㊀材料的实测应力应变曲线5 3㊀仿真结果分析为了确定模压收口的收口量以及收口次数,采用不同的收口量对滑靴毛坯进行仿真分析㊂(1)收口量为0 1mm由图9可知,当收口量为0 1mm时,滑靴毛坯所受到的最大等效应力为924MPa㊂根据材料的应力应变曲线知,当收口量为0 1mm时,材料处于线性阶段,模压收口完成后材料的变形量很小㊂由图9㊁图10可知,在模压收口过程中,滑靴的圆角范围处应力较大,顶部变形量较大㊂图9㊀滑靴等效应力云图图10㊀滑靴x方向变形云图(2)收口量为0 3mm由图11可知,当收口量为0 3mm时,滑靴毛坯所受到的最大等效应力为1271MPa㊂图11㊀滑靴等效应力及应变云图㊃801㊃机床与液压第47卷根据材料的应力应变曲线知,当收口量为0 3mm时,材料处于强度阶段,模压收口完成后,滑靴可以获得较大的变形量㊂如果继续加大收口量,材料的最大等效应力继续增大,超过材料的强度极限,滑靴可能产生裂纹㊂通过不同收口量的仿真分析,可以确定第一次模压收口的收口量为0 3mm㊂将变形后的滑靴与不同收口量的half模进行仿真分析,可以得到后续的模压收口量以及收口次数,结果如表1所示㊂表1㊀收口次数与收口量mm收口次数123收口量0 30 30 16㊀模压收口的优化设计与仿真针对滑靴毛坯在收口过程中,圆弧部分应力较大,易产生裂纹,对滑靴毛坯结构进行了优化设计,将图3中尺寸D取消,圆弧段为平滑过渡连接㊂优化后,滑靴结构图如图12所示㊂图12㊀滑靴毛坯图对优化后的滑靴进行仿真,其中收口量为0 5mm,仿真结果如图13所示㊂图13㊀滑靴等效应力云图通过图13㊁图14可以看出优化设计后的滑靴在收口过程中最大应力为1311MPa,优化后在收口总量一定的情况下,可以在一定程度上降低收口应力,同时,在收口过程中,滑靴不易产生裂纹㊂图14㊀收口过程中应力变化曲线7㊀结论针对小规格柱塞组件的收口设计和生产过程进行了仿真分析,确定了滑靴的收口量和收口次数,并对滑靴毛坯的结构进行了优化设计㊂为快速进行柱塞组件的精细设计和生产提供了理论方法,避免了反复通过经验和试验迭代来确定参数造成的进度和质量不确定性㊂参考文献:[1]张帆.柱塞组合收口的方法及影响因素[J].航空制造技术,2011(3):89-94.ZHANGF.MethodandInfluencingFactorofNeckinginthePlungerAssembly[J].AeronauticalManufacturingTechnol⁃ogy,2011(3):89-94.[2]张忠荣,赵笑英.滑靴式柱塞收口工艺研究[J].航空工艺技术,1998(5):40-43.ZHANGZR,ZHAOXY.ClosinginofSkiBootTypePlunger[J].AeronauticalManufacturingTechnology,1998(5):40-43.[3]徐立强,孙宏飞,徐尚武,等.柱塞泵反包柱塞收口的设计与制造[J].机械设计与制造,2017(11):224-228.XULQ,SUNHF,XUSW,etal.DesignandManufactureofReversePistonNeckingofPistonPumps[J].MachineryDesign&Manufacture,2017(11):224-228.[4]张长英.柱塞组件的早期失效分析与改进[J].机床与液压,2013,41(14):138-139.[5]杨洪平.柱塞组件收口技术及其改进[J].航空精密制造技术,2008(2):52-58.YANGHP.TechnologyandModificationofNecking-inonPistonComponent[J].AviationPrecisionManufacturingTechnology,2008(2):52-58.[6]王蓉,古汉林.柱塞式液压泵(马达)柱塞组件收口工艺及装置[J].液压气动与密封,1995(3):48-52.(责任编辑:卢文辉)㊃901㊃第5期刘会祥等:小规格柱塞组件收口设计与生产仿真㊀㊀㊀。
柱塞泵反包柱塞收口的设计与制造徐立强;孙宏飞;徐尚武;石运序【摘要】Reverse piston was simpler in structure, smaller volume and longer life than original's, which structure was designed and material was selected. To solve the problem of the cracks appeared in the necking, the metallographic, EDX and hardness of necking were analyzed. The results showed that the mainly reasons to cracks were anti-seepage agents ineffective, causing neck's hardness significantly increased, plasticity decreased. The process measures of reservation machining allowance before gas nitriding and the piston necking-in before heat treatment were taken. The hardness of neck met the design requirements and solved the problem of the piston neck cracks. The quality of the pressing was ensured, and the accurate process method was provided for the practical production.%反包柱塞比正包柱塞具有结构简单、体积小和寿命长等优点,对反包柱塞进行了结构设计和材料选择.为解决反包柱塞在收口处出现裂纹的问题,对柱塞颈部进行了金相、电子能谱分析和硬度分析.结果表明颈部防渗剂防渗效果不好,热处理造成颈部硬度增加明显,塑性下降,是裂纹产生的主要原因.针对问题产生的原因,采取了气体渗氮前颈部预留机加工余量和先收口再进行热处理的工艺措施,使颈部硬度符合设计要求,解决了柱塞颈部裂纹的问题,保证了压合后的质量,为实际生产提供了准确的工艺方法.【期刊名称】《机械设计与制造》【年(卷),期】2017(000)011【总页数】4页(P224-226,230)【关键词】柱塞;滑靴;收口;裂纹;硬度【作者】徐立强;孙宏飞;徐尚武;石运序【作者单位】烟台大学机电汽车工程学院山东省十三五高校"先进制造与控制技术"重点实验室,山东烟台 264005;山东科技大学材料科学与工程学院,山东青岛266510;山东科技大学材料科学与工程学院,山东青岛 266510;烟台艾迪液压科技有限公司,山东烟台 265503;烟台大学机电汽车工程学院山东省十三五高校"先进制造与控制技术"重点实验室,山东烟台 264005【正文语种】中文【中图分类】TH16;TH13柱塞泵是通过斜盘推动柱塞往复运动来实现泵的吸压油过程和系统压力的建立,是液压系统中重要的动力元件[1]。
柱塞泵的推程和回程过程设计实验报告好啦,今天我们来聊聊柱塞泵的推程和回程过程,听起来是不是有点技术性?别怕,咱们就像在聊个平常的机械小故事一样,带点儿幽默,带点儿生活气息,轻松搞定这篇报告。
话说,柱塞泵嘛,说白了就是一种能把液体或者气体给“推”出来的设备。
它通过一根根往复运动的柱塞,创造压力推动流体。
听着有点高大上,其实就是你看那泵压头左右“咚咚咚”的来回运动,简简单单的一个机械动作。
这个“推程”和“回程”就像是柱塞泵的两个老朋友,平时互相配合,一个推,一个拉,默契十足。
就像我们打乒乓球,左手一拍,右手一拉,配合好了,球就能顺利飞到对方那儿。
推程嘛,就是泵把液体“推”出去,给液体加压;回程则是泵柱塞撤回来,为下次推送做准备。
推程的工作可是相当关键的,想想看,如果柱塞泵不把液体推出去,后面那一堆工程可就停滞不前了!回程呢,尽管看起来不像推程那么刺激,但它同样重要,毕竟要为下一次的推送做好准备。
其实要设计柱塞泵的推程和回程过程,也不是那么简单的事。
得考虑泵的结构和工作原理,这可不像你拿个水管一拉一拽就完事。
每个柱塞的大小、数量,泵体的材料,甚至泵的工作速度,都得仔细考虑。
柱塞泵的工作原理里有个大亮点——往复运动!你想啊,就像我们平时拉开窗帘的动作一样,手动或者自动都得一次次地重复才能让窗外的风景变得更加明朗,柱塞泵就是通过这种往复的动作把液体送出去。
这个往复动作在推程和回程之间迅速切换,保证了整个液体流动过程既稳定又高效。
可是,问题来了,推程和回程之间的时间差得控制好。
如果推程时间太短,液体可能推不出去,压力就不够;如果回程时间太长,那就浪费了宝贵的工作时间,效率低下。
所以说,推程和回程的平衡就像“老夫子”说的,“千里之堤毁于蚁穴”,一个小小的时间不平衡,就可能让整个泵的工作效率大打折扣。
要达到这个平衡,我们需要对泵的每个零件、每个动作都进行精密设计,让推程和回程像两只脚走路一样,合拍又不拖沓。
再说到泵体的材料,这个就像你买手机选材一样,好的材料直接决定了柱塞泵的寿命和耐用度。
超高速柱塞泵滑靴收口工艺方法研究发布时间:2023-01-17T02:22:50.906Z 来源:《中国科技信息》2022年18期作者:孟嘉嘉张红涛潘科李争彪[导读] 为了解决滑靴收口问题,本文分析了常用的收口工艺的优缺点Study on the Closing Process of Sliding Shoe of Super High Speed Piston Pump孟嘉嘉张红涛潘科李争彪Meng Jia-jia,Zhang Hong-tao,Pan Ke,Li Zheng-biao(河南航天液压气动技术有限公司河南郑州 451191)(Henan Aerospace Industry co.LTD,Henan,Zhengzhou 451191,China)摘要:为了解决滑靴收口问题,本文分析了常用的收口工艺的优缺点,采用两种收口方式对滑靴收口进行工艺验证,并对滑靴的收口质量进行评估,为小批量柱塞泵研制提供通用性的参考意见和解决思路。
关键词:柱塞泵;柱塞;滑靴;工艺;Abstract: In order to solve the problem of slipper closure, this paper analyzes the advantages and disadvantages of the commonly used closure process, uses two closure methods to verify the process of slipper closure, and evaluates the quality of slipper closure, so as to provide universal reference and solutions for the development of small batch plunger pumps.Keywords:Piston Pump;piston;slipper;Process;1引言在现代柱塞泵中,带滑靴结构的柱塞组件应用最为广泛,其滑靴结构为典型的锡青铜材料内球面结构。