打标机软件说明书
- 格式:doc
- 大小:1.07 MB
- 文档页数:34
第 1 页 共 34 第一章:引言
气动标记打印机的工作原理是:操作人员按一定的规则将需打印的字符和图形输入计算机,计算机控制打印针按字符、图形的轨迹移动,同时压缩空气使打印针以每秒350次的频率往复运动,从而在工件上打出由连续点阵构成的字符和图形.
根据这一原理,有以下几点结论:
A. 打印深度和工件材质,打印针离工件表面的距离、气压、打印速度有关.一般而言,材料越软,打印越深;打印针离工件表面越近(大于最小距离),打印越深;气压越高,打印越深;打印速度越慢,打印越深。
B. 打印线条宽度和针尖形状有关。打印针越尖,打印线条越窄。
C. 打印线条的连续性舆打印速度有关。打印越快,构成线条的连续性越差。
注意:
A. 在拆装本机任何连接线,部件之前,必须关闭所有电源和气源,否则装将损坏机器。
B. 打印机X-Y平台上的导轨每周必须清洁并加普通机油一次,传动齿形皮带上不能沾染油污。
C. 打印机是精密数控设备,任何不遵循操作操作指南都有可能损坏机器。操作人员必需熟读本说明书后才能上机操作。
第 2 页 共 34 第二章:安装
安装要求
(1) 应准备两张工作台,一台放置电脑和控制器(100×80×80cm),一台放置打印机(70×80×80cm)。
(2) 确保AC220V ±10%,50Hz稳压电源,且必须接地,以保证设备及人身安全。
(3) 应准备一根内径为8mm的高压软管,以便连接到本系统。确保气源气压在0.3~0.7Mpa。
(4) 电源插座需用电脑专用插座。现场应避免有强电磁场、超声波辐射,以免干扰微机的正常运行。环境通风良好、干净、少尘,以延长设备使用寿命。
DHQD系列标记打印机连接平面图
2.1标准配置
一台DHQD型标记打印机由下列所示部件组成:
主件------计算机
控制器
打印机
第 3 页 共 34 附件------调节支架
打印针
气压调节阀
19芯电缆
3芯电源线
25芯数据线
Ø6气管
2.2安装
A. 用螺丝连接打印机和调节支架
B. 用Ø6气管连接气压调节阀和打印机
C. 用19芯电缆连接打印机和控制器
D. 用3芯电源线连接控制器和电源
E. 用25芯数据线连接控制器和计算机
F. 用气管(用户提供)连接气压调节阀和气源
G. 将打印针连接在打印机上
安装连接时应小心仔细。连接线上所有的螺丝必须拧紧,气压调节阀必须垂直放置。打印机不但可以安装在调节支架上进行打印,也可以安装在其它加工机械上进行打印。同样,打印针不但可以朝下打印,也可以朝空间360度任意方向进行打印,这使用户可以很方便将其用于自动化生产线,也使得打印工件侧面和不易翻转的较重物体的底部变得容易起来。所以调节支架只作为附件提供。
2.3气压调节
第 4 页 共 34 使用气压调节阀调节气压时遵循下列步骤:
A. 反时针方向转动气压调节器上的调节旋钮使气压表指针回零
B. 正时针方向转动气压调节器上的调节旋钮使气压表指针到规定气压值。例如:当前气压调节指示为0.3MPa,需要调节到0.25MPa.正确的方法是反时针方向转动气压调节器上的调节旋钮使气压表指针回零,然后正时针方向转动气压调节器上的调节旋钮使气压表指针到0.25MPa.(注意在转动调节旋钮时,应先将旋钮向上提起,调节到所需气压后,将旋钮向下按回到原位。否则会损坏调节阀)
2.4打印针选择
DHQD型标记打印机可选用3种类型的打印针。当打印深度要求<0.1mm时,应选用小号针;当打印深度要求>0.1<0.3mm时应选用中号针;当打印深度要求>0.3mm时,应选用大号针。适用小号针时,气压应调节在0.3MPa左右;选用中号针时,气压应调节在0.4MPa左右;选用大号针时,气压应调节在0.5MPa左右。当工件硬度较大时,针尖处应磨出一小圆弧,以免针尖折断。
2.5计算机硬件最底配置说明
A.硬盘:>20MP
B.内存:>4M
C.并口输出地址378H
D.并口输出模式为Normal或SPP
第 5 页 共 34 气动标记打印机常见故障表
故障现象 原因 解决方案
电源指示灯不亮 1、变压器烧坏 更换变压器
2、电源线断 更换电源线
X,Y指示灯不亮或停撞限位开关 1、限位开关损坏 更换限位开关损
2、限位开关连线断 重新焊接
电磁阀工作不正常 1、电磁阀损坏 更换电磁阀
2、直流板损坏 更换直流板
计算机主机不工作显示器指示灯亮 1、计算机电源损坏 更换电源
2、计算机其它硬件问题 更换电源
计算机主机工作显示器不显示,但显示器指示灯亮 1、显示卡损坏或主板接触不好 更换或重插
2、显示器自身损坏 请专业人员维修
3、显示器信号线没插好 重插
4、输入输出卡损坏或接触不好 更换或重插
打印针不动 1、控制电缆接触不好或断线 重插或检查
第 6 页 共 34 2、驱动电缆接触不好或有断线 检查线路
3、19芯和25芯接头接触不好 检查线路
4、控制软件被破坏 检查线路
X或Y方向不动 1、控制电缆接触不好 插好
2、直流板坏或接触不好 更换或重插
3、X或Y方向信号线接触不好 检查
4、X或Y方向驱动板损坏 更换
5、X或Y方向电机损坏 更换
6、驱动电缆接触不好或有断线 检查线路
7、19和25芯接头接触不好或断线 检查线路
8、齿轮和皮带松动 检查
打印针运动轨迹不正常 1、文件输入错误 阅说明书重新输入
2、控制软件被破坏 重新安装
第 7 页 共 34 3、计算机染上病毒 清除
打印针不冲击 1、无压缩空气 检查气源
2、电磁阀不工作 1、输入输出卡坏 更换
2、直流板坏 更换
3、电磁阀坏 更换
4、线路不通 检查
打印针不间断冲击或冲击幅度小 1、气源气体流量小 更换大一点的气管
2、气源开关打开不通 开大
3、打印针内弹簧有卡死现象 检查清洗
4、压缩空气压力低 调节气压
5、打印针润滑程度不够 加油
打印针冲击频率低 1、打印针内弹簧疲软 更换
2、打印针有异物 清洗
打印字符有拖尾现象 1、电磁阀有异物 清洗
2、关气延时参数小 重新设置
3、控制程序被破坏 重新安装
复位不正常 1、直流板损坏 更换
第 8 页 共 34 2、限位开关接线断或损坏 更换或检查线路
3、控制电缆接触不好 检查
打印出的字符不规则美观 1、打印针头磨损严重,间隙过大 更换
2、X或Y方向传动皮带松 调紧
3、机头部分磨损严重或其间隙大 调节
4、控制程序被破坏 重新安装
第 9 页 共 34 第一章、 软件安装
本软件系统有两种发布媒介,一种为光盘,一种为软盘,两种媒介的安装方式都一样。这里我们用软盘安装作为例子。
在软驱中插入软件系统的第一张盘,单击Windows的开始菜单,再单击“运行”,这时将跳出运行对话框,单击运行对话框中的“浏览”按钮,在打开文件对话框中找到软盘所在位置,双击打开文件对话框中的“Setup”执行文件,结果如图S-1。
图S-1
在保证安装软盘正确插入软驱的情况下,也可直接在运行对话框中的打开命令行直接输入“A:Setup.exe”命令。
最后单击运行对话框中确定按钮,安装程序开始运行。
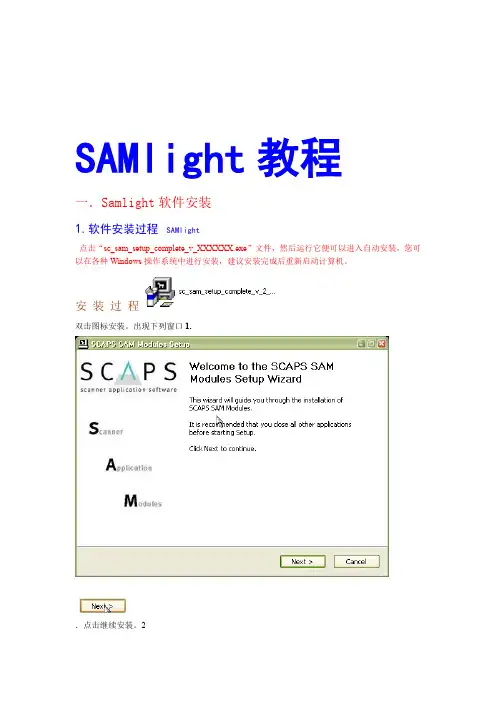
在安装程序初始化成功后,出现安装界面(如图S-2)。
第 10 页 共 34 图S-2
直接单击“下一步”,出现用户信息对话框(如图S-3)。
图S-3
在这个用户信息对话框中,你必须正确输入本软件的使用者的姓名和组织,方便制作商对客户服务。正确输入完成后,单击“下一步”出现选择程序安装位置对话框(如图S-4)。
第 11 页 共 34 图S-4
一般情况下,我们不需要改变本软件系统的安装位置,直接点击“下一步”即可。这时出现选择程序组对话框(如图S-5)。
图S-5
同样的,一般情况下我们也不需要改变默认的程序组名称,直接点击“下一步”。这时出现开始复制文件对话框(如图S-6)。
第 12 页 共 34
图S-6
这时,一切安装准备工作都已完成,单击安装,本软件系统就会安装在用户的电脑磁盘里最后,出现安装完成对话框,安装完成!(如图S-7)
图S-7
安装完成后,在用户的开始菜单的程序组里,将会出现“Thorx 3.5”的程序组
第 13 页 共 34 (如图S-8)。
图S-8
单击“Thorx 3.5”程序组中的程序菜单项,就可以启动相应的程序。